
- Затяжка ГБЦ ЗМЗ 406 — 3 этапа
- Параметры затяжки ГБЦ
- Порядок затяжки болтов ГБЦ ЗМЗ 406
- Схема затяжки болтов ГБЦ ЗМЗ 406
- Момент затяжки ГБЦ змз 406
- Момент затяжки ГБЦ на двигателе ЗМЗ 406 и необходимые инструменты
- Особенности двигателя ЗМЗ 406
- Дефектация плоскости ГБЦ
- Инструмент для крепления головки цилиндров
- Порядок проведения работ и момент затяжки ГБЦ ЗМЗ 406
- Протяжка ГБЦ 406
- Полезные советы
- Момент затяжки гбц змз 406 динамометрическим ключом
- axel-roman › Блог › Моменты затяжки. ЗМЗ-406.
- Последующие операции по сборке двигателя
- Моменты затяжки резьбовых соединений газель
- Рис. 1.66. Установка поршневых колец на поршень
- Когда необходимо делать затяжку
- Разборка
- Процесс и порядок
- Необходимые инструменты
- Поэтапная инструкция
- Необходимые инструменты
- Последствия неправильной установки ГБЦ
- Ремонт двигателя УМЗ 4216
- Особенности детали
- Условия затяжки болтов
- Смотрите также
- Общие правила выполнения работ, используемые методы
- Особенности выполнения работ на примере некоторых авто
- ВАЗ-2112 16 клапанов
- ВАЗ-2107
- «Самара», 10-е семейство, Приора
- «Волга»
Затяжка ГБЦ ЗМЗ 406 — 3 этапа

Затяжка ГБЦ на двигателе ЗМЗ 406 производится в три приема. Но приёмов может быть больше. Чем плавнее головка притягивается к блоку двигателя. Тем более равномерно сдавливается прокладка головки блока. Усилие при затяжке распределяется от центра головки к краям. Поэтому прокладка как бы отжимается от своей середины к краям. Это способствует более плотному прилеганию прокладки.
Параметры затяжки ГБЦ
Для затяжки ГБЦ важно знать три основных параметра
- Порядок затяжки болтов. То есть очередность их затягивания. Благодаря этому происходит выравнивание прокладки ГБЦ по всей плоскости головки
- Момент затяжки. Это усилие, с которым болт должен затянут. Этот параметр позволяет не только предотвратить обрыв болтов. Момент затяжки позволяет распределить одинаковое усилие между всеми болтами.
- Этапы затяжки. Помогают плавно распределить усилие затяжки на прокладку ГБЦ.
Порядок затяжки болтов ГБЦ ЗМЗ 406
Порядок затяжки болтов представлен в виде схемы где пронумерована очерёдность. С которой производится затяжка болтов.
Схема затяжки болтов ГБЦ ЗМЗ 406

Момент затяжки ГБЦ змз 406
- Первый этап заключается в том чтобы завернуть болты до соприкосновения их шляпок с поверхность ГБЦ. При том что не требуется прилагать усилие. Этот этап важный. Тем что он позволяет убедиться в правильности установки ГБЦ. Головка при установке может встать неровно на направляющих штифтах. И при затяжке уже с усилием. Может повредится как сама головка так и прокладка ГБЦ. Поэтому необходимо несильно прижать головку и убедиться что она прижалась равномерно
- Когда головка села на свое место. При помощи динамометрического ключа производится затяжка ГБЦ. Приблизительно с половиной от максимального усилия.
Для ЗМЗ 406 предусмотрена предварительная затяжка с усилием 40-60 Н.м
Эта затяжка должна производиться согласно схемы представленной выше.
- Третий этап предусматривает окончательную затяжку с усилием 145 Н*м
Затяжка также производится по схеме согласно порядка затяжки болтов.
После того как проведена окончательная затяжка ГБЦ ЗМЗ 406 необходимо дать головке отстояться. Чтобы прокладка села на свое место. И по истечении 30 мин. Осуществить контрольную проверку усилия затяжки. С максимальным усилием 145 Н*м
При установке прокладки головки блока необходимо нанести герметик. На ту часть прокладки которая прижимается к крышке механизма ГРМ. Это позволит избежать вероятность подтекания масла в этом месте. Завод изготовитель рекомендует использовать герметик марки Эластосил 137-83.
Источник
Момент затяжки ГБЦ на двигателе ЗМЗ 406 и необходимые инструменты
Головная боль владельцев машин с 406 мотором — место стыка головки блока цилиндров с самим блоком, чтобы избежать проблем важно точно знать момент затяжки ГБЦ ЗМЗ 406 и порядок проведения работ.
