
- Способы изготовления предварительно напряженных конструкций
- Что такое преднапряженный железобетон и как его производят?
- Что из себя представляет преднапряженное ЖБИ?
- Преимущества и недостатки
- Процесс производства
- Инструменты и материалы
- Преднапряжение и этапы работ
- Применение бетона в предварительно напряженном состоянии
- Руководство по технологии изготовления предварительно напряженных железобетонных конструкций
- Способы доставки
- Оглавление
- Этот документ находится в:
- Организации:
- РУКОВОДСТВО
- Основные характеристики механических свойств стержневой напрягаемой арматуры
- ■.-1^ + 0,074 If—о,?) 3 ;
- Сортамент арматурных сталей
- 3. ФОРМЫ
- ных сталей даны в приложении 3 и 4 (см. табл. 33, 34, 35, 36 и 37).
- 2.4. Деформацию арматуры при ее натяжении рекомендуется определять с учетом действительной диаграммы растяжения стали.
Способы изготовления предварительно напряженных конструкций
В производстве предварительно напряженных элементов возможны два способа создания предварительного напряжения: натяжение на упоры и натяжение на бетон. При натяжении на упоры до бетонирования элемента арматуру заводят в форму, один конец ее закрепляют в упоре, другой натягивают домкратом или другим приспособлением до заданного контролируемого напряжения. После приобретения бетоном необходимой кубиковой прочности перед обжатием арматуру отпускают с упоров. Арматура при восстановлении упругих деформаций в условиях сцепления с бетоном обжимает окружающий бетон. При так называемом непрерывном армировании форму укладывают на поддон, снабженный штырями, арматурную проволоку специальной навивочной машиной навивают на трубки, надетые на штыри поддона, с заданной величиной напряжения, и конец ее закрепляют плашечным зажимом. После того как бетон наберет необходимую прочность, изделие с трубками снимают со штырей поддона, при этом арматура обжимает бетон.
Стержневую арматуру можно натягивать на упоры электротермическим способом. Стержни с высаженными головками разогревают электрическим током до 300—350 °С, заводят в форму и закрепляют на концах в упорах форм. Арматура при восстановлении начальной длины в процессе остывания натягивается на упоры.
При натяжении на бетон сначала изготовляют бетонный или слабоармированный элемент, затем при достижении бетоном прочности создают в нем предварительное сжимающее напряжение. Напрягаемую арматуру заводят в каналы или в пазы, оставляемые при бетонировании элемента, и натягивают на бетон. При этом способе напряжения в арматуре контролируются после окончания обжатия бетона. Каналы, превышающие диаметр арматуры на 5—15 мм, создают в бетоне укладкой извлекаемых пустотообразователей (стальных спиралей, резиновых шлангов и т. п.) или оставляемых гофрированных стальных трубок и др. Сцепление арматуры с бетоном создается после обжатия инъецированием — нагнетанием в каналы цементного теста или раствора под давлением. Инъецирование производится через заложенные при изготовлении элемента тройники — отводы. Если напрягаемая арматура располагается с внешней стороны элемента (кольцевая арматура трубопроводов, резервуаров и т. п.), то навивка ее с одновременным обжатием бетона производится специальными навивочными машинами. В этом случае на поверхность элемента после натяжения арматуры наносят торкретированием (под давлением) защитный слой бетона.
Натяжение на упоры как более индустриальное является основным способом в заводском производстве.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Что такое преднапряженный железобетон и как его производят?
Конструкции из сборного железобетона и предварительно напряженные железобетонные конструкции получили массовое применение в строительной сфере. Это позволяет расширять архитектурно-планировочные характеристики и функциональность. Преднапряжение препятствует трещиностойкости, снижает показатели деформаций.

Что из себя представляет преднапряженное ЖБИ?
В целях борьбы с низкой прочностью при растяжении искусственного бетонного камня создают напряжение на этапе производства в бетоне противоположной к эксплуатационным характеристикам, что позволяет эффективно применять свойства бетона при его сжатии. Арматурную сталь в железобетонном изделии растягивают, а по полному затвердевании залитого бетонного раствора ее избавляют от натяжения. Стальные прутья сжимаются и оказывают непосредственное влияние на слой бетона. Предварительное напряжение увеличивает предел растяжимости бетона за счет суммирования 2-х деформаций: растяжения и предсжатия.
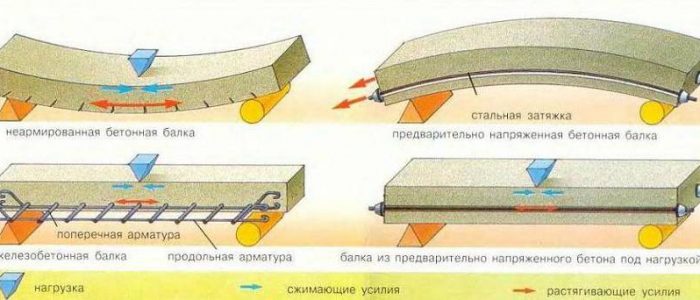 Сжатие и растяжение материала делает его более устойчивым к нагрузкам.
Сжатие и растяжение материала делает его более устойчивым к нагрузкам.
Преднапряженный железобетон не подвержен растрескиванию бетонного слоя зоне конструкции с растяжением, а также при его применении сокращается количество используемой арматуры. Если при этом применять высокопрочный металл и бетон, можно добиться снижения весовых показателей железобетонных конструкций, увеличить их срок эксплуатации. Основные характеристики для этого вида ЖБИ установлены ГОСТом 26633–91, а значения и размеры арматуры установлены СП 52—101—2003.
