
- Фиксация и герметизация резьбовых соединений
- Что это за вещества?
- Сферы применения
- Фиксация скользящих и вал-втулочных узлов
- Разновидности
- Состав
- Характеристики
- Лучшие фиксаторы от Chester Molecular и других производителей
- Chester Molecular A-80
- Chester Molecular B-36
- Chester Molecular C-80
- Chester Molecular D-12
- Chester Molecular E-12
- Loctite 222
- Loctite 245
- ОСТ 1 39502-77 Стопорение болтов, винтов, шпилек, штифтов и гаек
- ОСТ 1 39502-77
- 1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
- 2. СТОПОРЕНИЕ ШПЛИНТАМИ
- 3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
- 4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
Фиксация и герметизация резьбовых соединений
Под воздействием вибрации, ударов и других механических воздействий резьбовые соединения различных узлов и механизмов транспортных средств, промышленного оборудования и другой техники ослабляются, что приводит к их непроизвольному откручиванию. Для предотвращения ослабления и разбалтывания задействуют специальные составы, которые сегодня выпускаются несколькими производителями, включая и Chester Molecular.

Что это за вещества?
Фиксаторы резьбы – однокомпонентные клеевые анаэробные смеси, которыми обрабатывают участки сопряжения резьбовых пар перед сборкой. Заполняя все зазоры, они надежно фиксируют детали и пресекают их самопроизвольную раскрутку даже при сильной вибрации и других механических нагрузках.
Принцип действия веществ следующий: в процессе соединения резьбовой пары доступ атмосферного воздуха к нанесенному материалу перекрывается, поэтому он полимеризуется, формируя на обработанной поверхности устойчивое соединение со 100% адгезионным контактом, пресекающим появление коррозии.
Сферы применения
Средства задействуются для фиксации и центрирования любых резьбовых соединений. Их использование – более эффективный вариант, чем применение традиционных механических приспособлений, таких как отгибная шайба, полимерная вставка, контргайка, гровер и т.д. Заполняя полости между ветками резьбы, вещества обеспечивают равномерную нагрузку по всей плоскости компонента. Также фиксаторы пресекают утечку газов и жидкостей, находящихся внутри конструкций.

Материалы широко используются при строительстве транспортных средств и во многих других направлениях промышленности. Их применяют при крепеже тормозных суппортов, в конструкциях КПП и механизмов рулевого управления. Также вещества задействуются в процессе ремонта бытовых приборов, велосипедов, бензопил и другой техники. Кроме этого применение фиксаторов востребовано в узлах и механизмах, где существует вероятность попадания в резьбу воды, пыли или грязи.
Фиксация скользящих и вал-втулочных узлов
Для крепления подшипниковых узлов, шестерней, заглушек, втулок и прочих разновидностей скользящих соединений также используют фиксирующие составы. Соединение осуществляется двумя способами:
- Посадка с зазором – застывшее вещество передает нагрузку и крутящий момент.
- Посадка с натягом – крутящий момент между компонентами перенаправляется за счет адгезии и трения, формируемого остаточным напряжением.
Оба варианта предполагают предварительную очистку поверхности либо задействование специальных составов Chester Molecular, которые не теряют своих свойств под воздействием грязи, влаги и других агрессивных сред.

Разновидности
Chester Molecular выпускает фиксаторы нескольких групп: A, B, C, D, E. Каждый состав относится к одной из трех категорий:
- Низкопрочные клеи – задействуются в соединениях, подверженных частой разборке. Как правило, это резьбы небольшого диаметра, закрученные с невысоким крутящим моментом. К данной категории относятся составы Chester Molecular А-12, А-36, А-80.
- Среднепрочные «разъемные» составы – обеспечивают более сильное соединение, устойчивое к различным нагрузкам. Подобные характеристики есть в фиксаторах Chester Molecular В-12, В-36, В-80 и С-12, С-36, С-80.
- Вещества высокой прочности – задействуются в узлах, не предназначенные для частой разборки. Например, Chester Molecular D-12, D-36, D-80, E-12, E-36, E-80. Материалы не теряют своих свойств на неочищенных поверхностях и выдерживают температуру более +100°С.
Все смеси анаэробные, помещаются в тюбики, банки и другие сосуды. Они не вступают в реакцию с кислородом. После попадания на поверхность, в условиях, когда объем воздуха минимизируется (при закручивании резьбы), вещества застывают, выполняя все свои функции.
Состав
Основа многих жидких фиксаторов — полигликоль метакрилат, а также специальные добавки. В более сложных смесях (категории D и E) может присутствовать акриловая кислота, бисфенол А этоксила диметакрилат, 2-гидроксипропилметакрилат и т.д.