Особенности двигателя ЗМЗ 406
ЗМЗ 406 — родоначальник линейки моторов ЗМЗ 406, 405, 409, и их модификаций. Снискавший себе популярность на коммерческом транспорте, он не лишен конструктивных недоработок, что характерно для первопроходцев.
p, blockquote 3,0,0,0,0 —>

p, blockquote 4,0,0,0,0 —>
Силовой агрегат крайне чувствителен к перегреву. ГБЦ двигателя ЗМЗ 406 не справляется с вызванными температурой напряжениями, ее «ведет» и герметичность прокладки нарушается. Просто поменять деталь — это временный выход: поскольку плоскость головки уже искривлена, ее приходится фрезеровать.
p, blockquote 5,0,0,0,0 —>
В последующих моделях недостатки устранили:
- из головки ушли каналы холостого хода;
- была применена очень тонкая инновационная прокладка;
- на 24 мм увеличилась длина стяжных болтов, это позволило разгрузить блок цилиндров в диапазоне хода поршневых колец.
p, blockquote 6,0,0,0,0 —>
Но все эти изменения коснулись новых модификаций моторов, а «дедушка» 406-й еще в строю и требует к себе внимания.
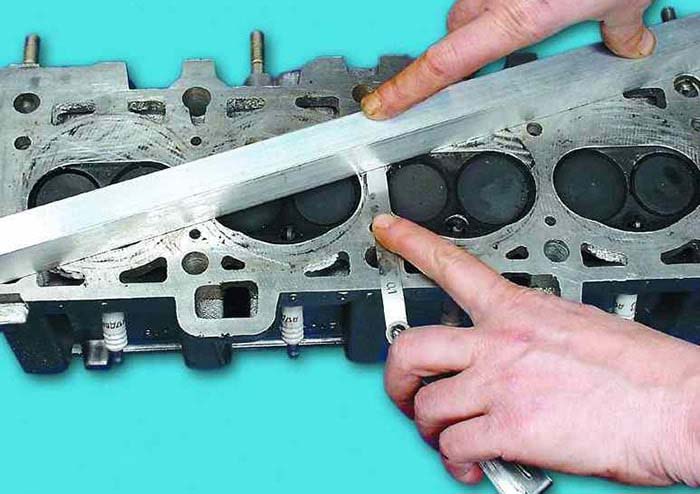
Дефектация плоскости ГБЦ
Затяжка ГБЦ ЗМЗ 406 не может быть выполнена правильно, если головка кривая и прилегает неравномерно. В искривлении плоскости можно убедиться, если приложить к ней металлическую линейку и попробовать подсунуть под нее щуп.
p, blockquote 8,0,0,0,0 —>
Можно положить головку плоскостью на доводочную плиту и немного потереть ее с притирочным порошком или пастой. Места провалов будут хорошо видны, так как они не тронуты абразивом.
На доводочной плите можно произвести незначительную правку с целью снять минимальный слой. Можно даже и полностью вывести неровности на плите. Тереть нужно со сменой направлений: кругами, вправо-влево, восьмеркой, тогда шероховатость будет минимальная.
p, blockquote 10,0,0,0,0 —>
p, blockquote 11,0,0,0,0 —>
Время от времени плоскость ополаскивают и проверяют распространение пятна контакта. Тяжелая головка плоскостью с вязкой абразивной пастой прилипает к плите, интенсивно двигать ее — тяжелый труд, но он способствует укреплению косых мышц спины. Везде есть свои плюсы.
p, blockquote 12,0,0,0,0 —>
Промывка и продувка сжатым воздухом ГБЦ после абразива — необходимая и крайне ответственная работа. Ни капли состава не должно попасть в двигатель.
Если плоскость получилось профрезеровать в допустимых заводом пределах, и других нареканий головка не имеет, ее можно устанавливать на место.
p, blockquote 14,0,0,0,0 —>
Поверхность блока должна быть очищена, а из отверстий под крепежные болты удалены попавшие туда капли охлаждающей жидкости. Если этого не сделать, то болт, затянутый по всем правилам динамометрическим ключом, не обожмет головку блока цилиндров должным образом, и со временем ослабит хватку. Для обеспечения корректной затяжки ГБЦ ничто не должно препятствовать процессу. Крепления выпускного коллектора и прочие дополнительные компоненты, устанавливаются потом.
p, blockquote 15,0,0,0,0 —>
Когда головка установлена на направляющих втулках, можно начинать затяжку, предварительно собрав инструмент.
Инструмент для крепления головки цилиндров
Правильный момент затяжки обеспечит динамометрический ключ. Они бывают:
- стрелочные;
- со щелчком;
- электронные.
p, blockquote 17,0,0,0,0 —>
В авторемонте наибольшей популярностью пользуются ключи со щелчком. На них выставляется нужная величина момента, по достижению которой затяжку нужно приостановить.
