
Формовка выводов радиоэлементов




Формовка выводов компонентов – неотъемлемый технологический процесс на каждом монтажном участке. Более 50% выводных компонентов (DIP-компонентов) требуют формовки перед ручным монтажом, и более 80% перед процессом селективной пайки. Причин необходимости данной операции несколько:
- Горизонтальная установка аксиальных компонентов (резисторов, диодов и т.д.). Требуется формовка типа «U».
- Вертикальная установка аксиальных компонентов. Требуется формовка выводов «фонтаном».
- Установка радиальных (конденсаторы, светодиоды и т.д.) компонентов на определенную высоту. Требуется формовка выводов ЗИГ-замком.
- Горизонтальная установка радиальных компонентов. Требуется формовка выводов на 90 градусов.
- Монтаж компонентов на установке селективной пайки. Требуется формовка выводов на 90 градусов а также ЗИГ-замок.

Формовка выводов аксиальных компонентов
Автоматизация процесса формовки выводов аксиальных компонентов является самой простой. Это связано с симметричной геометрией расположения выводов — их проще подать в установку формовки (если компоненты из ленты, то при тяге ленты не происходит деформации выводов). Именно по этой причине на рынке представлено большое количество установок для данного типа радиоэлементов.
Существует два базовых вида формовки аксиальных выводов: формовка типа «U» и формовка типа «f» (фонтан). Также возможно добавления ЗИГ-замк, что позволит прочно установить компоненты в отверстие печатной платы. Операции формовки выводов и формовки ЗИГ-замка можно объеденить в одной установке, илии разделить на две операции. На изображении ниже приведен один из примеров подбора оборудования:
Источник
Формовка и обрубка выводов микросхем
В статье рассказывается об особенностях формовки и обрубки выводов микросхем при их монтаже на печатные платы, даны рекомендации специалистам. Рассмотрены возможности современного оборудования для формовки выводов микросхем на примере предназначенной для этого универсальной установки компании Fancort.
За последние десять лет количество типов корпусов экспоненциально выросло, возросли и требования к точности и качеству формовки выводов проектируемых и собираемых SMD-сборок с различным набором компонентов. Задача усложняется определенным набором требований: коммерческие требования в корне отличаются от требований военной промышленности, одни производители собирают десятки и сотни тысяч устройств, другие — всего несколько. Одни и те же компоненты могут монтироваться как вручную, так и автоматически, а размер партии может значительно варьироваться.
Еще не так давно инструменты для формовки производились под каждую конфигурацию компонента. Все эти дорогостоящие комплекты оснастки подходили для серийного производства, однако совершенно не годились для мелкосерийного выпуска, например, для производства демонстрационных образцов, инженерного проектирования, космических и исследовательских программ (где количество образцов в партии могло быть меньше двух). Растущее число различных конфигураций изгиба и малые партии изделий привели к тому, что этот подход стал очень дорогостоящим и трудоемким.
Решением проблемы стало создание универсальных односторонних штампов. Универсальный штамп выглядит как стандартный формовочный, только с формовкой по одной стороне (см. рис. 1). В отличие от специализированных штампов, которые обрубают и формуют выводы за одну операцию, универсальное устройство имеет одно место для обрубки выводов заданной длины, а другое — для формовки выводов. Более того, сменные вставки позволили использовать различные конфигурации формовки компонентов.

Производители выпускают корпуса с тремя различными расположениями выводов: сверху, сбоку и снизу, как это показано на рисунке 2. Часто из-за этого возникают проблемы при использовании корпусов сразу с несколькими вариантами расположения выводов. Каждый вариант имеет свои особенности проектирования и свой способ формовки выводов. Следует отметить, что корпуса с верхним расположением выводов в большей степени подвержены эффекту остаточных упругих деформаций, чем корпуса с нижним и боковым расположениями, что связано с большей длиной вывода. Хотя этот фактор и не критичен при выборе корпуса, но в сочетании с толщиной выводов и высотой зазора это дает общее представление о занимаемой компонентом площади на плате и позволяет подобрать соответствующие контактные площадки.