Характеристики
Клеи герметики Chester Molecular обладают следующими свойствами:
- облегчение монтажа за счет высоких смазывающих показателей;
- обеспечение равномерности распределения нагрузки между частями резьбы;
- препятствование самоотвинчиванию;
- обеспечение герметичности соединения, вне зависимости от усилия затяжки;
- защита поверхности от коррозии – демонтаж соединений проходит без повреждений;
- устойчивость к различным жидкостям и топливу.
Время полимеризации у разных материалов неодинаковое и зависит от состава конкретного вещества. Отдельные разновидности не сразу проявляют свои свойства, поэтому скрепленный механизм не рекомендуется сразу использовать на максимальных нагрузках. Иначе необходимо точно знать время полного застывания фиксатора.
Кроме этого, при подборе средства для конкретного узла нужно знать уровень ответственности соединения, условия работы, приблизительное число разборок и сборок механизма, размеры соединяемых компонентов, их месторасположение и степень доступности.
Жидкие герметики удобнее всего наносить через капельницу флакона. При задействовании шпателя или кисти анаэробную смесь переливают в удобный стеклянный или эмалированный сосуд.
Лучшие фиксаторы от Chester Molecular и других производителей
Chester Molecular – мировой лидер по производству веществ для обработки резьбовых соединений любой транспортной и промышленной техники. Кроме этого компания выпускает вспомогательные составы, которые могут использоваться вместе с фиксирующими жидкостями.
Chester Molecular A-80
Смесь предназначена для слабой фиксации и легкого демонтажа посадочных и резьбовых соединений, размером – М36-М80, при зазоре 0,1 – 0.25 мм. Усилие на сдвиг – менее 10 МПа. Вещество также задействуется для герметизации и защиты металлических деталей от коррозии, крепежных болтов от протечек. Основа вещества – пероксиды органические, акриловые и метакриловые эфиры. Вязкость высокая, сила схватывания низкая.

Chester Molecular B-36
Состав подходит для средней фиксации соединений, размером М36-М80 и посадочных узлов при зазоре – 0,04 — 0.15 мм. Усилие на сдвиг – от 9 до 18 МПа. Также смесь задействуется для герметизации, защиты от коррозии и крепления подшипников большого диаметра. Вязкость и сила схватывания – средняя. Основа смеси – акриловые и метакриловые эфиры, а также органические пероксиды.
Chester Molecular C-80
Клей для сильной фиксации резьбовых узлов, размером – М36 — М80, при зазоре 0,10 — 0.25 мм, работающих в условиях сильных нагрузок. Усилие на сдвиг – от 15 до 25 МПа. Материал также подходит для герметизации резьбовых и посадочных узлов, испытывающих сильные воздействия, фиксации двухсторонних винтов и посадки подшипников. Вязкость и сила схватывания – высокие. Вещество содержит органические пероксиды, акриловые и метакриловые эфиры.
Chester Molecular D-12
Анаэробный клей, предназначенный для сильной фиксации соединений (усилие на сдвиг –от 20 до 55 МПа), размером М3 — М12, при зазоре – 0,02-0.04 мм. Также задействуется для герметизации резьбовых и посадочных узлов, работающих под воздействием сильных нагрузок, соединения двухсторонних винтов и посадки подшипников. В основе вещества – акриловые и метакриловые эфиры, а также пероксиды органические. Вязкость – низкая, сила схватывания – высокая. Допускается обработка поверхностей без предварительной очистки.

