
- Способ зажигания сварочной дуги
- Презентация по МДК на тему «Способы зажигания дуги»
- Охрана труда
- Библиотечно-библиографические и информационные знания в педагогическом процессе
- Охрана труда
- Оставьте свой комментарий
- Безлимитный доступ к занятиям с онлайн-репетиторами
- Подарочные сертификаты
- Техника ручной дуговой сварки покрытыми электродами
- Способы зажигания сварочной дуги
- Длина сварочной дуги
- Движение электрода при ручной дуговой сварке
- Техника ручной дуговой сварки в различных пространственных положениях
- Сварка в нижнем положении
- Сварка в вертикальном и горизонтальном положении
- Сварка в потолочном положении
- Окончание сварки. Заварка кратера
Способ зажигания сварочной дуги
После подбора сварочного тока наибольшее влияние на качество сварного шва оказывает зажигание дуги и начало сварки.
Существует два способа зажигания сварочной дуги.
Первый способ – способ тычка, или короткого замыкания (рис. 6.11, а). После короткого соприкосновения торца электрода с изделием необходимо произвести отрыв его на высоту, равную диаметру электрода или чуть больше. Такой способ зажигания дуги легко применять электродами с качественно изготовленными торцами. Недостаток способа тычка заключается в возможности прилипания электрода к изделию. Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве электрода из положения II в положение III на длину бо?льшую, чем диаметр электрода, с последующим чрезмерным укорачиванием длины дуги; так как дуговой разряд еще не стабилизировался, происходит залипание электрода с изделием. Избежать залипания можно путем плавного укорачивания дугового разряда до необходимой длины дуги после ее стабилизации. Отрывать прилипший электрод следует резким поворачиванием его вправо и влево.
Второй способ – способ чирка, когда электродом вскользь чиркают, как спичкой, по поверхности металла. Чиркать надо в направлении сварки, чтобы не оставлять лишних следов. При поступательном движении электрода, как показано на рис. 6.11, б, после соприкосновения торца электрода с изделием и после появления искрения надо приподнять электрод для возникновения сварочной дуги. После стабильного горения перейти на необходимую длину дуги (h = диаметр электрода). Данный способ исключает прилипание электрода к изделию. Если электрод все же прилип, скорее всего, его покрытие повреждено. В этом случае надо сжечь выступающий из-под покрытия край электрода.
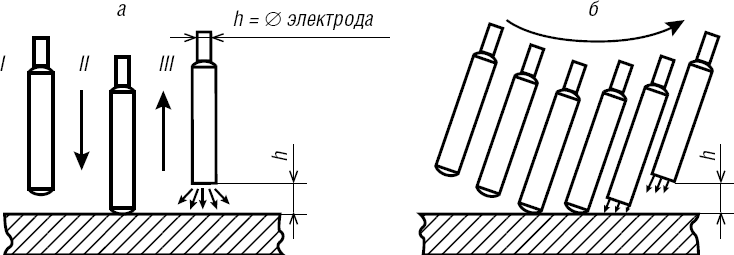
Зажигание дуги:
а – способом тычка; б – способом чирка
В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к изделию при зажигании сварочной дуги необходимо прекратить начало сварки и выбрать (вырубить) место зажигания подручными средствами (зубилом, болгаркой и др.). После этого нужно обжечь электрод на технологической пластине, быстро и аккуратно удалить незастывший шлак с торца электрода путем легкого постукивания электродом обо что-либо твердое (дерево, наждачный круг, металлическую планку, изолированную от изделия, или прочий подручный материал) и после этого возобновить зажигание сварочной дуги. Не рекомендуется переплавлять нечеткое зажигание сварочной дуги, так как это может привести к дефектам в месте зажигания (стартовые поры, зашлаковка, непровар).
Зажигание сварочной дуги на изделии для продления сварного шва производится впереди кратера (рис. 6.12). Путь от положения 1 до положения 5 следует выполнять быстро, чтобы не получить валик в этом месте. Времени от начала зажигания дуги и до начала сварки обычно достаточно для того, чтобы сориентироваться, где начать наложение первой чешуйки металла шва. Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь соединить край жидкой ванны с последней чешуйкой закристаллизовавшегося шва, предварительно обив кратер от застывшего шлака.
