
- Коррозия металлов
- Что такое коррозия и её разновидности
- Химическая коррозия
- Электрохимическая коррозия
- Трибохимическая коррозия
- Методы борьбы с коррозией
- Механические поверхностные покрытия
- Химические поверхностные покрытия
- Легирование и металлизация
- Изменение состава окружающей среды
- Кто нам мешает, тот нам поможет
- Борьба с коррозией
Коррозия металлов
Коррозия – разрушение поверхности сталей и сплавов под воздействием различных физико-химических факторов – наносит огромный ущерб деталям и металлоконструкциям. Ежегодно этот невидимый враг «съедает» около 13 млн. т металла. Для сравнения – металлургическая промышленность стран Евросоюза в прошлом, 2014 году произвела всего на 0,5 млн. тонн больше. И это только – прямые потери. А длительная эксплуатация стальных изделий без их эффективной защиты от коррозии вообще невозможна.
Что такое коррозия и её разновидности
Основной причиной интенсивного окисления поверхности металлов (что и является основной причиной коррозии) являются:
- Повышенная влажность окружающей среды.
- Наличие блуждающих токов.
- Неблагоприятный состав атмосферы.
Соответственно этому различают химическую, трибохимическую и электрохимическую природу коррозии. Именно они в совокупности своего влияния и разрушают основную массу металла.

Химическая коррозия
Такой вид коррозии обусловлен активным окислением поверхности металла во влажной среде. Безусловным лидером тут является сталь (исключая нержавеющую). Железо, являясь основным компонентом стали, при взаимодействии с кислородом образует три вида окислов: FeO, Fe2O3 и Fe3O4. Основная неприятность заключается в том, что определённому диапазону внешних температур соответствует свой окисел, поэтому практическая защита стали от коррозии наблюдается только при температурах выше 10000С, когда толстая плёнка высокотемпературного оксида FeO сама начинает предохранять металл от последующего образования ржавчины. Это процесс называется воронением, и активно применяется в технике для защиты поверхности стальных изделий. Но это – частный случай, и таким способом активно защищать металл от коррозии в большинстве случаев невозможно.
Химическая коррозия активизируется при повышенных температурах. Склонность металлов к химическому окислению определяется значением их кислородного потенциала – способности к участию в окислительно-восстановительных реакциях. Сталь – ещё не самый худший вариант: интенсивнее её окисляются, в частности, свинец, кобальт, никель.
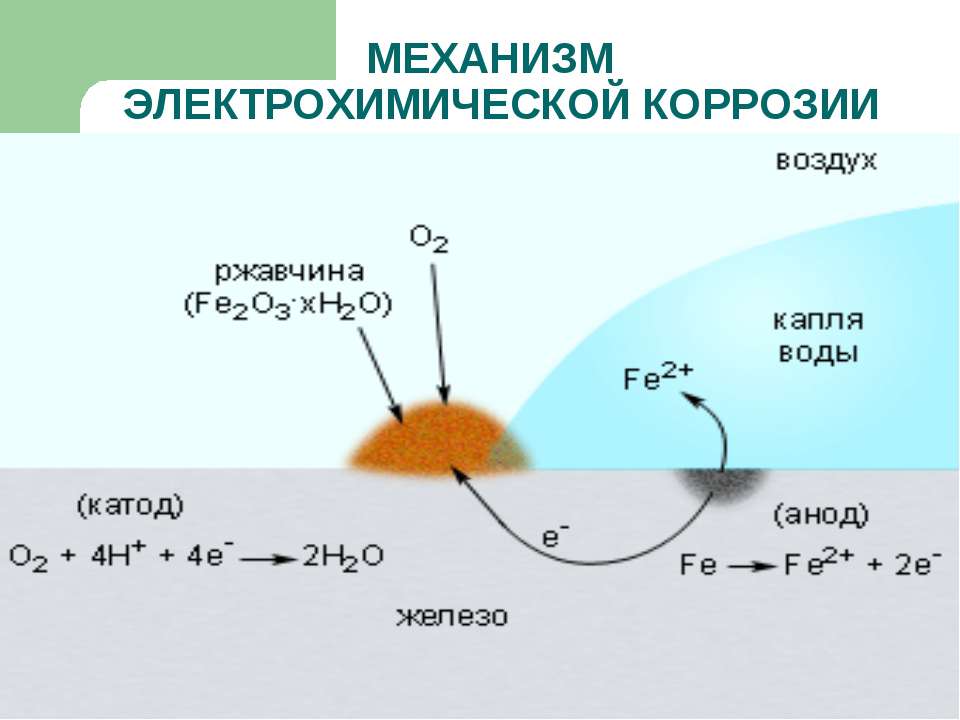
Электрохимическая коррозия
Эта разновидность коррозии более коварна: разрушение металла в данном случае происходит при совокупном влиянии воды и почвы на стальную поверхность (например, подземных трубопроводов). Влажный грунт, являясь слабощёлочной средой, способствует образованию и перемещению в почве блуждающих электрических токов. Они являются следствием ионизации частиц металла в кислородсодержащей среде, и инициирует перенос катионов металла с поверхности вовне. Борьба с такой коррозией усложняется труднодоступностью диагностирования состояния грунта в месте прокладки стальной коммуникации.
Электрохимическая коррозия возникает при окислении контактных устройств линий электропередач при увеличении зазоров между элементами электрической цепи. Помимо их разрушения, в данном случае резко увеличивается энергопотребление устройств.
Трибохимическая коррозия
Данному виду подвержены металлообрабатывающие инструменты, которые работают в режимах повышенных температур и давлений. Антикоррозионное покрытие резцов, пуансонов, фильер и пр. невозможно, поскольку от детали требуется высокая поверхностная твёрдость. Между тем, при скоростном резании, холодном прессовании и других энергоёмких процессах обработки металлов начинают происходить механохимические реакции, интенсивность которых возрастает с увеличением температуры на контактной поверхности «инструмент-заготовка». Образующаяся при этом окись железа Fe2O3 отличается повышенной твёрдостью, и поэтому начинает интенсивно разрушать поверхность инструмента.

Методы борьбы с коррозией
Выбор подходящего способа защиты поверхности от образования ржавчины определяется условиями, в которых работает данная деталь или конструкция. Наиболее эффективны следующие методы:
- Нанесение поверхностных атмосферостойких покрытий;
- Поверхностная металлизация;
- Легирование металла элементами, обладающими большей стойкостью к участию в окислительно-восстановительных реакциях;
- Изменение химического состава окружающей среды.
Механические поверхностные покрытия
Поверхностная защита металла может быть выполнена его окрашиванием либо нанесением поверхностных плёнок, по своему составу нейтральных к воздействию кислорода. В быту, а также при обработке сравнительно больших площадей (главным образом, подземных трубопроводов) применяется окраска. Среди наиболее стойких красок – эмали и краски, содержащие алюминий. В первом случае эффект достигается перекрытием доступа кислороду к стальной поверхности, а во втором – нанесением алюминия на поверхность, который, являясь химически инертным металлом, предохраняет сталь от коррозионного разрушения.
Положительными особенностями данного способа защиты являются лёгкость его реализации и сравнительно небольшие финансовые затраты, поскольку процесс достаточно просто механизируется. Вместе с тем долговечность такого способа защиты невелика, поскольку, не обладая большой степенью сродства с основным металлом, такие покрытия через некоторое время начинают механически разрушаться.

Химические поверхностные покрытия
Коррозионная защита в данном случае происходит вследствие образования на поверхности обрабатываемого металла химической плёнки, состоящей из компонентов, стойких к воздействию кислорода, давлений, температур и влажности. Например, углеродистые стали обрабатывают фосфатированием. Процесс может выполняться как в холодном, так и в горячем состоянии, и заключается в формировании на поверхности металла слоя из фосфатных солей марганца и цинка. Аналогом фосфатированию выступает оксалатирование – процесс обработки металла солями щавелевой кислоты. Применением именно таких технологий повышают стойкость металлов от трибохимической коррозии.
Недостатком данных методов является трудоёмкость и сложность их применения, требующая наличия специального оборудования. Кроме того, конечная поверхность изменяет свой цвет, что не всегда приемлемо по эстетическим соображениям.
Легирование и металлизация
В отличие от предыдущих способов, здесь конечным результатом является образование слоя металла, химически инертного к воздействию кислорода. К числу таких металлов относятся те, которые на линии кислородной активности находятся возможно дальше от водорода. По мере возрастания эффективности этот ряд выглядит так: хром→медь→цинк→серебро→алюминий→платина. Различие в технологиях получения таких антикоррозионных слоёв состоит в способе их нанесения. При металлизации на поверхность направляется ионизированный дуговой поток мелкодисперсного напыляемого металла, а легирование реализуется в процессе выплавки металла, как следствие протекания металлургических реакций между основным металлом и вводимыми легирующими добавками.

Изменение состава окружающей среды
В некоторых случаях существенного снижения коррозии удаётся добиться изменением состава атмосферы, в которой работает защищаемая металлоконструкция. Это может быть вакуумирование (для сравнительно небольших объектов), или работа в среде инертных газов (аргон, неон, ксенон). Данный метод весьма эффективен, однако требует дополнительного оборудования — защитных камер, костюмов для обслуживающего персонала и т.д. Используется он главным образом, в научно-исследовательских лабораториях и опытных производствах, где специально поддерживается необходимый микроклимат.
Кто нам мешает, тот нам поможет
В завершение укажем и на довольно необычный способ коррозионной защиты: с помощью самих окислов железа, точнее, одного из них — закиси-окиси Fe3O4. Данное вещество образуется при температурах 250…5000С и по своим механическим свойствам представляет собой высоковязкую технологическую смазку. Присутствуя на поверхности заготовки, Fe3O4 перекрывает доступ кислороду воздуха при полугорячей деформации металлов и сплавов, и тем самым блокирует процесс зарождения трибохимической коррозии. Это явление используется при скоростной высадке труднодеформируемых металлов и сплавов. Эффективность данного способа обусловлена тем, что при каждом технологическом цикле контактные поверхности обновляются, а потому стабильность процесса регулируется автоматически.
Источник
Борьба с коррозией
Коррозия — процесс разрушения металла при его физико-химическом или химическом взаимодействии с окружающей средой. Делится на три вида: — химическая (без возникновения электрического тока); — электрохимическая (сопровождаемая током коррозии); — механохимическая (коррозионно-механическое изнашивание, добавляются трение, циклические изгибающие нагрузки, вибрация и т.п).
Для автомобиля в основном характерна электрохимическая коррозия. Она особенно интенсивна при относительной влажности воздуха более 60% и в загрязненной городской атмосфере. Коррозию вызывают:
— погодные условия (дождь, снегопад, изменения температуры);
— загрязнение кислотами и щелочами, содержащимися в воздухе, или солью, посыпаемой зимой на дороги;
— появление в металле после штамповки и сварки участков с измененной структурой;
— неоднородность поверхности, а также микровключения шлаков и мелкие дефекты (раковинки).
По характеру распространения коррозия бывает сплошной и местной:
— сплошная появляется на всем кузове, начиная с нижней поверхности днища, изнутри крыльев, и во внутренних полостях дверей и силовых элементов (порогов, поперечин, усилителей). Внутри салона она обычно возникает под ковриками пола;
— местная бывает в местах соединения металлических листов сваркой и завальцовкой (кромки капота и крышки багажника, периметр дверей). Она опаснее сплошной, так как протекает быстрее, ведет к сквозным повреждениям деталей и как следствие к потере прочности и жесткости кузова.
Оцинкованные детали кузова, хотя и медленнее, тоже ржавеют, особенно в промышленных городах. В скрытых полостях коррозия незаметна и поэтому наиболее опасна. При движении автомобиля на неровностях в сварных швах кузова элементов возникают микроперемещения, снижающие плотность прилегания деталей и разрушающие нанесенную ранее защитную пленку. Когда ржавчина появляется на наружных поверхностях, процесс уже необратим.
Днище автомобиля корродирует при старении заводского пластизолевого покрытия, его отслаивании и при попадании влаги в образовавшиеся полости. Кроме того, защитный слой повреждают песок, мелкие камешки и гравий,летящие из-под колес; он сдирается при случайных контактах с твердыми предметами — например, обледенелыми снежными наростами в нерасчищенных дворах, выступающими корнями и упавшими ветками на лесных дорогах, в колеях или при парковке на бордюрах тротуаров.
Наружное лакокрасочное покрытие кузова страдает от воздействия соли, кислотных осадков, грязи и пыли, ультрафиолетового излучения, перепадов температуры (суточной и при мойке). Краска выцветает, окисляется, покрывается царапинами и трещинами. В результате автомобиль начинает ржаветь не только в скрытых полостях, но и снаружи.
Когда производить обработку
На автозаводах кузова грунтуют и красят, на днище, как правило, наносят мастику (пластизольное покрытие), а в скрытые полости — защитные составы. Некоторые кузовные детали оцинковывают. Иногда изготовители гарантируют время до появления сквозных повреждений кузова. Тем не менее периодически необходимо делать дополнительную антикоррозионную обработку. Все зависит от автомобиля:
— новые иномарки после покупки редко нуждаются в дополнительной антикоррозионной защите. В процессе эксплуатации выявляются отдельные слабые места — о целесообразности их обработки можно проконсультироваться и в автосалоне, и в антикор-центре;
— новые отечественные автомобили лучше обрабатывать полностью и немедленно. Заводские противошумные пластизоли, покрывающие днище и колесные арки, не проникают в сварные швы, не содержат ингибиторов (замедлителей) коррозии и лишь предохраняют металл от механических воздействий. Кроме того, состав наносят до окраски, предварительно прикрыв многочисленные резьбовые отверстия и шпильки технологическими наклейками. При сборке автомобиля их снимают, попутно оголяя участки днища. При транспортировке окрашенных кузовов и установке их на конвейер также возможны местные повреждения покрытия. Если скрытые полости кузова обработаны на заводе, к руководству по эксплуатации, как правило, прикладывают паспорт со схемой защиты и условиями гарантии на нее. В этом случае полезно обратиться в антикор-центр и проверить полноту нанесения и состояниепокрытия;
— подержанные автомобили. Рекомендуется периодически (через год-два) проводить полную антикоррозионную обработку. Впрочем, некоторые антикор-центры сохраняют свою гарантию при смене собственника автомобиля. Поэтому, если предыдущий владелец передал соответствующие документы, можно ориентироваться на их рекомендации.
Периодичность и объем обработки зависят от условий эксплуатации автомобиля, полноты предыдущей антикоррозионной защиты, примененных препаратов и условий гарантии фирмы, выполнившей работу. В любом случае рекомендуется один раз в год, лучше в конце лета, посетить антикор-центр для профилактического осмотра и устранения мелких повреждений защитных покрытий. Кроме того, весной полезно тщательно вымыть автомобиль, чтобы полностью удалить остатки антигололедных составов. Иначе летом при повышенной температуре и периодическом смачивании (дождь, роса) процесс коррозии активизируется. Одновременно можно заметить и устранить появившиеся дефекты антикоррозионной защиты. При замене или ремонте кузовных деталей после аварии также необходимо восстановить антикоррозионную защиту.
Условно различают три поколения составов.
Первое: консервационные, изготовленные на основе загущенных масел с добавками ингибиторов коррозии. На вертикальных поверхностях (двери, пороги) эти материалы держатся недолго. Они стекают вниз, оставляя пленку, нестойкую к механическим воздействиям и проницаемую для паров воды.
Второе: пленкообразующие ингибированные нефтяные составы (ПИНС), хорошо сцепляющиеся с защищаемым металлом. Воскообразная пленка механически изолирует его от воздействия атмосферы, а ингибиторы блокируют коррозию. Иногда содержатся модификаторы ржавчины, они восстанавливают металл, превращая продукты коррозии в дополнительную защитную пленку толщиной около 100 мкм, схожую с грунтом. Зачастую в основу составов введен алюминиевый наполнитель (в названия добавляют слово «бронза» или gold), он увеличивает абразивостойкость и затрудняет проникновение агрессивных ионов (например, хлора). В последнее время появились препаратыс цинковым наполнителем, его частички, повышая абразивостойкость покрытия, способствуют замедлению электрохимической коррозии.
Третье: материалы, вместо летучих нефтяных растворителей содержащие воду или высокоочищенные масла. Такие составы не отравляют атмосферу. Крупные производители антикоров выпускают полную гамму составов, отличающихся степенью защиты. Все современные препараты совместимы с заводскими покрытиями, а антикоры одной марки — между собой. Но не рекомендуется без крайней необходимости менять марку состава. Определить, чем был защищен автомобиль, не всегда могут даже специалисты антикор-центров. Поэтому с днища часто приходится удалять старое дополнительное покрытие. А из скрытых полостей убрать его практически невозможно. Иногда узнать, чем обработан автомобиль, можно по наклейке на заднем стекле.
Материалы для защиты скрытых полостей (ML-препараты) должны:
— хорошо проникать в микрозазоры и трещины;
— быть однородными и желательно тиксотропными (способность удерживаться на вертикальных поверхностях и быстро схватываться);
— вытеснять воду и электролиты с поверхности металла;
— эффективно пропитывать продукты коррозии (ржавчину);
— образовывать эластичную пленку;
— не оказывать вредного воздействия на лакокрасочное покрытие;
— иметь надежную адгезию (сцепление с металлом).
Материалы для защиты днища и колесных арок (UB-препараты) должны:
— иметь высокую адгезию защитной пленки к металлу и заводским покрытиям;
— иметь механическую прочность и абразивную стойкость к ударам песка и гравия, не трескаться и не отслаиваться;
— быть эластичными и выдерживать эксплуатационные температуры и механические деформации кузова;
— хорошо изолировать металл от агрессивных электролитов.
Материалы для антигравийной защиты должны защищать заводское лакокрасочное покрытие от интенсивного абразивного воздействия песка и гравия. Это еще одна ступень обработки. Антигравии часто содержат полимерные составляющие для повышения стойкости.
Материалы для защиты лакокрасочного покрытия проникают в поры краски и дополнительно защищают ее. Они должны быть водоотталкивающими, стойкими к ультрафиолетовому излучению и содержать ингибиторы коррозии.
Основные этапы полной антикоррозионной обработки:
— мойка автомобиля снизу горячей (60–80°С) водой под давлением до 60 атм со снятыми подкрылками;
Однако современные антикоррозионные материалы вытесняют воду, поэтому их можно наносить на влажную поверхность;
— осмотр и дефектовка (некоторые антикоррозионные препараты светятся синим цветом при ультрафиолетовом облучении);
Существует два способа доступа в «лабиринты» для обработки: со сверлением дополнительных отверстий и без него. Как правило, применяется первый способ. Второй — гораздо реже, ибо практически у всех автомобилей есть недоступные объемы, для обработки которых нужна специальная оснастка; — после нанесения препараты постепенно (около суток) схватываются. В этот период лучше воздержаться от эксплуатации автомобиля. При вынужденных поездках по снегу, воде, грунтовым и гравийным дорогам надо двигаться осторожно. Кроме того, на машине с катализатором можно ехать не ранее чем через три часа после обработки. Машину нельзя мыть в течение недели.
Как правило, антикор-центр выбирают по рекомендациям знакомых или на основе собственного опыта. Последний способ наиболее верный, ибо качество работ подтверждено временем. Кроме того, хорошая компания имеет косвенные отличительные признаки:
— положительная репутация, опыт работы и статус официального представителя (прямые поставки антикоррозионных составов);
— возможность ознакомления с перечнем выполняемых работ и технологическими картами (схемами) обработки автомобилей;
— сертификаты об обучении специалистов и аттестации компании;
— полный комплект оборудования для всех видов обработки (основные виды насадок для распыления препаратов);
— чистка и мойка автомобиля сразу после обработки или, если это предусмотрено технологией, через определенный промежуток времени;
— компетентные ответы персонала на вопросы о назначении применяемых материалов и их отличиях, о сути обработки и т.д.;
— гарантия на сохранность кузова и его профилактическое обслуживание, условия которой подробно изложены в соответствующем документе.
Самостоятельная антикоррозионная обработка
Скажем сразу, лучше этого не делать: самостоятельная обработка менее эффективна, чем сделанная в антикор-центре, где применяются специальное оборудование и отлаженная технология. Но если вы все же решились делать обработку сами, то полезно учесть, что:
— не рекомендуется сокращать объем подготовительных и основных работ, пропуская отдельные этапы;
— целесообразно максимально воспроизвести условия и режимы обработки, принятые в антикорцентрах;
— польза от «народных» средств (отработки, пушечного сала, битума, сланцевых мастик) мала — они не содержат ингибиторов, создают парниковый эффект и могут отслоить заводское пластизольное покрытие;
— современные препараты, продающиеся в аэрозольной упаковке, предназначены только для мелкого ремонта соответствующего антикоррозионного покрытия. У них низкая концентрация защитного материала — не более 30%. Остальной объем занимают растворитель и пропеллент;
— целесообразно применять составы, идентичные используемым в антикор-центрах, но расфасованные в малообъемную тару (так называемые евробаллоны емкостью 1 литр).
При покупке препаратов в магазине нужно обращать внимание на сопроводительную информацию. Она должна содержать:
— сведения об изготовителе (название фирмы, адрес, контактные телефоны и т.п.);
— характеристики препарата: наименование, назначение, цвет, консистенция, тип растворителя;
— номер стандарта или ТУ, дату изготовления, срок хранения, номер партии;
— технологические особенности применения: тип обрабатываемых поверхностей и их подготовку, воздействие на лакокрасочные покрытия, способ нанесения и удаления, температурные интервалы обработки, режимы сушки, толщину сухой и/или мокрой пленки, количество слоев, время высыхания и выдержки перед эксплуатацией, расход;
— меры предосторожности при хранении и применении, неотложные меры в экстренных ситуациях.
Источник