 Шкальный (стрелочный) ключ. p, blockquote 18,1,0,0,0 —>
Шкальный (стрелочный) ключ. p, blockquote 18,1,0,0,0 —>
Точность стрелочного ключа ниже, нужно внимательно наблюдать за показаниями, а это не всегда удобно. Зато процесс возрастания момента можно отслеживать постоянно. Кроме того, эти ключи дешевле.
Для крепления головки блока цилиндров следует подготовить:
- торцевую головку;
- удлинитель с квадратом 1⁄2;
- коловорот (вороток или трещотку);
- динамометрический ключ возьмем профессиональный — со щелчком: в сравнении со стрелочным он точнее и обеспечивает наиболее равномерное усилие затяжки болтов ГБЦ.
h2 4,0,0,0,0 —>
Порядок проведения работ и момент затяжки ГБЦ ЗМЗ 406
Перед началом затяжки смажьте болты и торцы шайб тонким слоем моторного масла.
p, blockquote 21,0,0,0,0 —>

p, blockquote 22,0,0,0,0 —>
Считается, что смазка останется на болте тонким слоем, когда стечет с вертикально установленной детали за полчаса.
Далее, в соответствии с установленной инструкцией последовательностью (от центра к периферии), завинтите крепеж до касания с опорной поверхностью. Это удобно и быстро сделать коловоротом. Болт должен завернуться без повышенного сопротивления, если усилие неожиданно возрастает, необходимо устранить неисправность (это могут быть засорение, дефект резьбы, искривление болта).
p, blockquote 24,0,0,0,0 —>
Порядок и момент затяжки ГБЦ ЗМЗ 406:
- Прижмите болты головки блока моментом 40–60 Н·м, соблюдая определенный изготовителем, порядок затяжки ГБЦ 406. В заданном диапазоне мастер вправе сам выбирать усилие, но нужно стараться, чтобы по всем болтам оно было одинаковым. Затяжка должна проходить равномерно, без рывков в конце.
- Теперь повторите операцию, выставив момент затяжки ГБЦ ЗМЗ 406 динамометрическим ключом в пределах 127–142 Н·м. Это окончательное усилие.
- Выждав полчаса, еще раз обожмите ГБЦ конечным значением момента. Болты могут подтянуться.
p, blockquote 25,0,0,0,0 —>
Динамометрический ключ — точный инструмент, но он тоже требует контроля. Если вы чувствуете, что он уже давно должен сработать, а щелчка все нет, то нужно разбираться: либо ключ врет, либо что-то с крепежом.

Протяжка ГБЦ 406
Если прокладка головки блока уже потекла, то протяжка вряд ли поможет. Но, тем не менее, ремонт часто начинают с почти безнадежной операции, и иногда это выручает. Например, если произошел обрыв болта, и в этом месте потекло. При подтяжке меняем болт, и все становится на свои места. Также это может помочь, если болт растянулся выше предела упругости.
p, blockquote 27,0,0,1,0 —>
Протяжка ГБЦ 406 выполняется, когда этого требует регламент технического обслуживания. Если произошел перегрев, который не привел ни к каким негативным последствиям, также стоит сделать протяжку. Возможно, произошла вытяжка крепежа, которая не дала еще о себе знать.
p, blockquote 28,0,0,0,0 —>
Совершенно точно не нужно превышать регламентированное усилие. Если состояние крепежа позволяет, доведите момент до верхней границы допуска.
p, blockquote 29,0,0,0,0 —>
Нельзя протягивать болты, не дав двигателю остыть, это может привести к серьезным поломкам.
Полезные советы
После установки головки блока не торопитесь откладывать в сторону динамометрический ключ. В ходе дальнейшей сборки еще предстоит установка распределительных валов.
p, blockquote 31,0,0,0,0 —>
Затянуть болты крепления крышек распредвалов надо моментом 19–23 Н·м, 1,9–2,3 кгс·м. Для этого понадобится другой динамометрический ключ — с меньшими границами диапазонов.
p, blockquote 32,0,0,0,0 —>
Старайтесь выбирать такой динамометр, чтобы значения измеряемых величин не находились на крайних границах его шкалы.
Болт крепления зубчатого колеса распределительного вала зажимается моментом 56–62 Н·м, 5,6–6,2 кгс·м. Больше затруднений может вызвать установка положения распределительных валов, но в этой статье речь о другом.
p, blockquote 34,0,0,0,0 —>
Если вы не знаете момент затяжки, не нужно его рассчитывать в соответствии с какими-то зависимостями от размеров и класса прочности крепежа, они могут не совпасть с рекомендованными заводом-изготовителем. Во всех руководствах по ремонту прописаны моменты затяжки ответственных резьбовых соединений: они упоминаются в соответствующих разделах и сведены в специальные таблицы. Например, это болты:
- крепления водяного насоса;
- крепления крышки головки блока;
- впускной трубы;
- опоры коленчатого вала.
p, blockquote 35,0,0,0,0 —>
Там же есть и таблицы моментов затяжек крепежа общего назначения.