Преимущества и недостатки
Среди основных преимуществ выделяют следующие:
- Высокие показатели растяжения и трещиностойкости, предохранение металла от образования коррозии. Это свойство необходимо для конструкции находящихся в постоянном контакте с водой, например, плотин, труб.
- Уменьшение сечений и веса таких элементов до 30%, как следствие, меньший расход материала.
- Лучшее сопротивление динамическим нагрузкам. Задействуют для строений, в которых типичные ЖБИ применять не рационально, например, за счет облегченной массы и объема, упрощения в сборке (подкрановые балки, плиты).
- Сборно-монолитные блоки конструкции. С помощью таких блоков достигается более длительная эксплуатация. При возведении таких конструкций все отдельные части соединяют так, что в процессе эксплуатации они объединяются в целое и выполняют свои функции в одном направлении.
- Уменьшение расхода арматуры до 40% вследствие более качественному применению свойств металла, помещенного в напряженное состояние.
 Производство позволяет тратить гораздо меньше арматуры на данный материал.
Производство позволяет тратить гораздо меньше арматуры на данный материал.
Предварительно напряженный железобетон имеет и свои минусы:
- Трудоемкость процесса изготовления.
- Трудно проводимый контроль по проверке армирования изготовленного элемента.
- Значительный вес ЖБИ. Только применяя легкие заполнители или пустотные конструкции с тонкими стенами достигают значительного уменьшения массы.
- Необходимость привлечения высококвалифицированных специалистов.
Процесс производства
Существует несколько способов натяжения арматуры:
 Производство материала может выполняться по электротермической методике.
Производство материала может выполняться по электротермической методике.
- механический (домкраты винтового или гидравлического типа);
- электротермический (стального пруток удлиняется до нужных значений с применением электротока;
- электротермомеханический (комбинация первого и второго метода).
Напряженный бетон изготавливается с помощью прокладки металлических составляющих с высокой прочностью на растяжение, растягивая ее специальным аппаратом и сверху производят заливку бетона. Когда смесь затвердевает напряженность стальной проволоки переходит к бетону вокруг арматуры, что частично или целиком позволяет убрать напряжение от эксплуатационной нагрузки конструкции.
Инструменты и материалы
К материалам ЖБИ с преднапряжением применяют требования согласно существующим нормативным документам:
Армируют ЖБИ конструкции преднапряженного типа следующими материалами:
- арматура периодического профиля класса А-Шв горячекатаная с вытяжкой в ее холодном состоянии;
- листовая сталь горячего катания класса Ат-V;
- арматурные проволочные пряди из свитых проволок.
Для осуществления процесса необходимо подготовить следующие материалы и инструменты:
 Для такой работы понадобятся монтажные прутки.
Для такой работы понадобятся монтажные прутки.
- прутки (монтажные, распределительные);
- вязальная проволока;
- инструмент для нарезания прутков;
- щиты для опалубки при заливки бетонной смесью.
Преднапряжение и этапы работ
Обжатие может происходить 2 методами: с натяжением стали на упоры и на бетон. При первом методе арматура растягивается на торцах и бетонируется, после освобождая элемент. Второй метод заключается в изготовлении формы с пазами. После заливки и набирания прочности вводится арматура в подготовленные пазы натягивая и заанкеривая ее. Далее заполняют каналы смесью. Этот процесс могут проводить специальные навивочные строительные аппараты.
 При данном способе производства подготовленную арматуру нужно растянуть на торцах.
При данном способе производства подготовленную арматуру нужно растянуть на торцах.
Арматурное напряжение производится механически, электротермически, комбинированно и физико-химически.
Применение бетона в предварительно напряженном состоянии
Преднапряженный бетон используется в разных отраслях строительства для сооружения:
 Из материала можно возводить телебашни.
Из материала можно возводить телебашни.
- высотных башен (в т. ч. телевизионных);
- большепролетных перекрытия без существенного увеличения расхода бетона и арматуры периодического профиля и жилые здания;
- резервуаров в форме яйца для очистных городских сооружений (применяется техника за рубежом с использованием монолитного преднапряженного железобетона);
- водных плотин;
- корпусов атомных реакторов 1-го поколения и герметичного ограждения атомных электростанций;
- мостов.
Из такого бетона создают стены, панели ограждения, лестничные марши, основу фундаментов, колонны, столбы линий электропередач, каркасы подземных тоннелей и прочее. Напрягающий цемент для производства изделий из железобетона обеспечит дополнительную водонепроницаемость и прочность конструкции.
Источник
Руководство по технологии изготовления предварительно напряженных железобетонных конструкций
Купить бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Руководством следует руководствоваться при изготовлении сборных предварительно напряженных железобетонных конструкций, армированных высокопрочной стержневой горячекатаной и термически упрочненной арматурой, высокопрочной проволокой, прядями и канатами, натяжение которых на упоры осуществляется механическим или электромеханическим способом.
