
Формирование колесных пар.




![]()
![]()
Сборку колесных пар производят, когда подготовлены все ее элементы и обточены поверхности до размеров, которые обеспечивают натяг. Сборку колесной пары производят в следующей последовательности: бандаж нагревают до температуры 250÷300˚С и одевают на обод колесного центра до полного прилегания бурта к ободу, при температуре 200˚С в паз заводят бандажное кольцо, зазор в стыке не более 0,5 мм. Бандажное кольцо зажимают механическим инструментом. После остывания бандаж плотно охватывает обод колесного центра и не проворачивается. Проверяют плотность посадки бандажа обстукиванием поверхности катания молотком – звук звонкий и молоток отскакивает – это признак хорошей посадки, глухой, дребезжащий звук и молоток не отскакивает – признак плохой посадки. Если посадка нормальная, то ставят контрольные метки – на наружной грани бандажа на одной линии, на расстоянии 10 мм от кромки бурта ставят 5-6 точек керном, а, напротив, на ободе колесного центра ставят насечку тупым зубилом. Затем в холодном состоянии с усилием 50÷60 тонн на удлиненную ступицу колесного центра напрессовывают зубчатое колесо, или его надевают в горячем состоянии при температуре 250˚С. При этом после остывания зубчатого колеса производят его контрольную распрессовку при усилии пресса 50 тонн сдвига зубчатого колеса не должно быть. На шейку МОП напрессовывают внутреннее кольцо подшипника и устанавливают подшипник с корпусом. Колесный центр вместе с бандажом и зубчатым колесом в холодном состоянии напрессовывают на подступичную часть оси и плавно увеличивают усилие запрессовки со снятием диаграммы изменения давления. В конце запрессовки усилие должно достичь 110÷150 тонн. После сборки производят обточку бандажей по специальному профилю и контролируют абсолютным шаблоном.
Колесную пару принимает приемщик, если она отвечает техническим требованиям и размерам, то на правом торце оси ставят знаки и клейма формирования:
· Дата, месяц и год,
Осмотры и освидетельствования колесных пар.
В эксплуатации колесные пары подвергаются осмотру под электровозом и обыкновенному и полному освидетельствованиям.
— на всех видах ТО и ТР;
— при переподкатке колесной пары, не связанной с неисправностью и ремонтом. Если после предыдущего полного или обыкновенного освидетельствования прошло не более одного года, то произвести обмер бандажей и замерить расстояние 1440 мм. Если более одного года, то произвести обыкновенное освидетельствование;
— при первой подкатке новой колесной пары (после формирования) или после производства полного освидетельствования, если после них прошло не более 2 лет. При этом проверить даты формирования и данного освидетельствования по клеймам на правом и левом торцах оси;
— после крушений, аварий, схода с рельсов при отсутствии повреждений, требующих замены элементов колесной пары;
Осмотр производят: ТО1 — машинист, ТО2 -мастер, ТР — мастер и приемщик МПС.
При осмотре убедится в отсутствии нагрева буксовых шеек, ползунов, вмятин, отколов, выщербин, уширений бандажа, проворота, предельной его толщины и проката, вертикального подреза, остроконечного наката, опасной формы гребня и ослабления бандажного кольца. На колесных центрах убедится в отсутствии трещин в спицах, ступице, ободе, а также в отсутствии признаков ослабления или сдвига ступиц на оси. На открытых частях оси убедится в отсутствии поперечных, косых и продольных трещин, протертых мест, электроожога и др. дефектов.
Обыкновенное освидетельствование производится во всех случаях подкатки колесной пары под электровоз, если после формирования или после последнего полного освидетельствования прошло более двух лет. При этом дополнительно к осмотру производится:
— очистка колесной пары от грязи и смазки или обмывка в моечной машине;
— проверка установленных клеим и знаков;
— проверка размеров элементов колесной пары, проверка магнитным дефектоскопом открытых частей оси и зубьев зубчатых колес;
— проверка ультразвуковым дефектоскопом (УЗД) удлиненных ступиц колесных центров у электровозов
— покраска открытых мест оси;
— ревизия узлов с подшипниками качения в случаях, когда это предусмотрено Инструкцией по содержанию этих узлов; Клейма и знаки данного освидетельствования не ставятся. Освидетельствование производят мастер, приемщик и дефектоскопист с записью в журнал ТУ-21 и в паспорт колесной пары.
