
§ 2.6. ПУТИ ЭКОНОМИИ МАТЕРИАЛОВ
1) создание композиционных материалов с новыми свойствами — жаропрочных, нзносо-, коррозионно- и химически стойких;
2) обеспечение высокопроизводительной, безотказной технологии (прессование) .
Металлургический процесс — спекание обычно объединяется с процессом формообразования. При холодном прессовании прочность деталей 45. 50 % прочности исходного материала. При прессовании при высокой температуре и мелкозернистой структуре прочность достигает 100 % и выше.
Пористость благоприятна для трущихся поверхностей. Металлокерамику применяли еще в древнем Египте, когда не могли достигнуть температуры плавления железа.
Синтегран — перспективный материал, относящийся в разряду полимерных бетонов и состоящий из щебня (нескольких размеров частиц) и порошка высокопрочных гранитов и синтетического эпоксидного связующего не более 10 %. Основные свойства: сохранение высокой точности, высокое демпфирование, технологичность (изготовляется виброуплотнением в форме) прочность на изгиб 25. 35, модуль упругости 2,5. 4 МПа. (Авторские свидетельства № 1240772 и № 1315426).
§ 2.6. ПУТИ ЭКОНОМИИ МАТЕРИАЛОВ
Рассмотрим основные пути экономии материалов.
1. Выбор оптимальной схемы машины или узла. Например, при применении волновых редукторов вместо многоступенчатых зубчатых масса узла уменьшается в несколько раз.
2. Уточнение расчетов и снижение коэффициентов безопасности. При этом снижение размеров детали вызывает также уменьшение материалоемкости сопряженных деталей.
3. Выбор оптимальных типов деталей и конструктивных исполнений. Например, в результате перехода от клепаных конструкций Ji сварным достигается экономия металла в среднем 15. 20 %. Масса балки равного сопротивления, работающей на изгиб, по условиям прочности до 30. 40 % меньше массы балки постоянного сечения.
4. Выбор оптимальных параметров деталей и агрегатов (расчетных скоростей, основных конструктивных соотношений и т. д.). Как известно, размеры машин и агрегатов определяются передаваемыми моментами, а не мощностями. Поэтому, повышая частоту вращения какого-либо агрегата при сохранении той же мощности, можно достигнуть резкого уменьшения его массы.
5. Выбор оптимальных материалов и термической обработки, применение поверхностных упрочнений, биметаллических и неметаллических деталей.
Источник
Основные направления экономии материалов




![]()
Доля стоимости материалов составляет от 40…70% всех затрат на изготовление готовых изделий. А для изделий, производство которых широко механизировано и автоматизировано (шарикоподшипники, болты, электрокабели), эта доля доходит до 80 %. Поэтому экономия материалов — один из важнейших резервов снижения себестоимости готовой продукции. Еще более важен тот факт, что запасы сырья для производства материалов (различные руды для металлов и сплавов, нефть и газ для полимерных материалов и др.) являются ограниченными. Отсюда ясно, что экономия и повышение эффективности использования материалов являются насущной задачей.
Огромное количество материалов теряется в процессе производства готовых изделий. В нашей стране вследствие устаревших методов разливки стали из каждой ее тонны получалось примерно 750 кг готового проката, а далее в машиностроении из каждой тонны проката около 250 кг уходило в отходы. Потери материала при производстве изделий характеризует коэффициент использования материала, представляющий собой отношение массы готового изделия к массе заготовки. Для профильного проката он составляет 0,7; прутков — 0.35; горячей штамповки — 0,45 и свободной ковки — 0,3. Более высокий коэффициент использования материала характерен для литейного производства: для литья в песчаные формы оно составляет 0,7; литья в кокиль — 0,75; в оболочковые формы — 0,8; литья по выплавляемым моделям — 0,9 и литья под давлением — 0,95. Очень высок коэффициент использования при изготовлении изделий из металлических порошков. Благодаря хорошей технологичности пластмасс для них коэффициент использования материала выше, чем для металлов и сплавов: при прессовании он равен 0,9; при литье и выдавливании — 0,95. Из приведенных данных ясно, что основной путь экономии материала в процессе производства изделий — использование современных малоотходных и безотходных технологий: непрерывной разливки стати, малоотходных методов штамповки, специальных способов литья, методов порошковой металлургии.Другое направление экономии материалов — максимальное использование, вторичных ресурсов. Это не только экономическая, но и экологическая задача, так как скопление отходов наносит огромный вред окружающей среде.