Оглавление
1 Область применения и основные положения
2 Арматурные стали
4 Заготовка арматуры
5 Механический способ натяжения арматуры
6 Натяжение арматуры электротермическим способом
7 Контроль величины предварительного натяжения арматуры
8 Бетоны и материалы для его изготовления
9 Особенности формования предварительно напряженных конструкций
10 Тепловая обработка преднапряженных конструкций
11 Передача усилий обжатия на бетон
12 Контроль качества предварительно напряженных конструкций
13 Требования к складированию и отгрузке предварительно напряженных конструкций
14 Техника безопасности
15 Технико-экономическая оценка способов производства преднапряженных конструкций
Приложение 1 Типовые технологические линии в унифицированных пролетах УТП-1, разработанные институтом Гипростроммаш
Приложение 2 Указания по упрочнению горячекатанной стержневой арматурной стали класса А-III вытяжкой
Приложение 3 Расчетные и нормативные сопротивления арматурной стали
Приложение 4 Требования к механическим свойствам ненапрягаемой арматуры
Приложение 5 Примеры расчета деформаций арматуры с учетом неупругих свойств стали
Приложение 6 Технологические линии заготовки проволочной, прядевой и стержневой арматуры
Приложение 7 Приспособления для закрепления напрягаемой арматуры и ее стыковки
Приложение 8 Стыковые соединения проволоки и прядей
Приложение 9 Рекомендации по приварке коротышей к арматуре классов Ат-IV — Ат-VI
Приложение 10 Оборудование для механического натяжения арматуры
Приложение 11 Определение потерь натяжения арматуры последовательно натягиваемых арматурных стержней на форму от ее деформации
Приложение 12 Оборудование для электротермического натяжения арматуры
Приложение 13 Расчет электрических параметров установок для нагрева арматуры
Приложение 14 Примеры расчетов при электротермическом натяжении арматуры
Приложение 15 Тарировка приборов для контроля натяжения арматуры
Приложение 16 Выбор приборов и обработка результатов контроля натяжения арматуры
Приложение 17 Изготовление преднапряженных многопустотных настилов из горячих бетонных смесей (пароразогрев)
Приложение 18 Электротермообработка предварительно напряженных железобетонных опор ЛЭП в электромагнитном поле тока промышленной частоты
Приложение 19 Тепловая обработка плит перекрытия в электротермоформах
Приложение 20 Рекомендуемые способы отпуска натяжения арматуры и контроль надежности ее заанкеривания в бетоне
Приложение 21 Рекомендация по проведению испытаний (опытных перевозок)
Приложение 22 Ориентировочные технико-экономические показатели для экономической оценки технологических схем или отдельных процессов производства преднапряженных конструкций
Приложение 23 Основные государственные стандарты, технические условия и руководства по технологии изготовления предварительно напряженных железобетонных конструкций
| Дата введения | 21.08.1995 |
|---|---|
| Добавлен в базу | 01.09.2013 |
| Завершение срока действия | 21.08.1995 |
| Актуализация | 01.02.2020 |
Этот документ находится в:
Организации:
| Разработан | НИИЖБ | |
| Издан | Стройиздат | 1975 г. |
| Утвержден | НИИЖБ Госстроя СССР |
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
РУКОВОДСТВО
Hbutju: РТ/И УУ- ff£„y^ L k
‘TetJtc .Us U/ te и л — hu ciuivнс/рс^ р>с>(
eutr лл 4В -J&3 от Л/. OS. 9S
МОСКВА СТРОИИЗДАТ 1975
Основные характеристики механических свойств стержневой напрягаемой арматуры
Условный предел текучести 3, кгс/см*
Временное сопротивление разрыву а3| кгс/см 2
Относительное удлинение поел? разрыва
Угол загиба в холодном состоянии при диаметре оправки, равном 5 d, °С
ная периодического про-
кой периодического про
Примечания- 1. Если в проектах длл горячекатаной армат> ру класса А-IV указан только ГОСТ 5731 —CI, то по условиям эксплуатации конструкции марки сталей не огозариваю т ся.
2. В соответствии с положениями СНиГ1 за нормативное сопротивление стержневой арматурной стали принимается величина браковочного минимума ее предела текучести.
3. Для стержневой арматура класса А-Шв, упрочненной вытяжкой, величина контролируемых напряжений принимается равной 5500 кгс/см 2 , а величина контролируемых удлинений для стала марки 23Г2С—3,5°а и марки 35ГС—4,S%.
4. Начальный модуль упругости Енач стали класса A-IV марок 20ХГ2Ц и 20ХГСТ следует принимать 1,9-10 й , стали класса А-П1в марок 351 С и 25Г2С— 1,8• 10*’. Для остальных кл iccob и марок стали величину /:нач следует принимать равной i?a>%
Таблица 2 Основные характеристики механических свойств проволочной напрягаемой арматуры
Арматурная сталь вид
Номинальный Диаметр d, мм
Условный предел текучести а
Временное сопротивление разры- В У а
Относительное удлинение после разрыва ^и»» %
Модуль упругости арматуры
турная проволока глад
турная проволока перио
В случае отсутствия опытных данных допускается использовать для оценки деформаций при механическом способе натяжения уравнение среднестатистической диаграммы растяжения:
■.-1^ + 0,074 If—о,?) 3 ;
‘0*2 ‘ 1 0>2 * еа —относительное удлинение, еа
ао —величина контролируемого напряжения в арматуре, кгс/см 2 ;
/ГНач— начальный модуль упругости, кгс/см 2 *;
* Начальным модулем упругости £н&ч в настоящем Руководстве называется модуль упругости стали при первом ее загружении. £Нач, как правило, на 2—3% меньше модуля упругости арматуры при последующих ее загружениях (Bah Однако для некоторых марок стали £Нач меньше Ва на 5—10% (см. примечание 4 к табл. 1).
o0>2—браковочная величина условного предела текучести данной стали (см. табл. 1, 2 и 3).
Примеры использования уравнения (1) приведены в приложении 5. При электротермическом способе натяжения упругопластические свойства стали следует учитывать в соответствии с рекомендациями л. 6.8 настоящего Руководства.