 Установка передней крышки головки блока цилиндров ЗМЗ 406. p, blockquote 36,0,0,0,1 —>
Установка передней крышки головки блока цилиндров ЗМЗ 406. p, blockquote 36,0,0,0,1 —>
Опытные механики рекомендуют менять крепеж головки блока при каждой новой затяжке. Если уверенности в его надежности нет, то лучше с ними согласиться. Кто хорошо знает историю ремонтов своей машины сам примет верное решение.
Источник
Момент затяжки гбц змз 406 динамометрическим ключом

axel-roman › Блог › Моменты затяжки. ЗМЗ-406.
Запись для себя. Часто под рукой нет таблицы моментов затяжки для 406 двигателя, а книга далеко. Удобно смотреть с телефона.
Для чего нужен широкий диапазон момента затяжки?
Для того, что все динамоключи имеют погрешность. Лучше брать момент посередине диапазона. Минимально допустимый-максимальный момент затяжки. Например: 100-110 Н·м.
В местах где много точек затяжки, например, впускной коллектор или ГБЦ. Лучше несколько раз пройтись окончательным моментом. Точки посередине «проседают».
Внимание! Допущена преднамеренная неточность.
Так как — 1 килограмм-сила-метр (кгс·м) = 9,80665 ньютон-метров (Н·м) В местах с большими моментами приведены более точные значения.
Пример моментов с округлением: 10-11 кгс·м = 100-110 Н·м Пример более точных расчетов: 10-11 кгс·м = 98-108 Н·м
Список моментов затяжки (таблица):
— Болт крепления крышки коренного подшипника.10 точек. М12х1,25. 98-108 Н·м — Гайка болта крепления крышек шатунов. 8 точек. М10х1. 67-74 Н·м
— Болт крепления головки блока цилиндров (ГБЦ). 10 точек. М14х1,5 – первый этап 40-60 Н·м – второй этап 127-142 Н·м
Прочисти отверстия с резьбой от масла.
Обезжирь поверхности.
Лучше разбить на большее количество этапов. Торопиться некуда. После протяжки окончательным моментом, нужно ещё раз пройтись по всем точкам. Так как прокладка сминается неравномерно и момент затяжки ослабляется.
— Болт крепления крышки распределительного вала (бугеля). 20 точек. М8. 19-23 Н·м
Прочисти отверстия с резьбой от масла.
Шприцем (предварительно у иглы откусив скос) или ветошью с отверткой. Эти крышки
очень хрупкие
. Откручивать нужно медленно и все одновременно. Змейкой по всем точкам откручиваю. По одной крышке откручивать не желательно. Под конец нагрузка сосредоточится на какой-то одной крышке и она лопнет.
Закручивать так же все болты одновременно пока плоскости гбц и крышек не соприкоснуться. Затем динамоключом по всем точкам прохожу несколько раз
— Болт крепления зубчатого колеса распределительного вала. 2 точки. М12х1,25. 56-62 Н·м — Болт крепления зубчатых колес промежуточного вала. 2 точки. М8. 22-27 Н·м
— Болт крепления масляного насоса. 2 точки. М10х1.5. 25-40 Н·м (Устанавливаем масляный насос с новой прокладкой) — Болт крепления кронштейна масляного насоса. 1 точка. М6. 7-10 Н·м
— Болт стяжной коленчатого вала (храповик). 1 точка. М24х2. 102-126 Н·м Всё сделано логично. Болт должен сам подтягиваться при работе двигателя. Откручивать против часовой стрелки. Коленвал нельзя крутить против часовой стрелки!
Поставь на 5 передачу и откручивай болт коленчатого вала.