Chester Molecular E-12
Вещество предназначено для сильной фиксации узлов, размером М3 — М12, при зазоре 0,02 — 0.04 мм. Усилие на сдвиг – от 20 до 40 Мпа. Также смесь обеспечивает герметизацию винтовых, пазовых соединений и закрепление подшипников. Защищает сильнонагруженные соединения от самораскручивания и коррозии. Рабочая температура вещества – до 250°С. Вязкость и сила схватывания – высокие. В составе смеси есть акриловые и метакриловые эфиры, органические пероксиды. Обработка поверхностей возможна без предварительной очистки.
Кроме Chester Molecular, качественные фиксаторы выпускает немецкая компания Henkel под брендом Loctite. В основе всех составов – эфир диметакрилата. Особенность веществ в видимости при ультрафиолетовом освещении, что облегчает проверку наличия материалов на поверхности деталей.
Loctite 222
Фиксатор невысокой прочности, подходит для любых компонентов, сделанных из металла. Материал наиболее эффективен при покрытии алюминиевых и латунных деталей. Состав рекомендуется применять для обработки крепежей с потайной головкой, где возможен срыв резьбы при откручивании. Смесь устойчива к маслам и другим жидкостям. Полная полимеризация достигается в течение недели. Предельная величина резьбы – М36.

Loctite 245
Материал средней прочности, не стекающий с поверхности после обработки. Подходит для любых узлов, требующих простого демонтажа с помощью подручного инструмента. Предельная величина резьбы – М80. Температура рабочей среды – от -55°C до +150°C. Период ручной прочности: сталь – 20 мин., латунь – 12 мин., нержавеющая сталь – 4 часа.
Источник
ОСТ 1 39502-77 Стопорение болтов, винтов, шпилек, штифтов и гаек
СТОПОРЕНИЕ БОЛТОВ, ВИНТОВ ШПИЛЕК,
ОСТ 1 39502-77
Распоряжением Министерства от 25 октября 1977 года № 087-16
срок введения установлен с 1 июля 1978 года
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
2. СТОПОРЕНИЕ ШПЛИНТАМИ
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
Проверен в 1986 г. Подлежит проверке в 1996 г.
(Измененная редакция, Изм. № 1, 2).
Настоящий стандарт устанавливает следующие типы стопорения болтов, винтов, шпилек, и гаек в резьбовых соединениях и штифтов:
— 1- стопорение стопорными шайбами;
— 2 — стопорение шплинтами;
— 3 — стопорение деформацией металла;
— 4 — стопорение проволокой.
В резьбовых соединениях могут применяться и другие типы стопорения, например, стопорение самоконтрящимися гайками, пружинными и зубчатыми шайбами, контргайками.
(Измененная редакция, Изм. № 1, 2).
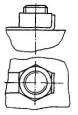
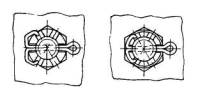
1. СТОПОРЕНИЕ СТОПОРНЫМИ ШАЙБАМИ
1.1. Стопорение по типу 1 должно соответствовать указанному на черт. 1, 2 и 3.
(Измененная редакция, Изм. № 1).
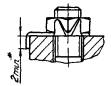


* Размер для справок
(Измененная редакция, Изм. № 1).
Изображение гайки и шайбы, расположенных справа заменяются ® ® ® ®
(Измененная редакция, Изм. № 1).
1.2. Загиб лепестков шайбы на грани шестигранника гайки (болта) производить в положении шайбы развернутой в сторону отвинчивания по ее упора носком в гнезде детали (черт. 4) или лапкой в торец детали (черт. 5).