Таблица 3 Характеристики механических свойств арматурных прядей и канатов
Номинальный диаметр й, мм
Условный предел текучести сг0)2, кгс/см а
Временное сопротивление р1зры-
Относительное удлинение при рззрыве 6 к, К
ные спиральные арма
2.5. Напрягаемую стержневую арматуру классов и марок, указанных в пп. 2.1 и 2.2 настоящего Руководства, следует заказывать и применять в железобетонных конструкциях преимущественно в виде стержней мерных длин, а термически упрочненную сталь классов At-IV— At-VI — только в виде стержней мерных длин.
Сортамент арматурных сталей
Номинальный диаметр, мм
Расчетная площадь поперечного сечения, см 3
Теоретическая масса 1 м длины, кг
Номинальный диаметр, мм
Расчетная площадь попереч-ного сечения, см 2
Теоретическая масса 1 м длины, кг
Л. Сортамент стержневой арматуры
Б. Сортамент арматурной проволока Класс В-I, В-П и Вр-П
В. Сортамент витой проволочной арматуры (арматурных канатов)
Класс К-7 0,127 0,227 0,354 0,510 0,906 1,416 Класс К-19 | 1,287 |
Номинальный диаметр, мм
Расчетная площадь поперечного сечения, см в
Теоретическая масса 1 м длины, кг
Номинальный диаметр, мм
Расчетная площадь поперечного сечения, см а
Теоретическая масса 1 м длины, кг
Примечание. Номинальный диаметр арматуры (номер сечения) соответ-ствует для: горячекатаной и термически упрочненной арматурной стали периодического профиля—номинальному диаметру равновеликих по площади поперечного сечения круглых гладких стержней; обыкновенной высокопрочной арматурной проволоки периодического профиля—номинальному диаметру проволоки до придания ей периодического профиля; арматурных канатов—диаметру их описанных окружностей.
2.6. Приварка и прихватка к натянутой арматуре каких-либо деталей или элементов напрягаемой арматуры не допускается.
Примечание. Требование п. 2.6 не распространяется на приварку закладных деталей к концам напрягаемой арматуры, выступающим из изделия, после передачи усилия обжатия на бетон.
2.7. Высокопрочная проволока должна поставляться в мотках, а канаты (пряди) — в бухтах или на барабанах. Смотанные с бухт или барабанов проволока, пряди и канаты должны сохранять прямолинейность.
2.8. Выбор вида и марки пенапрягаемой арматурной стали (см. приложение 4) и стали для закладных деталей производится в зависимости от назначения, конструктивных особенностей и условий эксплуатации железобетонных элементов в соответствии с главой СНиП и развивающих ее руководств по проектированию.
2.9. Для элементов закладных деталей предварительно напряженных железобетонных конструкций применяется листовая, фасонная и полосовая углеродистая сталь группы марок СтЗ по ГОСТ 380-71 или марок 18Гпс (ЧМТУ 1-47-67).
2.10. Ненапрягаемую арматуру следует преимущественно изготовлять и применять в виде арматурных изделий: сеток, плоских и пространственных каркасов. При этом рекомендуется арматурные сетки и каркасы мак-
симально укрупнять вне формы, с учетом возможности использования для этих целей серийно выпускаемого оборудования для арматурного производства, а также сборочных кондукторов и шаблонов.
2.11. Для изготовления сварных сеток и каркасов следует применять контактную точечную сварку, руководствуясь требованиями «Указаний по сварке соединений арматуры и закладных детален железобетонных конструкций» (СН 393-69) и чертежей изделий.
2.12. Качество готовых арматурных изделий и закладных деталей должно контролироваться в соответствии с требованиями ГОСТ 10922-64 «Арматура и закладные детали сварные. Технические требования и методы испытаний».
2.13. Приемку арматурной стали следует производить по сертификатам с обязательной проверкой наличия прикрепленных к стали металлических бирок, которыми завод-изготовитель обязан снабжать каждый пакет или бухту арматурной стали.
2.14. Приемка осуществляется путем сопоставления результатов внешнего осмотра и обмера, а также данных, приведенных в сертификатах, и результатов контрольных испытаний с требованиями соответствующих государственных стандартов и технических условий.
2.15. Напрягаемая арматура, имеющая на поверхности забоины или каверны, бракуется и не допускается к применению как напрягаемая. Бухты проволоки отбраковываются также, если они свернуты в восьмерки или имеют узлы либо перепуганные витки, не допускающие размотку проволоки.
2.16. При приемке каждая партия арматуры должна подвергаться контрольным испытаниям. Стержневую арматуру испытывают на растяжение (по ГОСТ 12004-66) н загиб в холодном состоянии (по ГОСТ 14019-68). Арматурную проволоку — на растяжение (по ГОСТ 12004—66) и на перегиб (по ГОСТ 7348-63 и 8480—63), канаты — на растяжение (по ГОСТ 16874-71).
Число отбираемых для испытаний образцов определяется государственными стандартами и техническими условиями на арматурную сталь, приведенными в п. 2.1 настоящего Руководства.
2.17. В случае несоответствия результатов какого-либо испытания требованиям государственных стандартов или технических условий надлежит произвести по-
вторное испытание на двойном количестве образцов, взятых от других стержней или бухт этой же партии стали. При неудовлетворительных результатах повторных испытаний хотя бы по одному образцу вся партия арматурной стали бракуется.
Примечание. Для оценки механических свойств арматурной стали по результатам контрольных испытаний могут быть использованы вероятностные методы, указанные в соответствующих государственных стандартах на арматурную сталь.
2.18. При натяжении термически упрочненной стержневой арматуры и высокопрочной проволоки электротермическим способом дополнительно должны производиться контрольные испытания арматуры на растяжение после электронагрева.
Для этого в течение рабочей смены с каждого поста электронагрева отбирается по два образца от одного степжня или прутка проволоки.
Образцы испытываются на растяжение в соответствии с требованиями ГОСТ 12004-66. Временное сопротивление в и условный предел текучести о0)2 стали после электронагрева должны быть не менее соответствующих браковочных значений, указанных в габл. 1 и 2 настоящего Руководства.
Примечание. Если в соответствии с положениями п. 6.3 настоящего Руководства допускается снижение прочности стали классов Вр-11 и Ат-VI вследствие электронагрева, в оабочих чертежах изделий должны быть указаны минимально допустимые величины ав и а0 о стали после электронагрева.
2.19. Каждая партия арматурной стали должна размещаться на складе раздельно по маркам и диаметрам. Хранение стали должно производиться так, чтобы исключались ее коррозия и загрязнение.
Холоднотянутая проволока и канаты должны храниться в закрытом сухом помещении. Укладка бухт на земляной пол воспрещается. Стержневую арматуру следует хранить в закрытом сухом помещении или под навесом. При хранении следует обращать внимание на сохранность металлических бирок и обеспечение легкого доступа к ним.
3. ФОРМЫ
3.1. Формы для изготовления предварительно напряженных конструкций должны обеспечивать получение
изделий с размерами в пведелах допускаемых отклонений, отвечающих ГОСТ 13015-67 «Изделия железобетонные и бетонные. Общие технические требования», ГОСТ и ТУ на отдельные виды изделий, а также рабочим чертежам на изделия.
3.2. Формы должны выполняться в соответствии с требованиями ГОСТ 18886-73 «Формы стальные для изготовления железобетонных и бетонных изделий».
3.3. Формы должны быть жесткими и иметь минимальную деформативносгь: от сил натяжения арматуры, собственного веса, веса бетонной смеси и арматуры, а также ог давления, создаваемого бетонной смесью при вибрационном се уплотнении; при перемещении коаном или по конвейеру, а также при установке на рабочих постах; при приложении к форме технологических воздействий, в том числе и температурных, передающихся при ускорении твердения бетона пропариванием, контактным обогревом и т. п.
3.4. При расчете силовых форм на жесткость и деформативносгь усилия от натяжения арматуры принимаются максимальными из возможных для всей номенклатуры конструкций, изготавливаемых с применением данного комплекса форм.
Рекомендуется проектировать формы так, чтобы равнодействующая усилий напрягаемой арматуры располагалась по центру тяжести сечения формы. В этом случае достигается существенное уменьшение веса формы.
3.5. Контроль жесткости форм, предназначенных для изготовления предварительно напряженных конструкций, осуществляется измерением их прогиба и продольного смещения упоров после натяжения арматуры и укладки бетона.
Прогиб измеряется по середине пролета в двух точках (по обеим сторонам) при опирании формы на две опоры, расположенные на расстоянии 0,05—0,1 м от торцов. Измерение производится с точностью до 0,5 мм с помощью нивелира, прогибомеров, индикаторов или других приборов.
Величину прогиба, если к жесткости форм не предъявляется особых требований, рекомендуется принимать не более 0,001 расстояния между упорами, а прогиб свободного угла при диагональном опирании, характеризующий жесткость формы на кручение, не должен быть
больше значений при площади поддона до 12 м 2 — 4 мм, 12—25 м 2 — 6 мм и свыше 25 м 2 — 8 мм.
3.6. Продольную деформацию (сближение упоров) силовых форм по оси равнодействующей силы натягиваемой арматуры после натяжения последней следует допускать не более 0,0004 расстояния между упорами.
Рис. 2. Вилочный упор для закрепления натянутой арматуры а — одиночный; б — групповой; 1 — упор; 2 — съемная пластина;
3.7. Формы, не отвечающие требованиям жесткосгй и продольной деформативности, указанным в пп. 3.5 и
3.6, подлежат усилению в соответствии с «Руководством по расчету и проектированию стальных форм» (М., Стройиздат, 1970).
3.8. При проектировании форм необходимо предусматривать мероприятия, устраняющие возможность заклинивания изделий при передаче усилия обжатия на конструкцию.
3.9. Для закрепления напрягаемой арматуры на формах должны предусматриваться упоры. Упоры рекомендуется выполнять с учетом возможности применения арматуры разных классов и диаметров. Они должны обеспечивать легкую установку арматурных элементов и опи-рание рабочих граней зажимов или временных анкерных устройств по всей площади контакта.
ЗЛО. Для закрепления на форме стержневой арматуры с концевыми анкерами в виде высаженных головок, опрессованных втулок и приваренных коротышей, натягиваемой электротермическим способом, рекомендуется применять вилочные стационарные упоры (рис. 2). Допускается применение внутренних вилочных упоров, а также упоров в виде шгырей.
3.11. При применении инвентарных зажимов для всех видов арматуры, натягиваемой механическим или электротермическим способами, рекомендуется применять вилочные упоры. Для закрепления на форме концентрированно несколько стержней может быть рекомендован упор, показанный на рис. 2,6. При механическом натяжении рекомендуются также подвижные захваты на несколько элементов, количество которых определяется тяговым усилием гидродомкрата.