— Гайка крепления впускной трубы. 5 точек. М10х1. 29-36 Н·м (Труба которая соприкасается с гбц) — Гайка крепления ресивера к впускной трубе. 5 точек. М8х1. 19-23 Н·м — Гайка крепления выпускного коллектора. 8 точек. М8. 20-25 Н·м — Болт крепления крышки головки блока цилиндров. 8 точек. 5-12 Н·м при обеспечении герметичности допускается момент 3 Н·м — Болт крепления масляного картера. 11 точек. М8. 12-18 Н·м при обеспечении герметичности допускается момент 6 Н·м — Болт крепления передней крышки головки блока цилиндров. 4 точки. М8. 22-27 Н·м (Передние крышки можно приклеить на герметик, большое усилие не нужно. 8-14 Н·м) — Болт крепления шкива к водяному насосу/помпе. 3 точки. М8. 22-27 Н·м — Болт крепления водяного насоса/помпы. х точек. М8. 22-27 Н·м — Гайка крепления кронштейнов генератора. 2 точки. М8. 12-18 Н·м — Болт крепления натяжного ролика. 1 точка. М8. 14-18 Н·м
— Болт крепления топливопровода с форсунками. 2 точки. М6. 5-8 Н·м (Уплотнительные кольца форсунок можно смазать моторным маслом) — Болт крепления индуктивных датчиков. 3 точки. М6. 5-8 Н·м — Болт крепления стартера. 2 точки. М10. 67-75 Н·м — Свеча зажигания. 4 точки. М14х1,25. 31-38 Н·м (ГБЦ из алюминия, лучше 28-30 Н·м) Желательно свечи менять на холодном двигателе. Иначе можете попортить резьбу.
Для остальных резьбовых соединений:
для М6 — 6-8 Н·м для М8 — 14-18 Н·м для М10 — 28-36 Н·м для М12 — 50-62 Н·м
После окончания работ приведи динамоключ в исходное состояние.
Последующие операции по сборке двигателя
Установить и закрепить переднюю крышку головки цилиндров с прокладкой.
Установить корпус термостата в шланг термостата и закрепить корпус термостата с прокладкой к головке цилиндров, затянуть хомуты шланга.
Запрессовать трубку стержневого указателя уровня масла и установить указатель. Для повышения надежности установки и герметичности предварительно нанести на поверхность нижнего конца трубки герметик «Локтайт-638».
Установить выпускной коллектор с прокладкой на шпильки головки цилиндров. Наживить и затянуть все, кроме последней, гайки крепления коллектора.
Установить экран выпускного коллектора на шпильки выпускного коллектора и закрепить гайками.
Установить на штуцер водяного насоса шланг, соединяющий насос с трубкой забора воды, и закрепить хомутом.
Надеть на трубку забора воды скобу. Вставить трубку забора воды в шланг, надетый на штуцер водяного насоса, и надеть скобу на последнюю шпильку коллектора. Закрепить скобу затяжкой гайки и затянуть хомут шланга.
Установить пробку сливного отверстия блока цилиндров, предварительно нанеся на резьбу пробки силиконовый клей-герметик «Юнисил Н50-1» или анаэробный герметик «Стопор-6».
Установить и закрепить крышку клапанов с прокладкой и уплотнителями свечных колодцев. Установить на крышке клапанов держатель разъема датчика синхронизации.
Установить и закрепить кронштейны генератора верхний и нижний и передний кронштейн подъема двигателя одновременно.
Установить патрубок отбора охлаждающей жидкости с прокладкой. Предварительно нанести на резьбу болтов патрубка анаэробный герметик «Стопор-6».
Установить и закрепить впускную трубу с прокладкой к головке цилиндров.
Установить ресивер с прокладкой на шпильки впускной трубы и закрепить гайками.
Закрепить ресивер к головке цилиндров посредством двух угловых кронштейнов, устанавливаемых на шпильки головки цилиндров.
Сначала следует наживить, не затягивая, винты крепления кронштейнов к ресиверу, затем затянуть гайки крепления кронштейнов к головке и затянуть винты крепления к ресиверу.
Установить шланг вентиляции с трубкой вентиляции и закрепить хомутами. Установить шланг малой ветви вентиляции на штуцеры трубки вентиляции и ресивера и закрепить хомутами.
Установить и закрепить ведомый и нажимной диски сцепления, центрируя ведомый диск с помощью специальной оправки.
В качестве оправки можно использовать первичный вал КПП.
Болты нажимного диска завернуть последовательно в несколько этапов, для исключения перекоса нажимного диска до момента 19,6. 24,5 Нм (2,0. 2,5 кгсм).
Установить палец вилки выключения сцепления и шпильки в картер сцепления.
Установить картер сцепления с кронштейном подъема двигателя на установочные штифты блока цилиндров и закрепить к блоку цилиндров болтами.
Снять двигатель со стенда.
Моменты затяжки резьбовых соединений газель
Внимание! Опытные механики советуют выбирать средний диапазон из данных ниже. Так как все динамометрические ключи имеют небольшую погрешность.
Всего 10 болтов на головке блока цилиндров двигателей Газели. Их шапочки имеют диаметр 14 мм. После того как будет осуществлена затяжка всех болтов, необходимо пройтись еще раз по ним, чтобы понять, что они точно все притянуты как нужно.
На ЗМЗ 406 и 405 моделей протягивание болтов устройства осуществляется по следующим этапам:
Этап второй. Протягивание резьбовых деталей устройства осуществляется с силой 127 – 142 Н-м.
