
- Способы изготовления разовых литейных форм и стержней
- Литьевая форма
- Что такое пресс-форма
- Классификация литья
- Технология изготовления литьевых форм
- Определение стоимости изготовления литьевых форм
- Усадка
- Проектирование конструкции литьевой формы
- Деформация форм
- Сдвиг пуансонов
- Извлечение отлитых изделий
- Обслуживание литьевых форм
Способы изготовления разовых литейных форм и стержней
В литейном производстве формы и стержни могут быть изготовлены ручным и машинным способами. Машинные способы изготовления форм и стержней можно разделить на основные группы:
· уплотнением смеси прессованием (верхним, нижним, колодками, плунжерами, диафрагмой), встряхиванием, встряхиванием с подпрессовкой (вибропрессованием), пескометным способом, надувом и т.п.;
· химическим отверждением смеси при комнатных и повышенных температурах;
· с использованием физических явлений – вакуумированием, воздействием магнитного поля и др.
Ручную формовку выполняют путем уплотнения формовочной смеси на поверхности модели пневматическими трамбовками в опоках (одной, двух, трех), в почве (в полу литейного цеха), в кессонах (больших ямах, стенки которых выложены кирпичом). Формообразующим приспособлением могут служить деревянная модель разъемная или неразъемная, шаблоны вращения или протяжные. При ручной формовке широко используют средства механизации: краны, конвейеры, подъемники, пневматические трамбовки, передвижные сушила и т.д. Машинная формовка повышает производительность уплотнения форм в 15 – 20 раз по сравнению с ручной.
Пленочно-вакуумная формовкаотносится к последним достижениям литейной технологии. Сущность способа схематично показана на рис.9. Модель 2устанавливают на
 перфорированную плиту 1 внутрь опоки 4 и накрывают эластичной пленкой 3, способной выдерживать без разрушения контакт с расплавленным металлом и обеспечивать чистую и гладкую поверхность отливкам. Модель 2, так же как плита 1, имеет мелкие сквозные отверстия. Через модель и плиту отсасывается воздух, что способствует плотному прилеганию пленки к поверхности модели. После этого на поверхность пленки, обтянувшей модель, засыпают кварцевый песок 5 до верхнего края опоки 4. Для уплотнения песка применяют легкую вибрацию. Опоку 4, заполненную песком сверху, закрывают пленкой 6и вновь отсасывают воздух из опоки, что приводит к уплотнению песка и плотному прилеганию пленки 6. Так изготовляют верхнюю и нижнюю полуформы, затем их собирают и заполняют металлом. Образовавшаяся отливка легко удаляется из песчаной формы, а наполнительный песок может быть многократно использован. При таком способе изготовления форм не требуется применения смесеприготовительного оборудования и дорогих материалов, входящих в состав формовочных смесей.
перфорированную плиту 1 внутрь опоки 4 и накрывают эластичной пленкой 3, способной выдерживать без разрушения контакт с расплавленным металлом и обеспечивать чистую и гладкую поверхность отливкам. Модель 2, так же как плита 1, имеет мелкие сквозные отверстия. Через модель и плиту отсасывается воздух, что способствует плотному прилеганию пленки к поверхности модели. После этого на поверхность пленки, обтянувшей модель, засыпают кварцевый песок 5 до верхнего края опоки 4. Для уплотнения песка применяют легкую вибрацию. Опоку 4, заполненную песком сверху, закрывают пленкой 6и вновь отсасывают воздух из опоки, что приводит к уплотнению песка и плотному прилеганию пленки 6. Так изготовляют верхнюю и нижнюю полуформы, затем их собирают и заполняют металлом. Образовавшаяся отливка легко удаляется из песчаной формы, а наполнительный песок может быть многократно использован. При таком способе изготовления форм не требуется применения смесеприготовительного оборудования и дорогих материалов, входящих в состав формовочных смесей.
Машинные способы изготовления литейных форм очень разнообразны. В литейных цехах используют машины и автоматы с пневматическим, гидравлическим и комбинированным приводом. Все способы изготовления форм можно объединить в две группы: опочная и безопочная формовка. Формы в опоках изготовляют на машинах преимущественно встряхивающего и прессового действия.
На встряхивающих машинах (рис.10, а) уплотнение смеси 1 в опоке 2на поверхности модели 3происходит благодаря кинетической энергии ударов стола 4о станину машины 5, которая одновременно служит цилиндром. Стол 4соединен с поршнем 6, который поднимается сжатым воздухом, поступающим в цилиндр через канал 7. При поднятии поршня выше выхлопного канала 8сжатый воздух выходит из полости цилиндра, и поршень вместе со столом 4, моделью 3и опокой 2, наполненной смесью 1, падая, ударяется о станину машины 5. Затем циклы повторяются для достижения желаемой плотности смеси.