3.12. Для закрепления анкерных плит унифицированных проволочных пакетов, напрягаемых механическим и электротермическим способами, применяются вилочные упоры или подвижные захваты.
3.13. Вилочные упоры форм рекомендуется изготовлять из стали группы марок СгЗ и Ст5 и снабжать с торца съемными пластинами из высокопрочной стали. Съемные пластины, предназначаемые для предохранения упоров о г быстрого износа, следует изготовлять из инструментальной стали марок У7 и У8 толщиной 15 мм с закалкой до твердости HRC=45—50. Пластина к упорам крепится Бинтами с потайными головками (см. рис, 2,а).
3.14. Размеры прорези в упорах должны выбираться из условий обеспечения проектного расположения арматуры для всей номенклатуры изделий, намеченных к изготовлению на данных формах.
В упорах глубину прорези рекомендуется делать равной удвоенному наружному диаметру арматуры, а ширину прорези — на 2—4 мм больше того же диаметра.
Если форма предназначена для изготовления изделий с арматурой разных диаметров, то рекомендуется иметь комплект закаленных съемных пластин под все диаметры арматуры, а размер прорези в упоре должен соответствовать максимальному из возможных диаметров арматуры.
3.15. Ширина упора должна приниматься в зависимости от проектного расположения арматуры для всей номенклатуры изделий, намечаемых к изготовлению на данных формах, но не менее трех диаметров арматурного элемента.
При применении инвентарных зажимов размеры упоров по ширине и высоте должны выбираться так, чтобы площадь опирания на упоры была не менее 75% площади торца зажима. Толщина упоров определяется из рас-
Руководство по технологии изготовления предварительно напряженных железобетонных конструкций* М., Стройиздат, 1975г 192 с. (Науч.-исслед. ин-т бетона и железобетона Госстроя СССР).
Руководство содержит основные положения по технологии изготовления сборных предвари-тельно напряженных конструкций заводского изготовления с натяжением арматуры на упоры, а также сведения об арматурных сталях, бетонах, методах контроля качества изделий и технико-экономической оценки применяемых способов производства.
Предназначено для инженерно-технических работников предприятий сборного железобетона и работников проектных и научно-исследовательских организаций.
Инструкт.-нормат., П вып*-14-7б
лета на прочность и жесткость под действием максимально возможных усилий от натяжения арматуры.
3.16. Упоры и съемные пластины изготавливаются с предельным отклонением ±1 мм по ширине и высоте. Толщина упоров и пластин, а также размеры прорези выдерживаются с предельным отклонением ±0,3 мм. Все грани упоров, пластин и прорези в них обрабатываются по четвертому классу чистоты поверхности. Упоры, как правило, должны располагаться вне габаритов изделия, однако при достаточном экспериментальном обосновании для изготовления пустотных плит настилов и некоторых других изделии допускается расположение утапливаемых упоров в габаритах изделий.
3.17. Упоры должны устанавливаться на формы с применением шаблонов, охватывающих упоры снаружи.
При длине форм более 12 м рекомендуется устанавливать упоры с замерами расстояний между ними стальной рулеткой, исключая провисание ленты по ее длине с помощью подкладок и обеспечивая постоянное натяжение ленты при замерах. Замеры расстояний между упорами и подобные замеры на устройствах для образования временных концевых анкеров на арматурных заготовках следует производить при помощи одной и той же части лен гы.
3.18. Допустимые предельные отклонения расстояния между упорами при электротермическом натяжении арматуры принимаются по табл. 5.
Допускаемые предельные отклонения расстояния между упорами формы
Расстояние между упорами, м
3.19. Перед началом эксплуатации формы или партии форм должны быть нормализованы расстояния между упорами в соответствии с заданными допусками. Для
Со времени разработки и издания «Временной инструкции по технологии изготовления предварительно напряженных конструкций» (М., Госстройиздат. 1959) промышленность сборного железобетона претерпела большие изменения. Разработано и освоено массовое производство сборных, в том числе преднапряженных, железобетонных конструкций, создана мощная промышленность сборного железобетона.
Коренные изменения технического состояния заводов сборного железобетона и возросшие масштабы производства сборных преднапряженных конструкций с натяжением арматуры на упоры потребовали разработки настоящего Руководства, которое должно способствовать распространению и широкому внедрению новых прогрессивных способов производства, повышению технологической дисциплины, обеспечению качества выпускаемой продукции и повышению производительности труда.
Рекомендации, включенные в основной текст Руководства, относятся к общим вопросам технологии производства. В приложениях даны описания технологического оборудования и примеры выполнения технологических операций.
При составлении Руководства использованы отечест* венный и в некоторой степени зарубежный опыт производства предварительно напряженных железобетонных конструкций, а также результаты научно-исследовательских и опытных работ, прошедших проверку в производственных условиях.
В Руководстве обобщены также рекомендации ранее выпущенных инструкций и руководств по технологии изготовления преднапряженных конструкций, в связи с чем отменяются:
Временная инструкция по технологии изготовления предварительно напряженных железобетонных конструкций. М., Госстройиздат, 1959;
Инструкция по технологии предварительного напряжения стержневой, проволочной и прядевой арматуры железобетонных конструкций электротермическим и электротермомеханическим способом. М., Госстройиздат, 1962;
Указания по назначению режимов тепловой обработки предварительно напряженных конструкций, изготовляемых по стендовой технологии. М., Стройиздат, 1964;
Руководство по технологии предварительного напряжения стержневой арматуры железобетонных конструкций. М., Стройиздат, 1972.
