
- § 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
- Способ закрепления дисковых фрез
- Мой секрет
- Способы крепления фрез на фрезерных станках. Установка фрез. Принципы классификации фрез по металлу
- Общие указания по закреплению фрез
- Закрепление фрез на центровых оправках
- Закрепление фрез на концевых оправках
- Закрепление фрез с коническим и цилиндрическим хвостовиком
- Закрепление насадных фрез большого диаметра
§ 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
§ 21. ЗАКРЕПЛЕНИЕ ФРЕЗ НА СТАНКЕ
Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы ГОСТ 836—47. и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к этим станкам.
На рис. 59 изображен передний конец шпинделя фрезерных станков. Внутренний конус 2, в который вставляется хвостовик инструмента, сделан очень крутым. Вращение инструменту передается

поводками 3, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживают
непосредственно на крепительный фланец 1, центрируется цилиндрической заточкой переднего конца и крепится четырьмя
винтами, вставляемыми в отверстия 4.
Закрепление насадных фрез. Насадные фрезы устанавливают на оправки, которые закрепляют в шпинделе станка.
На рис. 60 изображены оправки, имеющие конический хвостовик /, который соответствует коническому гнезду переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 во фланце оправки надеваются на поводки, вставленные в пазы на торце шпинделя.
Оправка, изображенная на рис. 60, а, предназначена для закрепления фрез, работающих при больших усилиях. Она имеет большую длину, позволяющую применять добавочную серьгу
хобота. Оправка, изображенная на рис. 60, б, предназначена для более легких работ.

Оправки, изображенные на рис. 60, а и б, называются центровыми. Центровую оправку одним концом закрепляют в гнезде
шпинделя станка, а другим поддерживают подшипником серьги хобота.
Оправка, изображенная на рис. 60, в, называется концевой, так как один конец ее закрепляется в гнезде шпинделя станка,
а на другом конце устанавливается насадная фреза, которая работает вместе с оправкой как насадная фреза.
Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Эти кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 3 упирается гайка 2, навернутая на конец оправки.
На рис. 61, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез). Из чертежа видно, что ширина установочных колец здесь различна.
Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм, а именно: 1,0; 1,1; 1,2; 1,25; 1,3;

1,4; 1,5; 1,75; 2,0; 2,5; 3,0;
3,25; 5,0; 6,0; 7,5; 8,0;‘10;
20; 30; 40 и 50 мм.
При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 61, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние это устанавливается посредством подбора колец потребной ширины.
Иногда, регулируя расстояние между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как, пользуясь имеющимися в наборе кольцами, нельзя получить необходимого расстояния между фрезами.
Фрезеровщик-новатор В. А. Горяйнов сконструировал регулируемое установочное кольцо (рис. 62), которое позволяет быстро обеспечить требуемое расстояние между фрезами с точностью до 0,01 мм. Регулирование расстояния между фрезами 4 осуществляется поворотом с помощью ключа 5 регулируемого установочного кольца 6, имеющего лимб с делениями 0,01 мм. Предварительная установка фрез производится с помощью обычных установочных колец 3.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки
профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонку.
Диаметры отверстий в насадных фрезах и кольцах, равно как и наружные диаметры рабочей части фрезерных оправок,
изготовляют только определенных размеров. На отечественных заводах приняты следующие диаметры оправок: 10, 13, 16, 22, 27, 32, 40 и 50 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номера обязательно подойдут друг к другу.
Фрезерные оправки не должны иметь биения, забоин и вмятин. На торцах колец не должно быть забоин и заусенцев. Торцы колец должны быть параллельны и перпендикулярны оси кольца.



Устанавливая фрезы, надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по каким-либо причинам это не удается, то надо ставить добавочную серьгу, что разгружает фрезерную оправку. Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках. Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
На рис. 63 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Шпонка 2 предотвращает провертывание фрезы на оправке.
Закрепление фрез с коническим и цилиндрическим хвостовиком. Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально, так и на вертикально-фрезерном станках.

Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 64). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний конус — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта (шомпола).

Патрон с надетой фрезой устанавливают в шпиндель горизонтально или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится после освобождения гайки 2.
Закрепление фрез с цилиндрическим хвостовиком производится при помощи патрона, изображенного на рис. 65. Фрезу вставляют в цилиндрическое отверстие разжимной цанги патрона 1 и закрепляют посредством гайки 2.

Закрепление насадных фрез большого диаметра. Сборные торцовые фрезы диаметром 80 мм и выше изготовляют насадными.


Посадочные отверстия таких фрез выполняются коническими или цилиндрическими.
Фрезы с коническим посадочным отверстием (рис. 66, а) насаживают на конус 1 специальной фрезерной оправки (рис. 66, б) и при помощи вкладыша 2 и винта 3 закрепляют на ней. Вкладыш 2 входит в пазы 4, имеющиеся в корпусе фрезы. Крепление оправки с фрезой в коническом гнезде шпинделя производится затяжным винтом (шомполом) путем ввертывания его в резьбовое отверстие 5 оправки. Для предотвращения провертывания фрезерной оправки в конусном гнезде шпинделя оправка имеет два паза 6, входящие в сухари 3 на торце переднего конца шпинделя станка (см. рис. 59).