Рис. 1.66. Установка поршневых колец на поршень
- сориентировать шатунно-поршневую группу таким образом, чтобы надпись «FRONT» (перед) на бобышке поршня была обращена в сторону передней части блока цилиндров;
- протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши;
- повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
- смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
- развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень. Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;
- надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (рис. 1.67).
Когда необходимо делать затяжку
Если ГБЦ затянута неравномерно, то возможно со временем на ней будут образовываться трещины. Поэтому следует соблюдать моменты затяжек деталей ГБЦ. Кроме этого, во время нагрева блока цилиндров, температура между головками деталей с резьбой и самой ГБЦ разнится очень сильно. Эти колебания приводят к тому, чтобы соединения расслабляются.
Внимание! Опытные механики говорят, что протяжка болтов ГБЦ нужна только старым моторам и двигателям российского производства таким, как УАЗ, ЗМЗ.
О том, что нужна затяжка ГБЦ автовладельцу скажут следующие причины:
Опытные механики рекомендуют проводить затяжку ГБЦ через каждые 1000 километров.
Разборка
1. Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора. Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
2. Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
Снять прокладку впускной трубы.
4. Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Процесс и порядок
Затяжка ГБЦ ЗМЗ своими руками начинается с изучения мануала двигателя. Все этапы делают по порядку, не нарушая их. Любая неточность может привести к выходу из строя не только прокладки или головки блока цилиндров, но и всего мотора ЗМЗ 406.
Вначале подбирают необходимые инструменты. Ставят машину на ровную поверхность.
Необходимые инструменты
Для затяжки ГБЦ автовладельцу понадобятся следующие инструменты:
Внимание! Опытные механики говорят, что затяжка головки блока цилиндров должна проводится одинаково всегда и во время установки только корпуса, и во время установки самой ГБЦ.
Поэтапная инструкция
Сперва резьба болтов смазывается моторным маслом. Затем болты вставляются внутрь отверстий головки БЦ. Они вкручиваются рукой до тех пор, пока это невозможно будет сделать вручную.
Чтобы совершить дальнейшую протяжку, ГБЦ берут динамометрический ключ. Теперь необходимо протягивать все болты в той последовательности, в которой они указаны в мануале. Затяжка ГБЦ осуществляется с усилием, о котором я рассказывал в начале статьи.
Сперва протягивают с малой силой. Затем проходят еще раз и по второму кругу, если это необходимо. Важно помнить, что на рядные двигатели внутреннего сгорания протяжку устройства производят от центра к краям устройства двигателя. Подобным образом автовладелец лишает себя риска повреждения головки БЦ двигателя внутреннего сгорания или ее прокладки.
Некоторые автовладельцы совершают ошибки при протягивании ее. Ниже описаны моменты, которые не стоит допускать при процедуре:
Бывает и такое, что закручивают в отверстие ржавые болты. Этого тоже нужно избегать. Отверстия тоже бывают проржавевшими. Многие пытаются залить в них масло. Но этого делать нельзя. Так как смазывающая жидкость попадет в резьбовой колодец, и он разрушится при закручивании болта.
Еще одной частой ошибкой бывает закручивание головок без специального инструмента. В этом случае перетягивания не избежать. Как результат автовладелец приезжает в сервис-центр с пробоем в прокладке устройства или за капитальным ремонтом всего двигателя.
Грани болтов, которые закручиваются изношенными головками или не тем ключом, могут слизываться со временем. В дальнейшем это приводит к трудностям при снятии и замене устройства или блока цилиндров.
Не рекомендуется закручивать одни и те же болты после снятия головки. Механики сервис-центров рекомендуют устанавливать новые. Так как после затяжки болт увеличивается в длине, и в следующий раз подобная деталь может привести к тому, что в БЦ пойдут трещины, которые приведут к его разрушению.
Необходимые инструменты
Для вкручивания болтов потребуется динамометрический ключ, подходящие головки для него и моторное масло. Подробнее следует остановиться на выборе инструмента. Он бывает трех типов:
- Щелчковый или трещетка. Наиболее популярная разновидность среди автолюбителей. В зависимости от варианта – любительский или профессиональный – варьируется погрешность: от 3 до 5%. Болты с его помощью можно зафиксировать с усилием от 40 до 360 Нм.
- Стрелочный. Самый доступный из всех вариант. Он прост в эксплуатации, но погрешность измерения составляет минимум 10%, поэтому его не рекомендуется использовать для креплений ГБЦ. Максимальное усилие затяжки составляет 280 Нм.
- Электронный. Погрешность измерений минимальна, надежность высокая, сила затяжки определяется в пределах от 20 до 350 Нм. Контролировать момент просто благодаря звуковому и световому сигналам. Единственный его недостаток – высокая цена.
Последствия неправильной установки ГБЦ
Правильная затяжка головки блока очень важна, поскольку от этого напрямую зависит работоспособность мотора. ГБЦ выполняет роль крышки цилиндров, и любые нарушения в ее посадке сказываются на процессах, происходящих внутри силового агрегата.
Недостаточная затяжка головки приводит к падению компрессии из-за потери герметичности в месте стыка ГБЦ с блоком цилиндров, прогоранию прокладки, прорыву рабочих газов из цилиндров и попадание их в каналы систем смазки или охлаждения, проникновению в камеры сгорания технических жидкостей, что в свою очередь негативно сказывается на функционировании силового агрегата и может стать причиной очень серьезных поломок.
Чрезмерная затяжка тоже ничего хорошего не несет, в этом случае нередко происходит повреждение головки — появляются трещины, или разрушаются крепежи – разрыв болтов, срыв резьбы т.д.
Неравномерная или неправильная затяжка зачастую становиться причиной коробления головки, из-за которого в местах стыка ее с блоком появляются зазоры, что приводит к тем же последствиям, что и недостаточное затягивание.
Ремонт двигателя УМЗ 4216
Во время эксплуатации «Газели» с двигателем УМЗ 4216 возникают различные поломки, одна из самых распространенных проблем – перегрев мотора. Если система охлаждения «воздушит», из расширительного бачка начинает выкидывать тосол (антифриз). В результате перегрева нередко пробивает прокладку головки блока – менять ПГБЦ в целом несложно, и часто водители самостоятельно производят подобный ремонт.
Но проблема в случае перегрева состоит в другом – нередко от высокой температуры на поршнях лопаются перегородки, «залегают» поршневые кольца. Чтобы произвести замену поршней или колец, движок снимать не обязательно, достаточно только скинуть головку блока и масляный поддон.
Капремонт УМЗ 4216 необходим в случаях, когда:
- изношены или повреждены гильзы блока цилиндров;
- стучит (изнашивается) коленчатый вал;
- низкое давление масла в системе, а замена масляного насоса не дает положительных результатов.
Часто ульяновский движок подвергается перегреву, и водители принимают различные меры, чтобы избавиться от этого неприятного и опасного для ДВС явления. Многие хозяева «Газелей» устанавливают вместо штатного алюминиевого медный трехрядный радиатор охлаждения – медь эффективнее остужает антифриз. Еще один метод борьбы с перегревом – установка электровентилятора охлаждения с тумблером, который находится в кабине у водителя. В момент, когда на панели приборов стрелка датчика начинает показывать критическую температуру охлаждающей жидкости, водитель принудительно включает вентилятор, и температурный режим приходит в норму.
Особенности детали
Головка блока цилиндров – конструктивно достаточно сложная деталь. Представляет она собой массивную плиту, в которой проделаны каналы для циркуляции жидкостей системы смазки и охлаждения, и технологические отверстия – свечные, для форсунок (в дизелях), крепежные.
Также сверху на ГБЦ имеется так называемая «постель» распределительного вала – посадочное место под его установку.
Несмотря на свою массивность, головка блока является хрупкой деталью из-за пустот внутри, поэтому чрезмерное усилие при затяжке часто приводит к трещинам в стенках и перемычках.
Для изготовления ГБЦ используется два вида металлов – алюминий (наиболее распространенный) и чугун.
Для закрепления последней применяются стальные болты или шпильки с гайками. К примеру, головка блока УАЗ 31519 крепится шпильками.
Разница в материалах изготовления головки и ее крепежных элементов имеет один негативный фактор – разное температурное расширение компонентов при нагреве, особенно это касается ГБЦ из алюминия.
Неравномерная затяжка крепежных элементов (гайки, шпильки и т.д.) при тепловом расширении приводит к появлению излишних напряжений в структуре металла, вследствие чего происходит коробление головки.
Условия затяжки болтов
При установке головки блока важно соблюдение технологии затяжки, которая включает в себя ряд критериев:
У каждого двигателя свой порядок затягивания, который необходимо соблюдать, чтобы обеспечить равномерное притягивание головки к блоку и исключить возникновение напряжений на каких-либо участках поверхности. К примеру, на ВАЗ 2105 это выглядит так.
Усилие – еще один немаловажный фактор для правильного крепления данного элемента двигателя. Притягивание плиты осуществляется в несколько подходов (на разных моторах количество их отличается), каждый из которых выполняется со своим усилием.
Крепежи головки блока затягиваются с достаточно большим усилием, что приводит к их вытягиванию. Поэтому на множестве двигателей не допускается повторное использование болтов, они в обязательном порядке заменяются. Но есть и моторы, у которых замена крепежей не нужна и возможна их повторная установка.
