
Машиностроение и механика



Технология сварочных работ: сварка цветных металлов, сварка труб и трубопроводов, деформация при сварке — Исправление деформированных сварных конструкций
ИСПРАВЛЕНИЕ ДЕФОРМИРОВАННЫХ СВАРНЫХ КОНСТРУКЦИЙ
Исправление деформированных сварных конструкций можно выполнить двумя способами: механическим или термическим.
Механическую правку на предприятиях производят на прессах с гидравлическим, пневматическим, механическим и ручным приводом.
При отсутствии прессов правку можно проводить вручную: с помощью молотков, кувалды, зубила, лома, домкрата и т.п.
Вследствие наклепа (нагартовки) металла в результате правки ударами молотка или кувалды резко снижается пластичность металла. В связи с этим такой способ правки не рекомендуется.
Термическая правка осуществляется с помощью местного нагрева деформированного участка. Нагревать можно газовой горелкой. Температура нагрева для стали 300-670°С.
Особенно усиливается эффект термической правки, если после нагрева детали произвести проковку (простукивание) деревянным или металлическим молотком. Следует помнить, что удары необходимо сначала наносить вокруг нагретого участка, после чего обработать сам участок.
После нагрева и обработки нескольких участков рекомендуется нанести удары в месте вспучивания.
В отдельных случаях, для облегчения появления пластических деформаций, температуру нагрева следует довести до 800-900°С.
Ширина зоны нагрева должна составлять за один проход 0,5-2 толщины испаряемого металла.
Во всех случаях нагрев следует вести с выпуклой стороны и начинать необходимо от центра выпуклости.
Недостаток термической правки заключается в повышенной хрупкости металла изделия, снижении сопротивления усталости.
Из-за этого термическую правку не применяют при изготовлении барабанов, котлов и сосудов, работающих под давлением.
Сварка деталей и узлов в закрепленном состоянии в приспособлениях значительно уменьшает деформации, однако при этом сильно возрастают сварочные напряжения.
После того как сварной* узел освобождают от приспособления, в котором он был закреплен, появляются деформации от усадки швов. Уменьшение деформаций при сварке в закрепленном состоянии объясняется тем, что при нагреве до высоких температур происходит пластическая деформация.
Создание сварной конструкции связано со сложными процессами, происходящими при сварке: разнообразной формой и размерами соединений свариваемых деталей; свариваемыми и сварочными материалами; условиями закрепления деталей при сварке способами сварки и др. В этой связи трудно понять роль сварочных напряжений в причинах повреждений и аварий сварных конструкций. Этот вопрос до конца не изучен.
Вместе с тем следует отметить, что сварочные напряжения в конструкциях из пластичных материалов не снижают эксплуатационной прочности сварных конструкций ни при статической, ни при вибрационной, ни при ударной нагрузках.
Сварочные напряжения могут отрицательно сказаться на прочности сварной конструкции, повысить вероятность ее разрушения, если конструкция выполнена из хрупкого металла или если пластичный материал в результате каких-либо причин переведен в хрупкое состояние.
Правильно выбранные типы соединений, свариваемые и сварочные материалы, а также хорошее качество сварки исключают отрицательное влияние сварочных напряжений на прочность и надежность сварной конструкции.
Деформация и напряжение при сварке сталей, чугуна и цветных металлов
При выборе метода уменьшения деформаций и напряжений, возникающих в процессе сварки, следует учитывать марку свариваемого металла.
При сварке пластин из углеродистой стали зазор необходимо делать значительно меньше, чем при сварке медных пластин.
При сварке медных пластин из-за большого линейного и объемного расширения меди при маленьком зазоре в конце сварки пластины будут накладываться одна на другую. Если же их до начала сварки жестко закрепить, то в этом случае возникнут значительные остаточные напряжения и деформации.
При сварке пластин из легированной стали из-за изменения объема металла при изменении структуры могут возникнуть силы сжатия, если увеличатся
объем или силы растяжения при уменьшении объема. Поэтому при сварке легированных сталей необходимо стремиться к уменьшению объема наплавленного металла и выполнять сварочные работы таким образом, чтобы было меньше закрепленных частей свариваемой конструкции. Свобода частей свариваемой конструкции уменьшит возникновение внутренних напряжений.
При сварке чугуна деформаций не возникает, потому что при образовании значительных внутренних напряжений образуются трещины.
Для уменьшения деформаций и внутренних напряжений при сварке цветных металлов, имеющих значительный коэффициент линейного и объемного расширения, необходимо увеличивать зазор между свариваемыми кромками и уменьшать объем наплавленного металла, а также потребуется жесткое закрепление свариваемых деталей.
Дефекты сварных соединений
В процессе образования сварного соединения в металле шва и околошовной зоны могут возникнуть дефекты, которые в зависимости от причин, их вызывающих, делятся на две группы:
первая — дефекты, связанные с особенностями технологических и тепловых процессов, протекающих непосредственно при нагреве, кристаллизации и остывании сварного соединения;
вторая — дефекты формирования шва, их происхождение связано с нарушением режима сварки, неправильной подготовкой под сварку, неисправностью сварочной аппаратуры и другими причинами общего характера. По способам обнаружения дефекты делятся на внешние и внутренние. К внешним относятся дефекты, расположенные на поверхности сварного соединения и обнаруживаемые невооруженным глазом или с помощью лупы. Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры.
Источник
Способы исправления деформированных сварных конструкций
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Сварочные деформации устраняют механической или термической правкой.
Механическая правка заключается в создании локальных пластических деформаций в элементах конструкции. Для правки применяют прессы, домкраты, правильные вальцы, ручной слесарный или кузнечный инструмент и др.
Термическая правка достигается за счет создания пластических деформаций в зонах сжатия. Нагрев осуществляют газовой горелкой или электрической дугой. Стальные изделия рекомендуется нагревать до 300. .650 9С, в отдельных случаях температуру нагрева доводят до 800.. 900 °С. При правке деформированную поверхность всегда нагревают со стороны выпуклой части (горба). Ширина зоны нагрева за один проход не должна превышать двух толщин исправляемого листа. Термическая правка может быть дополнена механической.
Рассмотрим процесс правки плоской заготовки, имеющей линейную деформацию (рис. 14.7, а). При механической правке заготовку устанавливают на плиту и ударами через гладилку подвергают пластическому деформированию ее сжатый участок до тех пор, пока заготовка не примет требуемую форму. Термическая правка этой заготовки сводится к местному нагреву нескольких участков на противоположной стороне шва.
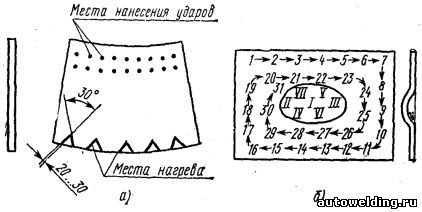
Рис. 14.7. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б):
1. 31 — места нанесения ударов; I. VII — зоны нагрева
Механическая правка плоской заготовки с выпучиной (рис. 14.7,6) заключается в последовательном нанесении ударов молотком, начиная с краев при постепенном перемещении к месту расположения выпучины. Термическую правку этой заготовки осуществляют со стороны выпучины нагревом кольцевых зон 0 30. 60 мм в последовательности, показанной на рисунке.
Компактные и полые изделия (валы, оси, колонны и др.) можно править механической рихтовкой либо местным нагревом (рис. 14.8, а. в).
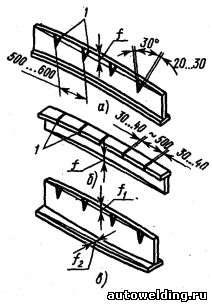
Рис. 14.8. Схемы термической правки балок таврового сечения нагревом верхней части вертикальной стенки (а), нагревом пояса (б) и нагревом вертикальной стенки и пояса (в):
1 — места деформации балок; f, f1, f2 — стрелы прогиба деформированных балок
При термической правке в месте нагрева могут происходить структурные превращения, разупрочняющие металл. В связи с этим ответственные изделия править таким способом не рекомендуется.
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
Источник
Исправление деформированных элементов сварных конструкций