На прессовых машинах (рис.10, б и в), имеющих гидравлический привод, уплотнение смеси происходит моделью или верхней колодкой благодаря статическому воздействию их на формовочную смесь, помещенную в опоку. Уплотнение прессованием со стороны плоской или профильной колодки 5, закрепленной на верхней траверсе 6 машины (рис.10, б), осуществляется с использованием наполнительной рамки 4, содержащей такое дополнительное количество смеси 1, которое необходимо для получения нужной плотности в опоке 2 над моделью 3.
Уплотнение прессованием со стороны модели 3 (рис.10, е) происходит за счет сжатия смеси 1между моделью 3 и траверсой 6 машины. Предварительно модель 3 вместе со столом 4 опускается в станину 5 машины. Образовавшееся в станине 5 пространство и опока 2 заполняются смесью. После этого модель 3 столом 4 поднимается и спрессовывает смесь, прижимая ее к верхней траверсе 6 машины.
На пневматических прессовых машинах (рис.10, г) универсальным уплотняющим элементом является эластичная диафрагма 4, которая под воздействием сжатого воздуха в резервуаре 5 уплотняет смесь 1 в опоке 2 на поверхности модели 3.
Дифференциальное прессование многоплунжерной головкой изображено на рис. 10, д. Прессующие колодки 9 уплотняют формовочную смесь 1 над моделью 3(установленной на столе машины) в опоке 2 под действием жидкости 6, которая заполняет корпус 5прессующей головки и оказывает давление на поршни (плунжеры) 7, связанные штоками 8с прессующими колодками 9. Дополнительный объем формовочной смеси, необходимый для уплотнения, помещен в наполнительной рамке 4. Многоплунжерная прессовая головка дает возможность развивать высокие давления на формовочную смесь и равномерно уплотнять ее по всему сложному контуру модели.
После уплотнения формовочной смеси в опоке тем или иным способом полученную полуформу снимают с модели. Для облегчения этого процесса к модельной плите подключают вибраторы. Извлечение модели из полуформы осуществляется разными способами: протяжкой, штифтовым съемом, поворотом модельной плиты, опрокидыванием стола машины.
В цехах массового производства отливок используют комплексные автоматизированные линии, где происходит изготовление и сборка форм, заливка их металлом, охлаждение и выбивка отливок из форм. Для транспортировки литейных форм от формовочных машин к заливке и выбивке, а затем пустых опок к машинам используют рольганги или замкнутые конвейеры с платформами.
Безопочная формовка отличается высокой производительностью и экономичностью. При таком способе изготовления форм достигается достаточная точность отливок, сокращаются производственные расходы на изготовление опок, сокращаются площади цеха из-за отсутствия транспортных операций по передаче опок от выбивки к машинам. Упрощаются процессы выбивки отливок из форм. Существует два типа автоматических машин, изготовляющих формы с вертикальным игоризонтальным разъемами. В безопочных формах может быть получена широкая номенклатура отливок, начиная от ключей дверных замков до блоков цилиндров двигателей малолитражных автомобилей. Безопочные формы с вертикальным разъемом изготовляют на автоматах проходного икарусельного типов. Производительность первых автоматов достигает 240 – 300 форм в час, а вторых 480 – 540 форм в час.
На формовочном автомате безопочная форма с вертикальным разъемом (рис.12) изготовляется в камере А (позиция I), где две противоположные стенки представляют собой полумоде
ли 1 и 2. Наполнение формовочной смесью Бпространства между полумоделями осуществляется методом надува из бункера 3. После надува формовочная смесь прессуется между зафиксированной полумоделью 1 и подвижной правой полумоделью 2, которая соединена с плунжером 4гидроцилиндра.
После прессования левая полумодель 1 откидывается вверх (позиция II), а правая полумодель плунжером 4проталкивает изготовленную форму Ввперед. На этот период бункер 3 закрывается задвижкой 5, чтобы не высыпалась формовочная смесь. Затем плунжер 4 вместе с полумоделью 2 возвращается в правое исходное положение, полумодель 1 опускается и занимает фиксированное вертикальное положение, образуя под бункером 3 камеру А (см. позицию I). Цикл повторяется, и образовавшаяся новая полуформа вплотную сдвигается с предыдущей, образуя литейную полость Г (позиция III). Литейная форма представляет собой пакет 6, состоящий из сомкнутых двусторонних форм В. Полость Г между формами заливается металлом 7 из ковша 8 или из автоматической заливочной установки.