Вся информация относительно технологии затяжки ГБЦ указывается в тех. документации к авто, также нередко ее указывают на упаковках прокладки головки и крепежей.
Смотрите также
- Новая приора фото
- Компрессор кривошипно шатунный
- Какие клапана больше впускные или выпускные
- Как правильно замерить компрессию в двигателе
- Тойота новый fortuner
- Сколько расходуется бензина
- Пескоструй своими руками из бутылки
- Крутящий момент м н
- Гбо 4 поколения неисправности и их устранение
- Стук гидрокомпенсаторов на холодную поло седан
- Обработка кузова автомобиля от коррозии
«Питер — АТ» ИНН 780703320484 ОГРНИП 313784720500453
Общие правила выполнения работ, используемые методы
Есть ряд общих правил, которые необходимо соблюдать при установке головки блока:
Несмотря на то, что у каждого двигателя имеются свои особенности затяжки головки блока, общая технология этой операции – одинакова. В целом, для затягивания крепежей применяется два метода:
Метод затягивания выбирается исходя из типа болтов.
Первый способ применяется при использовании не растягивающихся болтов (сейчас такие не используются, но их можно встретить на старых авто). Но нередко этот тип крепежей требует дотяжки после определенного периода эксплуатации двигателя, чтобы компенсировать усадку прокладки ГБЦ. Зато такие крепежные элементы допускаются для повторного использования, причем неоднократно.
Второй метод затяжки блока является актуальным для большинства современных авто. И все из-за использования растягивающихся болтов (так называемый тип TTY).
Такие крепежи за счет упругой деформации способны компенсировать тепловые расширения головки и усадку прокладки, но для этого их необходимо вывести в режим деформации (по сути, просто немного растянуть).
Для этого и необходимо двойное доворачивание болтов на определенный угол. На одних авто этот угол составляет 45 град., на других – 90 град.
Но после вывода элементов в режим упругой деформации, они уже будут не способны вернуться в исходное состояние, поэтому и не допускается их повторное использование из-за высокой вероятности разрушения.
Особенности выполнения работ на примере некоторых авто
В качестве доказательства суждения, что у каждой силовой установки существуют свои особенности затяжки ГБЦ, рассмотрим нюансы выполнения работ на конкретных моделях.
ВАЗ-2112 16 клапанов
Ряд модификаций ВАЗ-2112 комплектовался двумя типами 16-клапанных силовых установок (заводские индексы — 21120 и 21124). У этих двух моторов, несмотря на некоторые конструктивные особенности, технология затяжки головки блоки идентична.
На этих агрегатах используются растягивающиеся болты длиной 93 мм. При этом допускается повторное использование крепежей, но при одном условии – если их длина не превышает 95 мм (если она больше – их следует заменить). Для крепления головки используется 10 болтов.
Затягивание осуществляется в три подхода:
Схема протяжки показана ниже.
Между 2-м и 3-м подходом необходимо сделать 20-минутный перерыв.
Поскольку на указанных двигателях используются растягивающиеся болты, дополнительная дотяжка во время эксплуатации авто не требуется.
ВАЗ-2107
На ВАЗ-2107 все устанавливаемые модификации силовых агрегатов являются 8-клапанными.
Головка блока на них крепиться 11 болтами, 10 из которых являются основными, а 1 – вспомогательным боковым (устанавливается в боковом выступе).
На этом авто затягивание крепежей также выполняется в три подхода:
Дополнительная затяжка ГБЦ при эксплуатации ВАЗ-2107 не требуется.
«Самара», 10-е семейство, Приора
На моделях семейства «Самара» (2108-21099), а также ВАЗ 2110-2112 с 8-клапанными агрегатами затяжка уже выполняется в 4 подхода:
Перерыв между пунктами 3,4 20 минут.
Что касается ВАЗ «десятого» семейства, которые укомплектованы 16-клапанными моторами, то у них технология затяжки такая же, как и у ВАЗ-2112 (описано выше).
То же касается и Лада Приора, на 8-клапанных агрегатах используется метод с 4 подходами (ВАЗ 2108-21099), а на 16-клапанных – 3 подхода (ВАЗ 2112 с мотором на 16 клапанов).
«Волга»
На двигателях ЗМЗ-406, устанавливаемых на «Волгу», согласно технической документации автопроизводителя затягивание болтов головки блока двигателя осуществляется в два подхода:
Но многие автовладельцы этого авто отмечают, что такая технология не позволяет качественно притянуть ГБЦ, поэтому они используют методики с большим количество подходов.
Распространенным является перекрестный метод, выполняющийся в 4 этапа и с усилиями:
Последующая дотяжка болтов при эксплуатации на этом двигателе не требуется.
Источник