Технология монтажа микросхем на печатную плату существенно изменилась в последние годы. В прошлом практически все микросхемы выпускались со штыревыми выводами, которые запаивались в отверстия на печатной плате. Преимуществом этой технологии монтажа является ее простота, т.к. производство таких плат не требует сложного оборудования и специальной подготовки. Недостатком является то, что отверстие занимает на плате много места, и расстояние между соседними выводами микросхемы должно быть существенно больше, чем при использовании технологии поверхностного монтажа (SMT — Surface Mount Technology), когда выводы микросхемы припаиваются к поверхности платы. На рисунке 3 изображены формы выводов, наиболее часто используемые при производстве корпусов.
Для SMT-монтажа используются корпуса с двумя основными типами выводов: «крыло чайки» (gullwing) и J-образные. Оба типа выводов имеют свои преимущества. Корпуса с выводами типа «крыло чайки» позволяют производить ручную пайку и обеспечивают более простой контроль паяных соединений. Применение корпусов с выводами типа «J» уменьшает площадь печатной платы. В настоящее время корпуса с выводами «крыло чайки» наиболее востребованы, т.к. они позволяют применять простое производственное оборудование и обеспечивать переход к сверхплотному монтажу.
Другой разновидностью «крыла чайки» являются выводы с формой «горб верблюда» (сamel hump), которые характеризуются более высокой устойчивостью к тепловому расширению и тепловому удару (см. рис. 4).

Рис. 3. Основные типы формовки выводов
1) «Крыло чайки» — ножки загнуты вниз и наружу;
2) J-образные — ножки загнуты вниз и внутрь под корпус компонента, форма буквы J;
3) L-образные — ножки загнуты вниз и внутрь под корпус компонента, форма буквы L;
4) Плоские выводы — ножки направлены в разные стороны прямо от корпуса;
5) Штыревые, обычно это проникающие выводы, которые обрезаются для поверхностного монтажа

Пожалуй, главной задачей в процессе формовки выводов является разработка спецификации для каждого компонента. Часто у инженера-разработчика есть только чертежи из рекламных брошюр производителя. Обычно размеры в них указаны в широком диапазоне допусков, и использовать эти данные в качестве параметров рабочей спецификации невозможно. На рисунке 5 показаны основные параметры SMD-компонентов, которые необходимо учитывать.
Другими, не менее важными размерами, являются шаг выводов (расстояние от центра одного вывода до центра следующего), радиус плеча и пятки и размеры самого корпуса. На начальном этапе большинство параметров можно предварительно рассчитать самостоятельно с помощью простых математических формул и справочника допусков. На рисунке 6 показан образец расчета конфигурации изгиба.


В данном разделе рассмотрим основные эффекты, которые могут повлиять на правильность формы выводов. Очень важно правильно задать толщину материала, которая представляет собой общую толщину вывода, включая покрытия, лужение и максимальные допуски, потому что в дальнейшем, при подборе оснастки для формовки, это может стать причиной сглаживания, задирания, упругого распрямления и некопланарности выводов.
Поскольку реальное пространство на печатной плате всегда является наиболее важным параметром, инженеры-разработчики, как правило, проектируют компоненты с минимально возможной занимаемой площадью, что, в свою очередь, влияет непосредственно на длину плеча, которым компонент зажимается перед формовкой. Если область для прижима слишком мала, то результатом может стать изменение ширины от края до края, частичное упругое распрямление, скашивание выводов и даже повреждение герметичности.
Оснастка проектируется для формовки под наибольшую толщину используемых выводов с фиксированным отклонением, поэтому специалисту следует крайне внимательно задавать допуск ширины компонента от края до края. Например, если оператор пытается отформовать компонент с выводами меньшего размера, чем предполагает инструмент, то увеличится степень упругих деформаций, и следовательно, значительно увеличится ширина от края до края. Дополнительный эффект вносит и высота ножки: чем ножка длиннее, тем сильнее видно ее распрямление после снятия нагрузки.
Другой проблемой, возникающей при использовании корпусов различных конструкций, является контроль высоты зазора, т.е. высота компонента над платой. Этот параметр критичен при монтаже корпуса на адгезив, а также для циркуляции воздуха, чистки внутреннего пространства или для визуальной инспекции. Известно, например, что производители металлокерамических корпусов не могут точно контролировать их толщину («С» на рисунке 7), она может варьироваться в диапазоне
3,56…4,20 мм (0,140…0,165”). Любые изменения толщины корпуса влияют на высоту зазора («H» на рисунке 7), поэтому перед формовкой каждый корпус необходимо измерить, и только после этого производится ручная или автоматическая настройка инструмента под заданный зазор.