![]()
![]()
Способы исправления деформированных узлов
В том случае, когда величина деформаций выходит за пределы допустимой, необходимо выправлять элементы или изделия механическим, термическим или термомеханичееким способом.
Для механической правки применяют домкраты, винтовые прессы, молоты и другие устройства, создающие ударную или статическую нагрузку, которая прилагается со стороны наибольшего выгиба изделия (рис. 8). Данный способ правки довольно трудоемкий. Неправильное его выполнение может привести к образованию трещин и разрывов в сварных швах, а иногда и в основном металле.
Деформированные изделия из тонколистового металла выправляют прокатыванием их между валками (рис. 9), предварительно установив накладки на сварные швы. В процессе прокатки сварной шов растягивается, в нем возникают пластические деформации снимающие напряжения и вызванные ими коробления. Для выправления деформированных изделий из толстолистовой стали применяют послойную проковку сварных швов.
Термическая правка заключается в нагреве небольших участков металла деформированной конструкции при помощи сварочных горелок. Нагрев ведут до перехода металла на выпуклой стороне деформированного изделия в пластическое состояние. В процессе охлаждения нагретых участков возникают напряжения, выправляющие изделия.
При правке сварной тавровой балки выпуклую ее часть нагревают полосами шириной 20—30 мм, сходящимися под углом примерно 30° (рис. 10, а). Таким же образом для выправления швеллерной балки нагревают обе полки и, кроме того, полосами шириной около 30—40 мм — ее стенку (рис. 10, б). При общем выпучивании рамы, сваренной из швеллеров, полосы нагрева располагают в середине пролетов так, как показано на рис. 10, в.