Руководство разработано Научно-исследовательским институтом бетона и железобетона Госстроя СССР: инж. А. А. Фоломеевым (главы 1, 3, 8 и 9), кандидатами техн. наук С. А. Мадатяном (главы 1, 2, 3, 4 и 6), Н. А. Мар-каровым (главы 7, 10, 11 и 13), М. Д. Рожненко (главы 1, 2, 3, 4, 5, 8 и 14), В. А. Клевцовым (глава 12), И. И. Цыганковым (глава 15), И. Ф. Руденко (глава 9), Г. С. Митником (глава 3), В. М. Медведевым (глава 8). Г. П. Курасовой (глава 8), д-ром техн. наук И. М. Френкелем (глава 8) и инж. В. Т. Дьяченко (глава 7); при участии ВНИИЖелезобетона Минпромстройматериалов (кандидаты техн. наук Э. Г. Ратц, С. Ю. Цейтлин), ЦНИИОМТП Госстроя СССР (д-р техн. наук Н. Е. Носенко, инж. Л. X. Копелевич), Уралстромниипроекта (канд. техн. наук Б. Я. Рискинд), Гипростроммаша (канд. техн. наук В. А. Ли), института Индустройпроект Минпромстройматериалов СССР (канд. техн. наук Я- М. Якобсон), Проектного института № 1 Госстроя СССР (инж. С. Г. Скворцов).
В Руководстве использован производственный опыт Красноярского комбината железобетонных и металлических конструкций (инж. Г. В. Леонов), Заволжского завода промышленного железобетона № 3 (инженеры Н. М. Давыдов, Т. Ф. Рунова), Ульяновского завода ЖБК № 3 (инж. В. Ф. Придыбайло), Кемеровского завода ЖБК-1 (канд. техн. наук Г. Г. Проскурин), Чайковского завода ЖБИ Стройдеталь (инж. Н. Н. Бармин), Ка-менск-Уральского завода ЖБИ (инж. Л. В. Латышева), Московского завода ЖБИ №5 Главпромстройматериалов (инж. А. М. Зайцев), Стрыйского завода железобетонных и металлических конструкций (инж. И. Я. Шторин).
Руководство подготовлено к изданию редакционной комиссией в составе д-ра техн. наук К. В. Михайлова (председатель), д-ра техн. наук Г. И. Бердичевского, кандидатов техн. наук Н. М. Мулина, Н. А. Маркарова, С. А. Мадатяна, М. Д. Рожненко, инж. А. А. Фоломеева.
Замечания по содержанию Руководства просьба направлять в НИИЖБ по адресу: 109389, Москва,
2-я Институтская, 6.
Дирекция НИИ бетона и железобетона Госстроя СССР
1. ОБЛАСТЬ ПРИМЕНЕНИЯ И ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Настоящим Руководством следует пользоваться при изготовлении сборных предварительно напряженных железобетонных конструкций, армированных высокопрочной стержневой горячекатаной и термически упрочненной арматурой, высокопрочной проволокой, прядями и канатами, натяжение которых на упоры осуществляется механическим или электротермическим способом.
1.2. Указания Руководства распространяются на изготовление сборных предварительно напряженных железобетонных конструкций, осуществляемое в заводских условиях и на полигонах.
1.3. Требования технологии, изложенные в Руководстве, следует учитывать при проектировании предварительно напряженных железобетонных конструкций.
1.4. Указания Руководства не распространяются на производство шпал, труб, конструкций сборных мостов, непрерывно армированных и самонапряженных конструкций.
1.5. Изготовление предварительно напряженных железобетонных конструкций должно осуществляться по рабочим чертежам конструкций и соответствующему ГОСТу или техническим условиям.
Примечание. Отступления от требований рабочих чертежей должны быть согласованы с авторами проекта.
1.6. Выбор технологической схемы изготовления предварительно напряженной конструкции рекомендуется осуществлять в каждом случае с учетом местных условий, типа конструкции, характеристик и свойств маге-‘ риалов, наличия оборудования и обосновывать техникоэкономическими расчетами.
1.7. При организации производства предварительно напряженных железобетонных конструкций следует
проверить соответствие принятых в проекте данных фактическим условиям изготовления: способу натяжения арматуры, деформациям форм или поддонов, податливости анкерных устройств. Если технология и оборудование не отвечаю г требованиям проекта, то способ изготовления и оснастку следует привести в соответствие с данными рабочих чертежей или совместно с проектной организацией перепроектировать конструкцию с учетом специфики ее изготовления на данном предприятии.
1-8. При изготовлении предварительно напряженных железобетонных конструкций необходимо обеспечить их свободное деформирование при передаче усилия предварительного напряжения на бетон, для чего изделие должно быть освобождено от элементов форм и других деталей оснастки, препятствующих его деформации.
Необходимо также принять меры для обеспечения свободных деформаций изделия от температурного расширения или усадки бетона.
1.9. При освоении на каждом предприятии выпуска новых конструкций первые из них рекомендуется испытывать до разрушения в соответствии с требованиями ГОСТ 8829-66.
1.10. Изготовление предварительно напряженных железобетонных конструкций должно сопровождаться систематическим пооперационным контролем качества заполнителей, цемента, бетона, арматуры, величины предварительного напряжения, прочности бетона при передаче усилия обжатия на конструкцию и в 28-дневиом возрасте, габаритов и чистоты поверхности изделий.
1.11. Изготовление предварительно напряженных железобетонных конструкций с натяжением арматуры на упоры производится по следующим технологическим схемам:
в перемещаемых силовых формах по агрегатно-поточной технологии или на конвейерах;
на коротких или длинных стендах в обычных (несиловых) формах;
в стационарных силовых формах.