Не менее важным параметром является копланарность — отклонение расположения выводов от плоскости печатной платы. Большинство компонентов сегодня монтируются автоматически — требуемое значение копланарности составляет ±0,05 мм (±0,002”). Данный параметр зависит от конструкции корпуса и формовочного инструмента, т.е. если выводы будут расположены не на одном уровне или длина плеча будет слишком короткой, то компонент не будет копланарным, что может привести к браку при последующем монтаже и пайке.
Если процесс лужения выводов выполняется до формовки, то необходимо учесть дополнительные факторы. Толщина вывода увеличивается, а материал поверхности становится значительно мягче, поэтому следует увеличить зазор оснастки и следить, чтобы инструмент не «вспахал» поверхность в процессе загиба выводов. В то же время требуется очень точно проводить лужение, чтобы толщина соответствовала заданным допускам, иначе можно повредить инструмент. Наиболее простое решение — проводить лужение после процессов формовки и обрубки.
1. Допустимое распрямление вывода составляет
0,31…0,41 мм (0,012…0,016”) для ножки высотой 2,54 мм (0,1”). При формовке более длинной ножки эти значения будут выше.
2. Стандартный допуск ширины от края до края считается 0,13 мм (0,005”).
3. Минимальная длина плеча 0,89 мм (0,035”).
4. Минимальная длина лапки от пятки до основания 0,89 мм (0,035”).
5. Для ИК-пайки оплавлением лапка должна быть ровной или слегка приподнятой.
6. Для термокомпрессионной пайки лапка должна быть слегка опущена.
7. Минимальный радиус изгиба составляет 1,5 размера толщины вывода.
Данные размеры даны в соответствии с международным стандартом JEDEC, российским аналогом которого является ГОСТ 29137-91.
Рассмотрим возможности существующего оборудования для формовки выводов микросхем на примере универсальной установки формовки и обрубки выводов компании Fancort (см. рис. 8). Компания Fancort является лидером в области формовки компонентов для аэрокосмической промышленности и имеет многолетний опыт проектирования инструментов формовки и обрубки для бесчисленного количества применений. Системы для обрубки и формовки по одной стороне за один раз являются наиболее точными и универсальными для большинства компонентов. Однако двух- и четырехсторонние штампы имеют более высокую производительность. На рисунке 9 представлен эскиз оснастки для двусторонней системы формовки выводов формы «крыла чайки», обеспечивающей максимальную гибкость настройки и высокую производительность благодаря автоматическому контролю зазора.