4. Последовательность выполнения лабораторной работы
4.1. Выполнить чертеж детали.
4.2. Разработать чертеж отливки с учетом припусков на механическую обработку и допусков на размеры, формовочных уклонов, галтелей.
4.2.1. Рассчитать припуски на механическую обработку и размеры отливок с допусками и занесением результатов в бланк результатов. Припуски даются на те поверхности, которые будут обрабатываться. Величину припуска выбирают по методическими указаниями «Расчет отливки и оценка способа литья». табл. Е, Ж,
4.2.2. Разработать чертеж отливки с учетом припусков на механическую обработку и допусков на размер, формовочных уклонов, галтелей. Радиусы-галтели определяются по формулам:
 R = 0,25 (a + b); R1 = 0,25 (a + c),
R = 0,25 (a + b); R1 = 0,25 (a + c),
где a, b, c – толщина сечений отливки, соединяемых радиусами R и R1 (рис. 1.7).
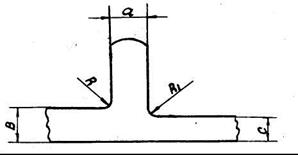 |
Рис. 1.7. Радиусы-галтели
Формовочные уклоны выбирают по прилож. 1, табл. 4.
Чертеж отливки выполняется в соответствии с требованиями стандартов ЕСКД, ГОСТ 26645-85. Отливки. Припуски на обработку. ГОСТ 2.423-73. Правила выполнения чертежей элементов литейной формы и отливки.
2. Разработать чертеж модели и рассчитать габаритные размеры. приложение 1 табл. 3, 6
где lм — — размер модели. мм;
lотл – размер отливки, мм
k – коэффициент усадки, % приложение 1 табл. 5
4.3. Разработать эскизный проект собранной литейной формы, подготовленной к заливке металла.
5. Требования к отчету.
Отчет должен быть оформлен на стандартных листах бумаги формата А4 ГОСТ.2.301-68, форма которого должна соответствовать ГОСТ 3.1105-74.
Отчет должен содержать:
а) схему технологического процесса изготовления отливки в песчаные формы;
б) чертеж детали;
в) чертеж отливки;
г) эскиз деревянной модели;
д) эскиз литейной формы (в разрезе), подготовленной к заливке металла;
Вопросы для самопроверки:
1. Какими литейными свойствами должны обладать сплавы, применяемые для изготовления отливок?
2. Какие дефекты могут возникнуть в отливках, вследствие усадки сплава?
3. Каким образом надо конструировать литые детали, чтобы избежать образования усадочных раковин и трещин в отливках?
4. Что такое технологичность конструкции и какими соображениями надо руководствоваться при выборе наиболее технологичной конструкции?
5. Что такое стержень и целесообразность его применения?
6. Типы литниковых систем и выбор правильного подвода металла к будущей отливке.
7. Что представляет собой литейная форма?
8. Из каких материалов изготавливают литейные формы?
9. Как называется процесс изготовления литейных форм из формовочных смесей?
10. Какие приспособления входят в литейную оснастку?
11. Что такое литниковая система? Из каких основных частей она состоит?
12. Каковы основные компоненты песчано–глинистых смесей?
13. Перечислите разновидности формовки?
14. Как осуществляется сборка и заливка форм?
15. Назовите основные дефекты при литье в песчано–глинистые формы?
Дата добавления: 2015-01-15 ; просмотров: 2351 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Литьевая форма
Литьевая форма применяется в термопластавтоматах для изготовления объемных деталей различных конфигураций из пластика, металла, резины.
В пресс-форме литьевой машины может одновременно производится одна или несколько деталей. Используется в массовом или серийном производстве.

Рис. 1. Литьевая форма.
Что такое пресс-форма
Литьевые формы состоят из неподвижных матриц и подвижных пуансонов, имеющих внутри полость для формирования заготовок.
Материал внутрь формы подается с помощью литниковых систем, которые бывают холодноканальные, горячеканальные и комбинированные.
В некоторых конструкциях форм возможна установка закладных деталей.
Классификация литья
Литье пластмассы в пресс-форму применяется для создания тонкостенных изделий различной конфигурации.
Технология литья позволяет создавать армированные и пустотелые детали, многоцветные и соединяющие в себе различные полимерные материалы.
Требуемый показатель давления — от 80 до 200 Мпа. При более низком давлении могут образовываться полости или недоливы.