Примечание. Силовыми называются формы, воспринимающие усилие натяжения арматуры в период изготовления конструкции и твердения бетона до приобретения им прочности, достаточной для восприятия усилия обжатия конструкции.
1.12. Натяжение высокопрочной стержневой горячекатаной и термически упрочненной арматуры классов
А-Шв, A-IV, A-V, Ат-lV и Ат-V диаметром 8—22 мм рекомендуется осуществлять электротермическим способом, а диаметром 25—40 мм — механическим.
Натяжение высокопрочной арматурной проволоки классов Вр-П и В-П, канатов классов К-7 и К-19 и стержневой термически упрочненной арматуры класса Ат-Vi рекомендуется осуществлять механическим способом.
1.13. Допускается использовать электротермический способ для натяжения стержневой термически упрочненной стали класса Ат-VI при условии соблюдения требований п. 6.3 настоящего Руководства и при величине предварительного напряжения не более 7000 кгс/см 2 .
Электротермический способ также может быть допущен для натяжения высокопрочной проволоки класса Вр-П при условии соблюдения пп. 6.3 и 6.4 настоящего Руководства.
Механический способ натяжения стержневой арматуры диаметром 8—22 мм указанных в п. 1.12 классов допускается при наличии соответствующего оборудования и при условии обеспечения требуемой производительности технологических линий.
1.14. При изготовлении конструкций на длинных и коротких стендах следует преимущественно применять арматурные канаты (пряди) классов К-7, К-19, К2 и КЗ, унифицированные пакеты высокопрочной проволоки класса Вр-11 с натяжением механическим способом.
1.15. Выбор напрягаемой арматуры и способа натяжения при изготовлении предварительно напряженных железобетонных конструкций в стационарных силовых формах зависит от требований проекта, наличия оборудования для натяжения, длины изделия и вида применяемой на данном предприятии напрягаемой стали и определяется технико-экономическим расчетом.
Стержневую арматуру классов At-IV,At-V или At-VI рекомендуется применять для изделий длиной до 12 м, для изделий большей длины — проволочную и пряде-вую арматуру классов Вр-П, К-7 и К-19 или свариваемую стержневую арматуру классов A-IV, A-V.
1.16. С целью сокращения замен и упрощения их согласования проектным организациям рекомендуется снабжать проекты предварительно напряженных конструкций несколькими вариантами армирования.
1.17. При строительстве новых предприятий и рекон-
Струкции действующих рекомендуется использовать типовые проекты технологических линий (см. приложение 1) оборудование для которых централизованно поставляется машиностроительной промышленностью.
2. АРМАТУРНЫЕ СТАЛИ
2.1. В качестве напрягаемой арматуры предварительно напряженных железобеюнных конструкции следует преимущественно применять следующие виды арматурной стали (рис. 1):
стержневую горячекатаную класса A-IV марок 80С и 20М2Ц (ГОСТ 5781— о! * и ГОСТ 5(Ъ8—65*), 20X1 С Г (4М’1У;ЦНИИ4М 871—68) и класса A-V марки 23X2121 (ЧМ1У 1-177-67);
стержневую термически упрочненную классов At-V и Ат-Vl марок 201 С2 и 2010 (ТОСТ 10884—71);
высокопрочную холоднотянутую проволоку классов Вр-П и b-ii (1UC1 8460—68 и lOCl 7848—бЗ);
арматурные канаты (пряди) — спиральные семипроволочные класса J\-7 (1UC1 13840—68) и девятпадца-типроволочные класса К-1У (ТУ 14-4-22-71);
многопрядные арматурные канаты: двухпрядные
класса 1\2х/г (4МГУ4-20и-бУ и 1У14-178-9-72; и трех-прядные — класса ]\3хя (Б1У 2-ЗоО-Ь/), п — число проволок в каждой пряди.
2.2. Допускается для напрягаемой арматуры пред-напряженных конструкции использовать арматурную сталь следующих видов:
стержневую периодического профиля, упрочненную вытяжкой класса А-шв марок Зо 1 С, 251 2С и ЗЗГГ (см. приложение 2);
стержневую термически упрочненную класса At-IV (ГОС1 10884—71).
2.3. Расчетные и нормативные сопротивления арматурной стали видов и марок, перечисленных в пп. 2.1 и 2.2, а также условия их применения в железобетонных конструкциях следует принимать по главе СНИиП «Бетонные и железобетонные конструкции. Нормы проектирования».
Основные характеристики механических свойств напрягаемой арматуры приведены в табл, i, 2 и 3, а их сортамент приведен в табл. 4. Расчетные и нормативные
сопротивления, а также условные обозначения арматур-
ных сталей даны в приложении 3 и 4 (см. табл. 33, 34, 35, 36 и 37).
2.4. Деформацию арматуры при ее натяжении рекомендуется определять с учетом действительной диаграммы растяжения стали.
Рис. 1. Внешний вид арматурных сталей различных классов
а — стержневая гладкая класса А-1: б — обыкновенная проволока периодического профиля класса Вр-1; в — стержневая периодического профиля класса A-И; г — то же, классов А-Ш, A-IV, A-V, Ат-IV, At-V, At-VI; д — высокопрочная проволока периодического профиля класса Вр-П; е _ семипроволочный спиральный арматурный канат класса К-7; ж — девятнадцатипроволочный спиральный арматурный канат класса К-19; з — двухпрлдный канат
Источник