Полное освидетельствование производится:
-при ремонтах на заводах или в депо, выполняющих ремонт со сменой
— при неясности клейм и знаков последнего полного освидетельствования;
— при наличии повреждений колесной пары после крушения, аварий столкновения или схода, а также выявленных при осмотре, кроме устраняемых обточкой;
Дополнительно к обыкновенному освидетельствованию производится:
— очистка колесной пары от краски;
— проверка УЗД закрытых частей оси и удлиненных ступиц колесных центров;
— постановка клеим и знаков полного освидетельствования на левом торце оси;
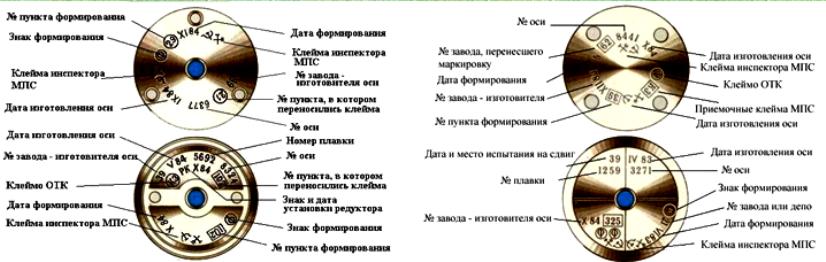
Знаки и клейма.
Ось – на среднюю часть заготовки оси наносят: номер пункта, дата отливки, номер плавки и порядковый номер оси из этой плавки, клеймо приемки заготовки. Перед механической обработкой эти данные со средней части оси переписывают в специальный журнал, а после механической обработки эти данные переносятся на один из торцов оси, который будет считаться правым. Дополнительно указывается № пункта, где обработали ось и клеймо, которое свидетельствует о правильности перенесенных знаков на обработанную ось. 

Колесный центр – на ступицу и дисковую часть наносят знаки: № пункта, дата, № плавки, № центра из этой плавки и клеймо приемки. 
Зубчатое колесо – на заготовке наносят знаки: № пункта, дата, № плавки, № колеса из этой плавки и клеймо приемки. Перед обработкой данные переписывают в журнал. После обработки все данные наносят на вертикальную грань зубчатого венца и дополнительно номер пункта, где обработали зубчатое колесо.
Бандаж– на наружной грани отливается углубление из цифр: № пункта, дата, марка твердости (римская или арабская цифра 1, 2, 3), № плавки, № бандажа из этой плавки и клеймо приемки. Для равномерного износа колесные пары под электровозом должны иметь одинаковую марку бандажей по твердости. 
На колесную пару после формирования и в эксплуатации наносят знаки:
· После формирования на правый торец – буква «Ф» (формирование), № пункта, дата, клеймо приемки.
· При полном освидетельствовании на левый торец оси — № пункта, дата и клеймо приемки.
· При полном освидетельствовании с распрессовкой колесных центров на правый торец – буква «Д» в кружочке (дефектоскопия), № пункта, дата и клеймо приемки. Когда при полном освидетельствовании производят смену бандажей, то ставят знак «СБ» в кружочке, а если перетяжку бандажа, то знак «ПБЛ» или «ПБП» (перетяжка левого или правого бандажа). 
Источник

СОЕДИНЕНИЕ КОЛЕС С ОСЬЮ — ФОРМИРОВАНИЕ КОЛЕСНЫХ ПАР
Безопасность движения поездов во многом зависит от надёжного соединения колеса с осью. Это соединение осуществляется, главным образом, посредством прессовой посадки. При этом способе колёса, посаженные на ось, удерживаются на ней благодаря натягу, образующемуся за счёт несколько большего диаметра подступичной части оси по сравнению с диаметром ступицы колеса. Кроме того, на надёжность соединения колеса с осью влияет точность обработки посадочных поверхностей и процесс запрессовки. Поэтому размеры прессового соединения колеса с осью и технология запрессовки должны строго соответствовать ГОСТ 4835 и другим указанным в нём стандартам, а также требованиям нормативно-технической документации МПС, в которых установлены также нормы контроля прочности посадки и способы устранения неисправностей, возникающих в процессе запрессовки.