Однако следует иметь в виду, что переработка отходов не всегда является технически выполнимой или экономически рентабельной. Использование металлолома в производстве металлов и сплавов не вызывает технических трудностей и экономически выгодно. Производство стали из металлолома обходится в несколько раз дешевле, чем из чугуна. Кроме того, каждая тонна металлолома экономит 1,5 тонны железной руды. Производство цветных металлов из вторичного сырья также высокоэффективно. На производство тонны алюминия из металлолома затрачивается приблизительно в 20 раз меньше электроэнергии и в 7 раз меньше топлива. Используются отходы и других цветных металлов. Большая часть металлолома — это промышленные отходы и пришедшие в негодность машины и оборудование. С экологической точки зрения важно также осуществлять переработку металлосодержащих шлаков, находящихся в отвалах и терриконах.
Значительно хуже обстоит дело с повторной переработкой пластмасс. Экологическая проблема заключается в том, что полимерные отходы разлагаются очень медленно или совсем не разлагаются. Некоторые виды пластмасс (термореактивные) вообще не поддаются вторичной обработке. Если же их сжигать, то это вызовет значительное загрязнение атмосферы. Из пластмасс, вторичное использование которых возможно, каждый вид требует своего способа переработки. Поэтому необходимо сортировать отходы по типу пластмасс. Это практически неосуществимо: на глаз распознать тип пластмассы очень трудно, а точный анализ был бы очень дорог. Возможно использование измельченных отходов пластмасс, независимо от их вида, в качестве наполнителя при производстве строительных материалов и дорожных покрытий. Сказанное не относится к тем случаям, когда тип пластмасс известен (например, отходы пластмасс, получаемые непосредственно при производстве изделий). В этом случае осуществляется их переработка.

Из неметаллических материалов, вторичная переработка которых не вызывает серьезные трудности, отметим стекло. Кроме того, стеклянная посуда может собираться и использоваться повторно. Резиновое вторсырье перерабатывается и добавляется в резину при ее производстве.
Огромные потери металлических материалов вызывает коррозия, которая приводит к долгосрочному выходу из строя изделий и сооружений. Ежегодно от коррозии теряется количество металла, равное 10 % от выплавляемого. Поэтому важнейшее направление экономии металлических материалов — правильная защита их от коррозии. Радикальный метод-— применение коррозионностойких (нержавеющих) сталей. Однако следует иметь в виду, что они в 4…8 раз дороже обыкновенных углеродистых сталей. Поэтому в каждом случае надо применять соответствующий метод защиты от коррозии (см. раздел 5.2.).
Значительные потери материалов вызывает износ. При этом происходит выход из строя элементов машин, работающих в условиях трения, что вызывает дополнительные материальные потери, связанные с ремонтом техники .Борьба с износом – один из путей экономии материалов. Она заключается в использовании износостойких и антифрикционных материалов как металлических, так и неметаллических; правильном применении смазочных материалов; повышении износостойкости термической, химико-термической обработкой и поверхностным деформированием (см. раздел 4.З); наплавке на поверхность изделия износостойкого слоя; нанесении износостойких покрытий.
Значительную экономию материалов может принести снижение материалоемкости изделий. Удельная материалоемкость многих видов отечественных машин и оборудования на 15…25 % выше, чем у лучших мировых образцов. По этой причине допускается большой перерасход материала. К способам снижения материалоемкости следует отнести рациональное конструирование и расчет изделий с использованием компьютера; правильный выбор материала; использование технологий производства изделия, снижающей материалоемкость (например, в свое время, переход от клепки к сварке сэкономил 20 % стали в каждом изделии).