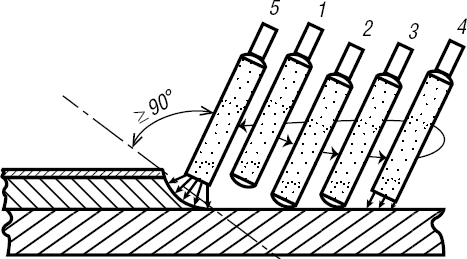
Зажигание сварочной дуги для продления сварного шва
Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками в местах смены электродов. Начало сварки на самой вершине кратера приводит к бугристости сварного шва. Такие углубления и бугры создают трудности при сварке последующего слоя и способствуют появлению дефектов. Кроме этого, необходимо выполнить ряд дополнительных условий.
Должны отсутствовать или быть незначительными перепады в местах стыковки.
При наведении жидкой ванны необходимо проследить за тем, чтобы ее граница совпадала с последней чешуйкой предыдущего валика.
Наклон электрода в начале сварки должен быть равным или больше 90° к поверхности кратера, что не позволяет жидкому шлаку стекать вниз кратера. Скорость продвижения электрода от позиции 1 должна быть чуть быстрее, чем скорость сварки. В позиции 2 необходимо произвести задержку для проплавления места перехода кратера с основным металлом и после этого начать наложение сварного валика с определенной скоростью.
Все вышеперечисленное позволяет производить сварку (наплавку) с минимальными перепадами и повышает производительность труда.
Источник
Презентация по МДК на тему «Способы зажигания дуги»


Описание презентации по отдельным слайдам:
МДК 02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами Преподаватель Романенко А.И. Техника наплавки швов и технология ручной дуговой сварки. Тема
Способы зажигания дуги Тема урока:
Изучаемые вопросы: 1. Возникновение и разновидности способов зажигания дуги покрытыми электродами. 3. Влияние длины дуги на производительность сварки и качество сварного шва. 2. Принципы выбора длины дуги.
Повторение пройденного материала 1. Что называется сварочной дугой? Сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, и характеризуемый высокой плотностью тока и высокой температурой. 2. Из каких зон состоит сварочная дуга? Катодная область Столб дуги Анодная область
3. Чему равна температура в областях дуги? 7000ºС 3000ºС 4000ºС
Возникновение сварочной дуги
Зажигание сварочной дуги Существуют два способа зажигания сварочной дуги. Первый способ – «впритык», «тычка», «касанием» , или короткого замыкания. После короткого соприкосновения торца электрода с изделием, необходимо произвести отрыв его на высоту равную или чуть больше диаметра электрода
Это происходит при длительном коротком замыкании (КЗ) (положение II) либо при отрыве электрода с положения II в положение III на длину большую, чем диаметр электрода, с последующим чрезмерным укорачиванием длины дуги и, так как дуговой разряд еще не стабилизировался, происходит залипание электрода с изделием. Избежать залипания можно путем плавного укорачивания дугового разряда до необходимой длины дуги после ее стабилизации. Такой способ зажигания дуги легко применять электродами с качественно изготовленными торцами. Недостаток способа «тычка» заключается в возможности прилипания электрода к изделию.
Второй способ – способ «спичкой», «чирканьем», «чирка». При поступательном движении электрода, после соприкосновения торца электрода с изделием и после появления искрения, поднять электрод на высоту до возникновения сварочной дуги. После стабильного горения перейти на необходимую длину дуги (h = ø электрода).
В случае появления стартовых пор (видимых невооруженным глазом) или прилипания электрода к изделию при зажигании сварочной дуги, необходимо: — прекратить начало сварки и выбрать (вырубить) место зажигания подручными средствами (зубилом, зачистной машиной и др.). — обжечь электрод на технологической пластине
— возобновить зажигание сварочной дуги, — быстро и аккуратно удалить незастывший шлак с торца электрода путем легкого постукивания электродом обо что-либо твердое (дерево, наждачный круг, металлическую планку, изолированную от изделия, или прочий подручный материал) Не рекомендуется переплавлять нечеткое зажигание сварочной дуги, т.к. это может привести к дефектам в месте зажигания (стартовые поры, зашлаковка, непровар).
Зажигание сварочной дуги на изделии Зажигание сварочной дуги на изделии производится в зоне сварочного шва впереди кратера. Путь от положения 1 до положения 5 следует выполнять быстро, чтобы не получить валик в этом месте.
Начало сварки следует выполнять на застывшем кратере в верхней ее части, стараясь соединить край жидкой ванны с последней чешуйкой закристаллизовавшегося шва , предварительно обив кратер от застывшего шлака.
Начало сварки внизу кратера приводит к большим и глубоким перепадам между чешуйками в местах смены электродов
Начало сварки на самой вершине кратера приводит к бугристости сварочного шва.