Технология формирования колесных пар
Колесные пары формируются в колесном цехе вагоностроительного и вагоноремонтного заводов (ВСЗ и ВРЗ) и вагонных колесных мастерских (ВКМ), оснащенных гидравлическим прессом, станками для обработки осей и колес, мостовым и консольным кранами, стендами для дефектоскопирования осей и др.
Перед запрессовкой производится обработка сопрягаемых поверхностей ступицы колеса и подступичной части оси с соблюдением требований натяга, шероховатости, овальности, волнистости.
Для плавного захода оси в ступицу колеса при запрессовке наружная часть подступичной зоны оси обтачивается на конус с разностью диаметров не более 1 мм и длиной 7 — 15 мм (запрессовочный конус).
Середина оси намечается кернером, относительно которой симметрично устанавливают колеса при запрессовке.
Подобранное по размерам колесо подается краном на карусельный станок, где производится расточка отверстия ступицы. Во избежание задиров в процессе запрессовки и снижения концентрации напряжений в оси внутренние кромки отверстия ступицы выполняют с закруглением радиусом 4 — 5 мм.
Для получения прочного прессового соединения диаметры подступичных частей оси делают на 0,1- 0,25 мм больше диаметра отверстия ступиц (натяг).
Сопрягаемые поверхности отверстий ступиц колес и подступичных частей оси обрабатывают с шероховатостью Rz 320. Процесс запрессовки колес на ось выполняется в такой последовательности: подготовленное колесо и ось подвешивают на балке пресса так, чтобы геометрические оси отверстия ступицы, плунжера пресса и вагонной оси совпадали.
Рациональное усилие запрессовки колес на ось принимается 370- 550 кН на каждые 100 мм диаметра подступичной части оси. Запрессовка производится при нормальной температуре со скоростью не более 2 мм/с.
Схема пресса для формирования колесных пар
Диаграмма запрессовки
Благодаря натягу сопрягаемые поверхности деформируют под действием силы пресса Р,преодолевая силы сопротивления деформации оси Р1 и ступицы колеса Р2 а также силу трения Рт. Причём, сила трения по мере продвижения оси относительно ступицы колеса возрастает по закону, близкому к прямолинейному, а сила для её преодоления — по линии Оа.
Суммарная кривая Od учитывает преодоление сил Р1 и Р2 и представляет собой теоретическую диаграмму зависимости усилия запрессовки от величины продвижения колеса на оси. Рациональное усилие в конце запрессовки должно находиться в пределах 390. 580 кН на каждые 100 мм диаметра подступичной части оси. Недопустимы как меньшие, так и большие величины конечных усилий запрессовки: меньшие не обеспечат необходимой прочности прессового соединения, а большие — вызовут перенапряжения материала оси и ступицы. Форма нормальной запрессовки должна быть плавной нарастающей, несколько выпуклой кривой и почти горизонтальной в конце. На каждую формируемую колёсную пару индикатор вычерчивает две диаграммы для левого и правого колёс.
Форма нормальной диаграммы запрессовки
Диаграмма записывается на специальной ленте с масштабом по длине 1 : 2 ( 1 мм диаграммы по высоте соответствует усилию 25 кН ).
Качество запрессовки устанавливается анализом диаграммы. При этом контролируемыми параметрами диаграммы являются конечное усилие, длина сопряжения и форма кривой.
Конечные усилия Рзк на диаграмме запрессовки определяются положением точки кривой, соответствующей концу процесса запрессовки.
При расположении начала и конца кривой выше или ниже нулевой линии (1, 2), а также при перекосе диаграммы запрессовка не бракуется. Конечное усилие в этих случаях определяется с учетом величины смещения относительно нулевой линии
На бланке диаграммы запрессовки записывают следующие данные: дата запрессовки, тип колесной пары, диаметр подступичной части оси и отверстия ступицы (с точностью до 0,01 мм ), номер оси, натяг, длина ступицы, конечное усилие запрессовки, маркировка цельнокатаного колеса, правое ( со стороны маркировки на торце оси ) или левое.
Бланк диаграммы запрессовки
Диаграмма запрессовки подписывается: мастером или начальником вагоноколесных мастерских (ВКМ), а при отсутствии начальника – старшим мастером или заместителем начальника вагонного депо (ВЧД ) в линейных предприятиях; мастером или инспектором ОТК на заводе, а на заводах промышленности, кроме того, заводским инспектором приемщиком МПС. Годные диаграммы хранятся 20 лет.