Превышение показателей может привести к образованию облоя.
Литье в песчаные формы
Один из самых распространенных видов литья объемных заготовок.
Применяется в автомобильной отрасли, станкостроении и других отраслях промышленности. Эта технология используются при массовом производстве, изготовлении небольших серий или единичных товаров простой или сложной формы.
При таком литье получаются изделия низкого качества. Возможно наличие пустот и различных посторонних включений.
Обычно литье в песчано-глиняные формы применяют для изготовления станин для металлообрабатывающей отрасли, корпусных элементов машин и оборудования, различных колес, колец и прочих объемных и тяжелых заготовок.
Литье в вакуумно пленочные формы
Технология применяется для отливок любого количества изделий весом от одного килограмма до десяти тонн, размерами до нескольких метров.
Формы изготавливаются в следующем порядке:
• вырезается модельный комплект из пенополистирола или других газонепроницаемых материалов;
• на модель накладывается предварительно нагретая синтетическая пленка;
• с помощью вакуумного устройства между модельным комплектом и пленкой создается вакуум, плотно притягивающий пленку к модели;
• на пленку накладывается слой меловой известняковой глины (опоки), засыпается сухим песком, трамбуется и укрывается герметично пленкой;
• из опоки при помощи вакуумного устройства удаляется воздух, модельный комплект вынимается из готовой полуформы.

Рис. 2. Литье в вакуумную форму.
Аналогично изготавливаются все детали и собираются в единую форму.
В течение всего технологического процесса составные элементы формы находятся под вакуумом.
В собранную форму заливается расплавленный металл. После охлаждения отливок вакуумное устройство отключается, вследствие чего песок удаляется из формы, отливка легко вынимается из формы.
Литье в кокиль
Кокиль — металлическая многооборотная форма из чугуна, алюминия или стали.
Литье в кокиль подходит для изготовления изделий из алюминия, цветных и черных металлов.
Технология литья в кокиль состоит из нескольких этапов:
• фиксация металлических полуформ;
• нагрев рабочей полости формы до температуры около 180°С;
• смазывание поверхности слоем защитного огнеупорного покрытия;
• заливка расплавленного сырья через литники;
• охлаждение формы;
• раскрытие кокиля и выемка отливки.

Рис. 3. Литье в кокиль.
Отливки в кокиль отличаются высоким качеством и геометрической точностью размеров.
Литье по выплавляемым моделям
Способ получения отливок заключается в изготовлении модели из легкоплавких составов в пресс формах. Затвердевшая модель вынимается из формы и покрывается несколькими слоями суспензии и обсыпки, образующими после высыхания керамическую скорлупу. Модель внутри скорлупы выплавляется, создавая оболочку формы с тонкими керамическими стенками.
В полученную форму заливается расплавленная смесь, которая после остывания образует изделие, точно повторяющее конфигурацию модели.
Детали, по выплавляемым моделям отличается высоким качеством и чистотой поверхности, не требуют дополнительной обработки.
Литье по газифицируемым моделям
Способ получения литых изделий с использованием моделей из материалов, которые превращаются в газ при контакте с расплавленным металлом. Больше всего подходит для этого вспененный полистирол.
Модели изготавливаются на модельных автоматах или путем заливки литейного полистирола мелких фракций под давлением в пресс-формы, с последующим спеканием под действием высоких температур.
Элементы моделей склеиваются или спаиваются в блоки, покрываются огнестойким покрытием путем облива или окунания и формируются на вибростоле в специальные опоки.
Расплавленный металл подается прямо на модельные блоки, выжигая и газифицируя полистирол.
Готовые отливки охлаждаются в формах, затем извлекаются и очищаются от антипригарного покрытия.
Технология литья по газифицируемым моделям позволяет выпускать изделия с гладкими точными формами.
Газы, образуемые при выжигании полистирола. удаляются при помощи вытяжных устройств.
Центробежное литье
Применяется для изготовления полых цилиндрических емкостей.
В основе технологии лежит принцип формирования отливок в поле центробежных сил.
Расплавленный металл из ковша(3) подается через заливочную воронку (2) во вращающийся цилиндр, внутренняя сторона которого (1) является формообразующей поверхностью.
Полученный пустотелый цилиндр после остывания и затвердевания металла извлекается из формы.

Рис. 4. Центробежное литье.
Литье в оболочковые формы
Технология применяется для изготовления особо точных деталей с повышенными требованиями к качеству.
Оболочковые формы изготавливаются из смоляно-песчаной смеси, термореактивных смол, кварцевого или цирконового песка на автоматических линиях.