выбор длины дуги Длина дуги – расстояние между торцом электрода и основным (свариваемым) металлом
Длина дуги оказывает значительное влияние на ширину, форму и качество сварного шва. Незначительно – на глубину проплава. Нормальная длина дуги с достаточной глубиной проплавления и шириной валика. Хорошая защита сварочной ванны
Повышенная длина дуги. В этом случае значительно возрастает ширина валика, уменьшается глубина проплавления, ухудшается защита сварочной ванны, увеличивается разбрызгивание электродного металла.
Короткая длина дуги. Увеличивается глубина проплавления, значительно уменьшается ширина валика. Защита сварочной ванны хорошая.
Нормальную (среднюю) дугу рекомендуется применять при наплавке, сварке в нижнем положении, короткую дугу – при сварке горизонтальных, вертикальных, потолочных швов угловых и стыковых соединений и в других ситуациях, когда требуется проплавление. Длинную дугу применять не рекомендуется.

Курс повышения квалификации
Охрана труда
- Сейчас обучается 97 человек из 44 регионов
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- Сейчас обучается 336 человек из 66 регионов
Курс профессиональной переподготовки
Охрана труда
- Сейчас обучается 172 человека из 48 регионов
Ищем педагогов в команду «Инфоурок»

Номер материала: ДБ-1506829
Международная дистанционная олимпиада Осень 2021
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


Минпросвещения разрабатывает образовательный минимум для подготовки педагогов
Время чтения: 2 минуты
Рособрнадзор откажется от ОС Windows при проведении ЕГЭ до конца 2024 года
Время чтения: 1 минута
Минпросвещения будет стремиться к унификации школьных учебников в России
Время чтения: 1 минута
В Минпросвещения предложили организовать телемосты для школьников России и Узбекистана
Время чтения: 1 минута
Российские школьники завоевали пять медалей на олимпиаде по физике
Время чтения: 1 минута
Российский совет олимпиад школьников намерен усилить требования к олимпиадам
Время чтения: 2 минуты
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Источник
Техника ручной дуговой сварки покрытыми электродами
Способы зажигания сварочной дуги
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
Важно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
В зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во время сварки электрод движется в трех направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье – поперечные колебания электрода, производится для заполнения разделки по ширине шва. От техники этих движений зависит формирование шва, отсутствие дефектов, несплавлений и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны
 Траектория движения электродом
Траектория движения электродом
Техника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
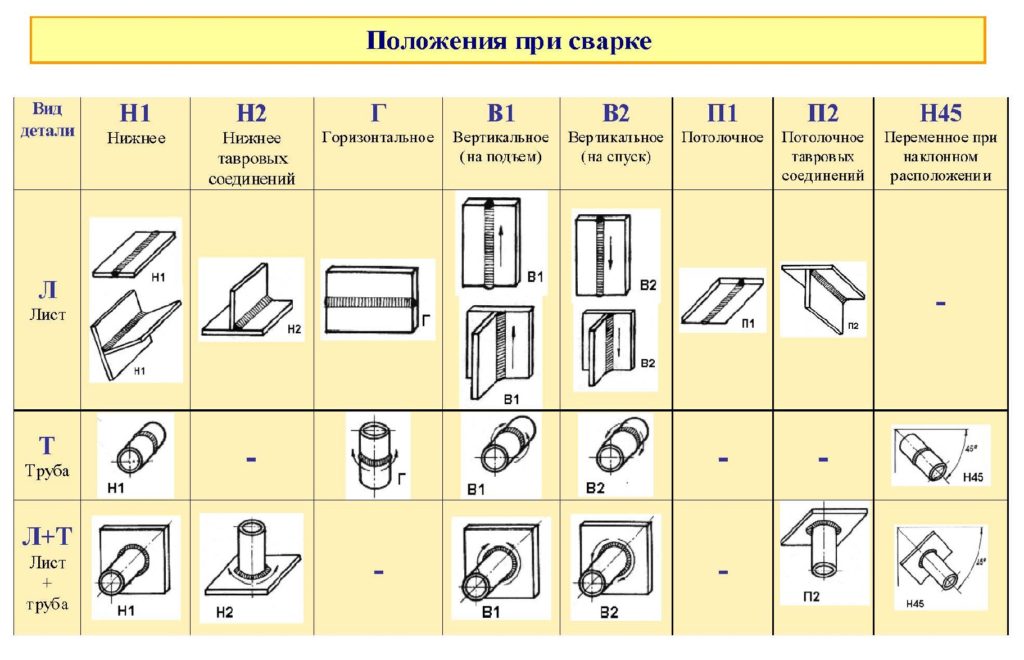 Положения при сварке
Положения при сварке
Сварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник