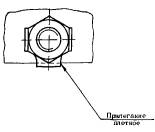
1.3. Загнутая лапка шайбы должна плотно сопрягаться с деталью. Допускается зазор между шайбой и деталью в месте изгиба лапки и лепестка шайбы.
(Измененная редакция, Изм. № 2).
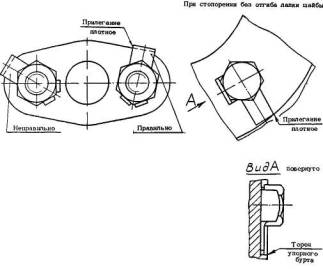
1.4. Установка шайб на фланце и загиб папок шайб или их упор в торец бурта должны исключать возможность разворота шайб в сторону отвинчивания (черт. 6). При стопорении без отгиба лапки шайбы выступание лапки относительно торца упорного бурта не допускается.
1.5. Подгонку совпадения лепестков шайбы с гранями гайки (болта)производить путем подтяжки гайки (болта)на угол не более 30 ° или замены гайки (болта).
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки (болта) превышение максимально допустимого крутящего момента затяжки не допускается.
(Измененная редакция, Изм. № 2).
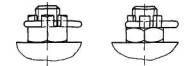
1.6. Лепестки шайб должны быть поджаты к граням гаек.
1.7. Загиб лепестков шайбы может производиться как на одну, так и на две грани гайки (болта). Загиб на грань усиленных лепестков производить той частью отгибаемого лепестка, которая обеспечивает наибольшую площадь контакта с гранью болта (гайки).
1.8. Не допускаются:
— срез или сдвиг материала, трещины и надрывы в месте загиба лепестков шайбы;
— забоины и расплющивание лепестков шайбы при загибе;
— производить загиб лепестков более одного раза;
— выступание лепестков над гайкой (болтом) более чем на 2 мм;
— удары молотком по месту загиба лепестков шайбы;
— оставлять незагнутыми лепестки шайбы.
1.9. Загиб лепестков шайбы должен производиться специальными щипцами согласно технологии на сборку изделия. В труднодоступных местах разрешается производить загиб лепестков шайбы с помощью специальных оправок или выколоток из меди и алюминиевых сплавов.
(Измененная редакция, Изм. № 1).
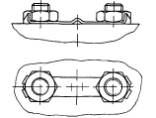
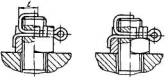
2. СТОПОРЕНИЕ ШПЛИНТАМИ
2.1. Стопорение по типу 2 должно соответствовать указанному на черт. 7, 8 и 9.
d — диаметр болта, винта, шпильки
2.2. Совмещение отверстия под шплинт в болте, винте и шпильке с прорезью в гайке должно производиться путем подтяжки гайки на угол не более 30 °, путем замены гайки или болта, винта, шпильки или подбором толщины шайб.
Подгонка путем отворачивания гайки не допускается.
При подтяжке гайки превышение максимально допустимого крутящего момента затяжки не допускается.
* Применять в труднодоступных местах
(Измененная редакция, Изм. № 2).
2.3. Шплинт должен входить в отверстие свободно или под незначительной безударной нагрузкой.
2.4. Шплинт должен утопать в прорези гайки. Допускается выступание шплинта над прорезью гайки на величину не более 0,4 от номинального диаметра шплинта.
— неплотное прилегание концов шплинта к поверхности гайки в пределах 0,1 ¸ 0,3 мм;
— касание отогнутых концов шплинта резьбы болта, винта, шпильки;
— откусывание шплинтов с последующим снятием заусенцев.
При необходимости на нарушенные в результате откусывания места наносится лакокрасочное покрытие, назначаемое разработчиком изделия.
(Измененная редакция, Изм. № 1).
2.6. Не допускаются:
— смятие головки шплинта;
— надрывы и трещины на концах шплинта;
— расплющивание и перекручивание концов шплинта;
— раскачивание шплинта после установки;
— использование шплинта более одного раза.
2.7. Загиб концов шплинта на грани гайки должен производиться выколоткой из меди или алюминиевых сплавов, заправка концов шплинта в прорези гаек — тупой отверткой.
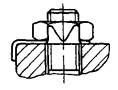
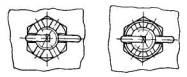
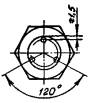
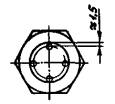
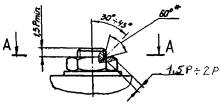
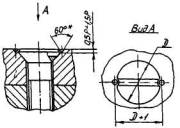
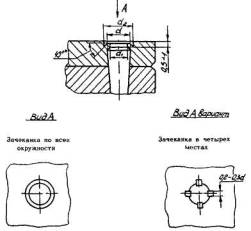
3. СТОПОРЕНИЕ ДЕФОРМАЦИЕЙ МЕТАЛЛА
3.1. Стопорение по типу 3 должно соответствовать указанным:
— на черт. 10, 11 и 12 — для болтов, винтов и шпилек;
— на черт. 13 и в табл. 1 — для установочных винтов;
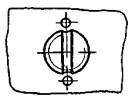
— на черт. 14 и в табл. 2, на черт. 15 и в табл. 3 — для цилиндрических штифтов;
— на черт. 16 — для конических и цилиндрических штифтов.
(Измененная редакция, Изм. № 1).
Кернение с торца
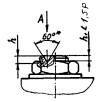
с резьбой М4 ¸ М8
с резьбой свыше М8
(Измененная редакция, Изм. № 1).
Кернение в резьбу
с резьбой М4 ¸ М8
с резьбой свыше М8