В случае получения неудовлетворительной диаграммы по форме, длине сопряжения или несоответствию нормам конечного усилия запрессовки соединение бракуется, и колёсная пара подлежит расформированию. На каждой забракованной диаграмме делается отметка “брак” с указанием причины.
При отсутствии после распрессовки задиров на посадочных поверхностях разрешается повторно насаживать колеса на ту же ось без дополнительной механической обработки. Более двух раз перепрессовывать колесо на один и тот же конец оси не разрешается без дополнительной механической обработки.
После осмотра и проверки колесные пары передают на участок механической обработки поверхностей катания, обточки и накатки шеек, а затем проверяют основные размеры колесной пары.
У сформированных колесных пар проверяют: расстояние между внутренними гранями ободов колес, разницу расстояний от внутренних граней колес до торца оси с обеих сторон колесной пары и диаметры колес по кругу катания.
Обработанные колесные пары передаются на участок окраски, где они покрываются краской черного цвета на олифе, лаком или эмалью. Окраске подлежат: средняя часть оси, колеса, за исключением ободов, места соединения лабиринтных колец с предподступичными частями.
Предподступичные части оси между колесом и лабиринтным кольцом у колесных пар для подшипников качения окрашиваются после монтажа буксовых узлов.
Клеймение колесной пары
На каждой принятой колесной паре в холодном состоянии выбивают знаки маркировки и клеймения. На торце шейки правой стороны колесной пары наносят:
- знак формирования;
- клеймо ОТК;
- условный номер предприятия, сформировавшего колесную пару;
- приемочные клейма МПС;
- дата формирования; клейма,
- относящиеся к изготовлению оси.
При монтаже буксовых узлов на предприятиях, которые не производили формирование колесных пар, знаки и клейма о производстве монтажа выбиваются на торце левой шейки: условный номер предприятия, производившего монтаж буксовых узлов; знак монтажа буксовых узлов; дата монтажа. При постановке редукторно-карданного привода генератора от торца шейки оси колесная пара подлежит полному освидетельствованию с нанесением клейма — букв РК и даты установки. Колёсные пары, подвергшиеся динамической балансировке, имеют клеймо «Б» , выбитое на ободе каждого колеса рядом с маркировкой После опробования ступиц колёс на сдвиг в сторону распрессовки на торце оси с правой стороны колёсной пары выбивают знаки и клейма: две округлённые буквы ФФ, номер завода или ВКМ, дату опробования на сдвиг, приёмочные клейма МПС.
Тепловая посадка колес на ось
Одним из важнейших преимуществ прессового соединения вагонных колёс с осью является наличие контроля качества запрессовки путём анализа индикаторной диаграммы, что обеспечивает надёжность работы колёсной пары и безопасность движения поездов: Однако, при прессовой посадке колёс на оси обычно до 25. 30 % напрессовок имеет несоответствие конечных усилий нормам или отклонение формы индикаторной диаграммы от допустимой. Кроме того, при прессовой посадке иногда возникают механические повреждения сопрягаемых поверхностей, снижающие усталостную прочность и надёжность колёсной пары, а также сдвиги колёс с оси в процессе эксплуатации вагонов.
С целью устранения перечисленных недостатков проводились исследования по применению тепловой посадки, при которой нагретую ступицу колеса, имеющую предварительный натяг, свободно надевают на ось. После остывания колесо прочно соединяется с осью. Преимущества такой посадки по сравнению с прессовой: повышаются усилия распрессовки колёс, по величине которых оценивают надёжность соединения колеса с осью; исключаются механические повреждения сопрягаемых поверхностей в процессе напрессовки, что увеличивает усталостную прочность колёсной пары.
Вместе с тем, такое соединение вагонного колеса с осью обладает существенными недостатками: отсутствие индикаторной диаграммы лишает возможности надёжного контроля прочности посадки; потребность в больших затратах электроэнергии на подогрев колёс перед насадкой на ось и их снятием при переформировании колёсной пары; необходимость в дополнительной площади колёсного цеха, потребной для отстоя колесных пар с целью охлаждения колёсных пар после насадки колёс; усложнение снятия колёс с оси, так как без предварительного подогрева ступицы требуются большие усилия распрессовки и возникают при этом задиры посадочных поверхностей.
Источник