Важный путь снижения материалоемкости — увеличение единичной мощности машин и оборудования. Дело в том, что для более крупного оборудования материалоемкость (на единицу вырабатываемого продукта) значительно ниже. Так, например, у паровой турбины мощностью 200МВт материалоемкость составляет 2,8 кг/кВт, а у турбины мощностью 800МВт…1,63 кг/кВт.
Однако радикального снижения материалоемкости можно добиться за счет использования достижений научно-технического прогресса, т. е. при внедрении принципиально новых технических решений. Приведем несколько примеров из недавнего прошлого, где новый принцип работы дал значительный эффект. Планетарная передача вместо цилиндрической зубчатой передачи экономит до 80 % материала. Сушилка с кипящим слоем экономит до 80 % материала. Дисковые тормоза вместо колодочных в автомобилестроении экономят до 50 % материала.
Источник
5. Основные пути экономии материалов
Экономия сырья, материалов и топлива — важный фактор повышения эффективности предприятия, увеличения масштабов производства при данных финансовых затратах на единицу материальных ресурсов.
Основные направления экономии материальных ресурсов на предприятии (на примере машиностроительного предприятия):
снижение массы машин и изделий;
уменьшение производственных потерь и отходов;
правильный (технологический) выбор и подготовка сырья и материалов к производственному потреблению;
внедрение новой техники и передовых прогрессивных технологических процессов;
повышение культуры производства и ликвидация брака;
повышение уровня использования высокоэффективного оборудования и интенсификация производственных процессов;
улучшение организации производства и развитие специализации;
утилизация отходов производства и комплексное использование сырья;
замена дорогостоящих и получаемых по экспорту материалов менее дорогостоящими и отечественного производства, широкое применение пластмасс и полимеров взамен цветных металлов и т. п.;
повторное использование материалов и изделий;
обеспечение соответствующих условий хранения и транспортирования сырья, материалов, топлива, изделий;
снижение сверхнормативных запасов сырья и материалов, предотвращение образования неликвидов.
Важнейшим показателем экономии материальных ресурсов является снижение материалоемкости продукции, которое характеризуется долей материальных затрат в себестоимости единицы продукции.
Как правило, в результате повышения уровня конструкторских разработок предприятия осваивают выпуск более совершенных изделий, которые имеют малые габариты и массу при одновременном сохранении или улучшении технических характеристик.
Значительным резервом экономии материальных ресурсов является качество поставляемых сырья, материалов, полуфабрикатов и др. Оно должно удовлетворять предъявляемым к ним требованиям, указанным в договоре поставок. Применяемые на практике методы по обеспечению качества принимаемых товаров могут быть классифицированы. 1. Методы приемки партий поставок: а) сплошной контроль; б) выборочные методы контроля:
приемочный выборочный контроль партий поставок по количественным признакам;
непрерывный выборочный контроль по качественным признакам;
приемочный выборочный контроль по качественным признакам с пропуском партий;
приемочный выборочный контроль по качественным признакам;
ревизионный выборочный контроль.
2. Методы приемочного контроля:
апробация установленной поставщиком системы методов и операций по обеспечению качества;
апробация применяемой поставщиком методики контроля качества закупаемых товаров;
учет и определение улучшения показателей качества товаров данного поставщика;
сравнительная оценка качества товаров различных поставщиков.
Контроль качества поставляемых товаров и сроков выполнения заказов осуществляется службой складского хозяйства предприятия-получателя.
6. Управление сбытом
Сбыт продукции является звеном в цепи производство — распределение — потребление. В результате сбыта предприятие извлекает предпринимательскую прибыль. Основные функции сбыта можно объединить в три группы:
контроля и регулирования.
Основное содержание функции планирования следующее:
разработка перспективных и оперативных планов продаж;
анализ и оценка конъюнктуры рынка;
формирование ассортиментного плана производства по заказам покупателей;
выбор каналов распределения и товародвижения;
планирование рекламных кампаний и разработка мер по стимулированию сбыта;
составление смет-затрат и их оптимизация. Функции организации сбыта:
организация складского и тарного хозяйства для готовой продукции;
организация продаж и доставка продукции потребителям;
организация пред- и послепродажного обслуживания потребителей;
организация каналов товародвижения и распределительных сетей;
организация проведения рекламных кампаний и мероприятий по стимулированию сбыта;
организация подготовки торгового персонала и управление деятельностью торговых представительств;
организация взаимодействия всех подразделений предприятия для достижения целей сбыта.