Сменные элементы штампа и вставки позволяют настраивать все критичные параметры обрабатываемых корпусов.
Изменение конфигурации формуемых компонентов осуществляется следующим образом:
1. Настройка длины (D): измеряется по цифровому индикатору.
2. Настройка толщины вывода (С) и/или радиуса (H): замена верхних формовщиков.
3. Настройка длины лапки (X): замена нижних ножей, верхних формовщиков и прижимных планок.
4. Настройка длины плеча (B): замена опорных плит и прижимных планок.
5. Настройка радиуса плеча (G): замена опорных плит.
6. Настройка угла лапки: замена нижних ножей и верхних формовщиков.
Операции формовки и обрубки выводов микросхем являются очень важными в технологическом процессе изготовления электронных компонентов, поскольку они отличаются высокой трудоемкостью и во многом определяют технические характеристики изделий. На качество формовки влияет множество параметров, но современные методы формовки позволяют в минимальные сроки разработать новую конфигурацию компонента, настроить в соответствии с ней установку и отформовать компоненты. Благодаря этому уменьшается время, необходимое для внедрения новых устройств, и значительно повышается эффективность производства.
Источник
—>Лудим, паяем, iPedы починяем —>
Входной контроль и подготовка электрорадиоэлементов к монтажу
Типовой технологический процесс подготовки навесных электрорадиоэлементов включает в себя следующие основные этапы: входной контроль навесных электрорадиоэлементов и интегральных микросхем; рихтовку выводов; формовку и обрезку выводов; лужение выводов; надевание изоляционных трубок.
Входной контроль навесных электрорадиоэлементов и микросхем заключается в проверке их на соответствие требованиям, изложенным в государственных стандартах или технических условиях, а также на наличие паспорта и штампа ОТК Визуально проверяются внешний вид электрорадиоэлемента (целостность корпуса, выводов и др.) и условное обозначение номиналов на соответствие их принципиальной схеме устройства. В некоторых случаях в соответствии с требованием чертежа производится защита маркировки лаком, стойким к спиртобензиновым смесям и другим растворителям.
Рихтовка (выпрямление) выводов вручную осуществляется с помощью прямого пинцета или плоскогубцев. В серийном производстве применяются специальные рихтовочные полуавтоматы.
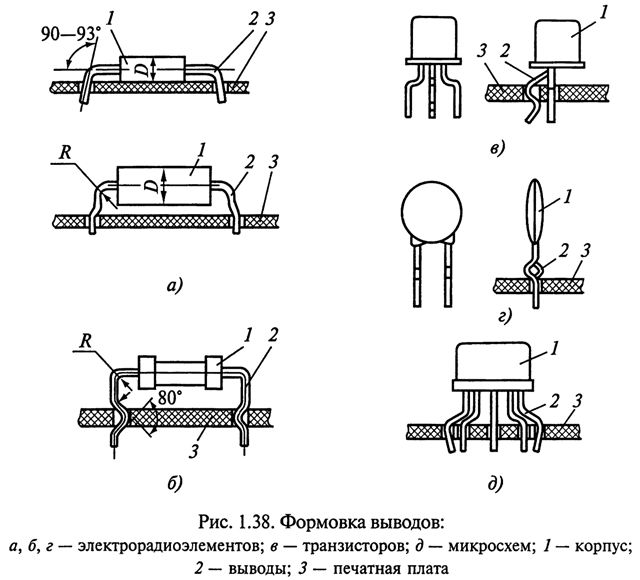
После рихтовки навесные электрорадиоэлементы поступают на формовку и обрезку выводов. Формовка выводов заключается в придании им необходимой формы. Наиболее характерные типы формовок выводов приведены на рис. 1.38, а — д. Обрезка выводов, как правило, совмещается с операцией формовки. Эти две операции выполняются на одном приспособлении.
В основном для формовки и обрезки используются универсальные приспособления, позволяющие формовать несколько типов электрорадиоэлементов (проектирование приспособлений осуществляют в зависимости от геометрии корпуса).
Формовка и обрезка выводов навесных электрорадиоэлементов и интегральных микросхем производятся согласно требованиям ТУ и сборочного чертежа.
При необходимости после формовки и обрезки выводов выполняется их лужение. Все выводы должны быть облужены по всей заданной длине и поверхности согласно операционным эскизам.
После лужения и проверки его качества производится надевание изоляционных трубок на металлические корпуса электрорадиоэлементов. Нарезка изоляционных трубок осуществляется вручную или на автомате для мерной резки полихлорвиниловых трубок.
К подготовительным работам относятся также сборка переходных колодок с контактами и развальцовка последних, мерная резка проводов, зачистка и облуживание их концов, заготовка монтажных перемычек и др. Все эти процессы в настоящее время механизированы и автоматизированы.
Материал для ознакомления взят из учебника «Радиоэлектронная аппаратура и приборы. Монтаж и регулировка». Автор: Ярочкина Г.В.
Источник