(Измененная редакция, Изм. № 1).
* Размеры обеспеч. инстр.
Кернение в шлиц
Кернение установочных винтов
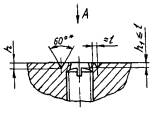
Для неразъемных соединений
с резьбой М6 и менее
с резьбой свыше М8
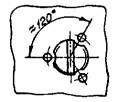
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 2 ).
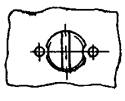
Кернение цилиндрических штифтов
* Размер обеспеч. инстр.
Диаметр штифта d
(Измененная редакция, Изм. № 2).
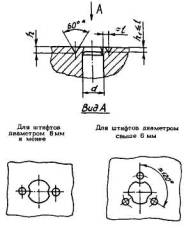
Зачеканка цилиндрических штифтов
* Размер для справок
** Размер обеспеч. инстр.
Диаметр штифта d
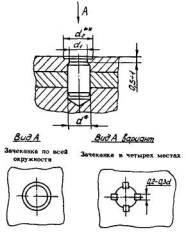
Зачеканка конических и цилиндрических штифтов
* Размер обеспеч. инстр.
(Измененная редакция, Изм. № 1).
3.2. При кернении в резьбу кернер ставить в месте выхода болта, винта, шпильки из гайки.
3.3. Размеры и расположение точек кернения не контролировать.
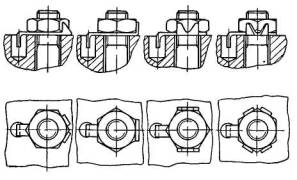
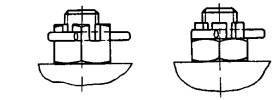
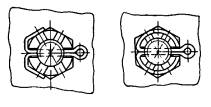
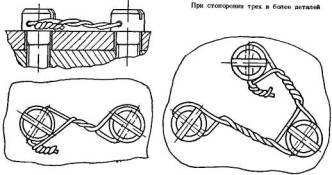
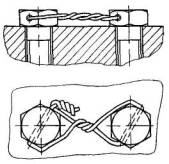
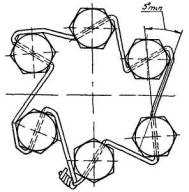
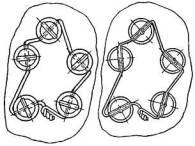
4. СТОПОРЕНИЕ ПРОВОЛОКОЙ
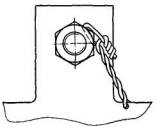
4.1. Стопорение по типу 4 должно соответствовать указанному на черт. 17-22.
(Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1, 2).
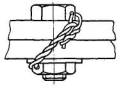
Гайки изображены условно. Данное исполнение может применяться и на шестигранных головках болтов
(Измененная редакция, Изм. № 1).
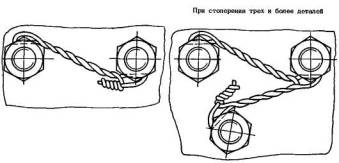
При стопорении трех и более деталей (исполнения 4.1 и 4.4) количество болтов или гаек, стопорящихся одной проволокой, устанавливается конструкторской документацией или технологией изготовления изделия.
(Измененная редакция, Изм. № 2).
4.2. Проволока должна располагаться таким образом, чтобы при приложении к ней произвольно ориентированной нагрузки происходила затяжка резьбового соединения.
4.3. Проволока должна быть перевита без зазоров между витками. Под витком понимается один полный оборот одного конца проволоки относительно другого. Количество витков должно быть не менее трех на длине 10 мм для проволоки диаметром до 0,8 мм включительно и не менее двух на длине 10 мм для проволоки диаметром более 0,8 мм. По согласованию с заказчиком допускается уменьшать количество витков в перевивке до 1,5 .
(Измененная редакция, Изм. № 2).
4.4. В труднодоступных местах при малых расстояниях между стопорящимися деталями допускается проволоку не перевивать.
Примечание . Труднодоступные места устанавливаются по эталонным образцам изделий, согласованным с заказчиком.
(Измененная редакция, Изм. № 1).
4.5. Концы проволоки должны быть перевиты (3-4 витка) и поджаты.
4.6. При выполнении стопорения надрывы и перекручивание проволоки не допускаются.
4.7. Проволока должна быть туго натянута, прогибы, и слабина не допускаются.
Пример записи в конструкторской документации стопорения исполнения 2,1:
Источник