Рис. 8. Схема исправления сварной тавровой балки путем приложения статической нагрузки
Рис. 9. Схема исправления деформированных изделий из тонколистового металла а — листы после сварки до прокатки, б — схема процесса прокатки, 1 — сварной шов, 2 — накладка, 3 — прокатные валки


Рис. 10. Расположение участков нагрева при термической правке. а — тавровой балки, б — балки швеллерного сечения, в — рамы из швеллеров

Рис. 11. Термомеханическая правка сварного фундамента с применением домкрата (цифрами показана последовательность мест нагрева) 1 — опоры, 2 — места нагрева, 3 — домкрат
Температура нагрева поверхности стальных изделий составляет в °С:
При толщине металла до 6 мм: 300-500 То же, 7-12 мм: 500-650 13-20: 650-800Б свыше 20: 800-850
Чтобы определить время окончания нагрева, пользуются таблицами температур, соответствующих различным цветам при нагреве (табл. 1) и цветам побежалости (табл. 2).
Таблица 2.1. Цвета стали при различных температурах нагрева
| Цвета стали | Температура, °С | Цвета стали | Температура, °С |
| Темно-коричневый Коричнево-красный Темно-красный Темно-вишнево-красный Вишнево-красный Светло-вишнево-красный | o 550—580 o 580—650 o 650—730 o 730—770 o 770—800 o 800—830 | Светло-красный Оранжевый Темно-желтый Светло-желтый Ярко-белый | o 830—900 o 900—1050 o 1050—1150 o 1150—1250 o 1250—1300 |
Таблица 2.2. Цвета побежалости стали при различных температурах нагрева
| Цвет побежалости стали | Температура, «С | Цвет побежалости стали | Температура, «С |
| Светло-желтый Темно-желтый Коричнево-желтый Красно-коричневый Пурпурно-красный | o 220 o 240 255 o 265 o 275 | Фиолетовый Васильково-синий Светло-синий Серый | o 285 o 295 o 315 o 330 |
Более точно температуру нагрева контролируют оптическими или радиационными пирометрами.
Термомеханическая правка сочетает местный нагрев с приложением статической нагрузки, изгибающей деформированный элемент (в нужном направлении. Данный способ применяется для исправления сравнительно жестких узлов (рис. 11).
Все способы правки следует вести в приспособлениях, позволяющих контролировать размеры выпрямляемых элементов и их прогибы.
В большинстве случаев дефекты сварки, а также деформации сварных конструкций можно исправить описанными выше способами. В противном случае изделие бракуют и составляют акт по форме, принятой в данной организации. Сварочные деформации устраняют механической или термической правкой.

Механическая правка заключается в создании локальных пластических деформаций в элементах конструкции. Для правки применяют прессы, домкраты, правильные вальцы, ручной слесарный или кузнечный инструмент и др.
Термическая правка достигается за счет создания пластических деформаций в зонах сжатия. Нагрев осуществляют газовой горелкой или электрической дугой. Стальные изделия рекомендуется нагревать до 300. .650 9С, в отдельных случаях температуру нагрева доводят до 800.. 900 °С. При правке деформированную поверхность всегда нагревают со стороны выпуклой части (горба). Ширина зоны нагрева за один проход не должна превышать двух толщин исправляемого листа. Термическая правка может быть дополнена механической.
Рассмотрим процесс правки плоской заготовки, имеющей линейную деформацию (рис. 14.7, а). При механической правке заготовку устанавливают на плиту и ударами через гладилку подвергают пластическому деформированию ее сжатый участок до тех пор, пока заготовка не примет требуемую форму. Термическая правка этой заготовки сводится к местному нагреву нескольких участков на противоположной стороне шва.

Рис. 14.7. Схемы правки плоской заготовки с серповидным прогибом (а) и выпучиной (б):
1. 31 — места нанесения ударов; I. VII — зоны нагрева
Источник