Литье включает ряд последовательных операций:
• приготовление смеси;
• изготовление моделей в виде тонкостенных оболочек;
• сборка и подготовка форм к заливке;
• плавление металла и заливка в готовые формы;
• остывание и извлечение отливок;
• зачистка и дробеструйная обработка
Оболочковые формы применяются для изготовлени изделий из чугуна, стали, цветных металлов и алюминия.
Технология изготовления литьевых форм
Пресс формы для литья пластмасс изготавливаются на основании разработанного проекта.
1. Из стального литья вырезается заготовка по параметрам будущего изделия.
2. Форма обрабатывается на фрезерных станках, и шлифуется на шлифовальных машинах.
3. Изделия проходят термообработку в специальных печах, хромируются и полируются.
4. Готовые изделия тестируются и испытываются в лабораториях.
5. Составляются линейные карты и подписываются двусторонние акты выполненных работ.
6. Пресс-формы упаковываются и передаются заказику.
По желанию заказчика, специалисты компании «Имстек» выполнят установку и наладку оборудования, обучат технический персонал заказчика.
Определение стоимости изготовления литьевых форм
Стоимость пресс-форм определяется с учетом следующих показателей:
• исходного сырья;
• количество разъемных плоскостей;
• сложности и габаритов изделий;
• гарантированного производителем ресурса;
• количества гнезд в модуле.
Дешевле стоят машины с боковыми или прямыми литниками и холодноканальные системы.
Усадка
При изготовлении литьевых пресс-форм необходимо учитывать возможную технологическую усадку формообразующих деталей в процессе охлаждения.
Усадка может зависеть от следующих факторов:
• вида применяемых для изготовления пресс-форм материалов;
• наличия армирующих волокон;
• типа и размеров литника;
• равномерности распределения температуры;
• конструктивных особенностей форм.
Снизить усадочные явления поможет добавление в сырье армирующих волокон.
Проектирование конструкции литьевой формы
Разработка проекта литьевых форм выполняется на основании технического задания заказчика.
Выполняются необходимые расчеты, создается 3D модель будующего изделия, выполняются рабочие чертежи.
От грамотного проекта и выбранной технологии изготовления зависит качество и долговечность пресс-форм.
Деформация форм
Деформации литьевых форм может произойти при нарушениях технологии литья:
• превышение проектных параметров силы впрыска;
• сильного давления внутри формы;
• различные температуры поверхностных слоев при охлаждении заготовок;
• неправильно подобранной температуре расплава.
Отступление от проектных параметров литья могут привести к деформациям и преждевременному износу форм.
Сдвиг пуансонов
Смещения и перекосы пуансонов относительно матрицы могут произойти из-за увеличенного зазора между деталями, повреждения кромок или неравномерных нагрузок на направляющие колонны.
Сдвиг происходит из-за неправильного крепления пуансона или большого усилия при выталкивании детали из пресс форм.
Извлечение отлитых изделий
Готовые изделия извлекаются из пресс-форм с помощью сжатого воздуха, выталкивающих стержней, вкладышей или плит.
При отсутствии устройств для автоматического извлечения отливок, готовые изделия удаляются вручную.
Обслуживание литьевых форм
Для надежной и долговечной работы пресс-форм требуется регулярный осмотр и техническое обслуживание.
При смене оснастки проводите очистку направляющих штифтов и гнезд от смолы, смазки и прочих загрязнений.
Чтобы избежать коррозии, важно защищать устройство от влажности и смазывать форму антикоррозийными средствами.
Проверяйте на легкость движения подвижные элементы пресс-форм. При необходимости, выполняйте своевременно настройку.
Способы устранения дефектов, возникающих в процессе литья под давлением
В процессе литья под давлением могут проявляться различные дефекты, которые можно устранить, зная причины их образования:
1. Расслоения на поверхности изделий устраняются при повышении температуры расплава и понижении скорости впрыска.
2. Облой может появится при использовании большого объема впрыска или недостаточном смыкании пресс-формы.
3. Пустоты могут образовываться при недостаточном объеме впрыска или длительном и неравномерном охлаждении изделия.
4. Коробление изделий бывает из за низкой текучести материала, недостаточной скорости впрыска или неравномерного охлаждения изделий в форме.
5. Хрупкость и ломкость изделия возникает при малой толщине стенок изделий или низкой температуры форм при заливке.
Для профессионального обслуживания литьевых форм обратитесь в компанию «ИМСТЕК» выполняющую поставку, пусконаладку и техническое сопровождение литьевого оборудования.
Источник