Функции сбытового контроля и регулирования:
оценка результатов сбытовой деятельности;
контроль за выполнением планов сбыта;
оперативное регулирование сбытовой деятельности предприятия с учетом влияния внешних и внутренних неблагоприятных факторов;
оценка и стимулирование деятельности сбытового аппарата;
стратегический, бухгалтерский и оперативный учет сбытовой деятельности.
Все сбытовые функции предприятия трудно перечислить. Кроме того, необходимо учитывать особенности их реализации каждым товаропроизводителем, что во многом определяется номенклатурой и масштабами производства; количеством и географией потребителей; численностью и интенсивностью каналов распределения; характером и формой организации каналов товародвижения; имиджом товаропроизводителя и его торговой сети и т. д.
Организационная структура отдела сбыта предприятия зависит от объемов сбытовой деятельности, вида, характера отгружаемой продукции и других особенностей. Наиболее распространена функциональная форма структурного построения отделов сбыта. Если предприятие производит широкий ассортимент продукции, то отдел сбыта дополняется группами по контролю за выполнением договоров поставок отдельных ее видов.
При небольшом объеме сбытовой деятельности вместо отдела сбыта на предприятии может функционировать финансово-сбытовой отдел. Такие отделы широко применяются на предприятиях по ремонту автомобильного транспорта, строительных машин, железнодорожного подвижного состава и др.
На небольших предприятиях, где объемы деятельности по материально-техническому снабжению и сбыту невелики, применяются, как правило, единые снабженческо-сбытовые отделы (рис. 27). Такая структура отдела имеет место на предприятиях поискового направления с индивидуальным типом производства — экспериментальных заводах, опытных производствах и др. 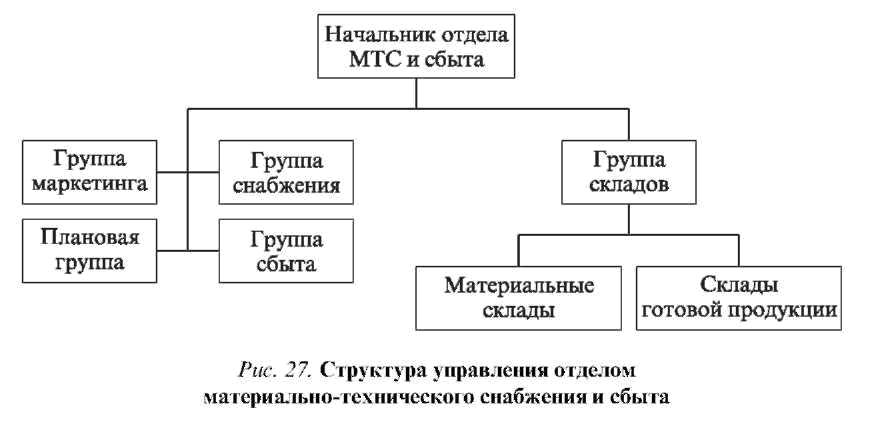
Эта работа по содержанию делится на две части: оперативное планирование и непосредственно оперативная работа.
Содержание первой части сводится к уточнению и детализации ранее разработанных планов поставок, разработке календарных заданий по поставкам, планированию отгрузки, согласованию с получателем конкретных сроков отгрузки продукции и на этой основе составлению календарных графиков поставки.
Непосредственно оперативная работа по содержанию шире, чем первая часть оперативно-сбытовой работы, и охватывает контроль за ходом поступления продукции из производства, ее приемку, подготовку к отправке и отправку потребителям. Сюда входит также уточнение некоторых условий отпуска или отгрузки продукции (самовывоз или централизованная доставка по системе франко-склад потребителя), постоянная связь с потребителями, контроль за ходом поставок, представление своевременной отчетности о ходе выполнения договоров поставок.
Учет готовой продукции и отчетность по поставкам охватывают все стадии движения готовой продукции: выход ее из производства, нахождение на складе готовой продукции и отправка потребителю.
Источник