Фрезы с цилиндрическим посадочным отверстием (рис. 67) насаживают на цилиндрический конец 1 шпинделя (см. рис. 59) и крепят непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца

По материалам книги «Основы фрезерного дела С.В.Аврутин 1962г.»
Источник
Способ закрепления дисковых фрез
Чистота обработки и производительность станка во многом зависят от качества закрепления фрезы на станке. Если фреза закреплена неверно, она будет бить, вследствие чего нагрузка на отдельные зубья будет чрезмерной и они могут поломаться. Если фреза установлена далеко от опоры шпинделя, оправка может отжиматься. Оправки, при помощи которых закрепляются фрезы, необходимо содержать чисто вытертыми; их не следует забивать, помня, что всякая забоина приводит к биению фрезы. Способ закрепления фрезы на станке зависит от ее конструкции и размеров, а также от характера работы, выполняемой фрезой. Рассмотрим основные способы крепления фрез. 1. Фрезу надевают на центровую оправку, один конец которой входит в коническое гнездо шпинделя, а другой поддерживается серьгой. 2. Фрезу надевают на концевую оправку, которая коническим концом входит в коническое гнездо шпинделя. 3. Фрезу с коническим хвостовиком устанавливают хвостовиком в коническое гнездо шпинделя. 4. Фрезу закрепляют цилиндрическим хвостовиком в гнезде шпинделя при помощи специальных патронов. 5. Фрезу надевают на выступающий передний конец шпинделя и закрепляют на нем. Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя. Фрезерные станки отечественного производства имеют стандартный размер переднего конуса шпинделя (см. рис. 22), поэтому фрезерные оправки, изготовленные со стандартным хвостовикам, подходят к ним. На рис. 43 показаны оправки с коническим хвостовиком 1, который соответствует коническому гнезду 2 (см. рис. 22) переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 (рис. 43) во фланце оправки надеваются на поводки 3 (см. рис. 22), вставленные в пазы на торце шпинделя.
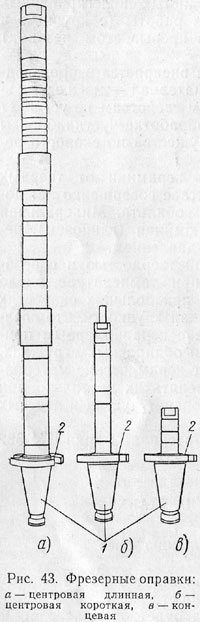
Центровые оправки (рис. 43, а и б) одним концом закрепляются в гнезде шпинделя станка, а другим поддерживаются подшипником серьги. Оправка (рис. 43, а) для закрепления фрез, работающих при больших усилиях, имеет большую длину, позволяющую применять посредине добавочную серьгу. Оправка на рис. 43, б предназначена для легких работ. Концевые оправки (рис. 43, в) одним концом закрепляются в гнезде шпинделя станка, а на другом конце оправки закрепляется насадная фреза, которая работает вместе с оправкой как концевая фреза.
Источник
Мой секрет
Способы крепления фрез на фрезерных станках. Установка фрез. Принципы классификации фрез по металлу
Общие указания по закреплению фрез
Чистота обработки и производительность станка во многом зависят от качества закрепления фрезы на станке.
Если фреза закреплена неверно, она будет бить, вследствие чего нагрузка на отдельные зубья будет чрезмерной и они могут поломаться. Если фреза установлена далеко от опоры шпинделя, оправка может отжиматься.
Оправки, при помощи которых закрепляются фрезы, необходимо содержать чисто вытертыми; их не следует забивать, помня, что всякая забоина приводит к биению фрезы.
Способ закрепления фрезы на станке зависит от ее конструкции и размеров, а также от характера работы, выполняемой фрезой.
Рассмотрим основные способы крепления фрез.
1. Фрезу надевают на центровую оправку, один конец которой входит в коническое гнездо шпинделя, а другой поддерживается серьгой.
2. Фрезу надевают на концевую оправку, которая коническим концом входит в коническое гнездо шпинделя.
3. Фрезу с коническим хвостовиком устанавливают хвостовиком в коническое гнездо шпинделя.
4. Фрезу закрепляют цилиндрическим хвостовиком в гнезде шпинделя при помощи специальных патронов.
5. Фрезу надевают на выступающий передний конец шпинделя и закрепляют на нем.
Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя. Фрезерные станки отечественного производства имеют стандартный размер переднего конуса шпинделя (см. рис. 22), поэтому фрезерные оправки, изготовленные со стандартным хвостовикам, подходят к ним.
На рис. 43 показаны оправки с коническим хвостовиком 1, который соответствует коническому гнезду 2 (см. рис. 22) переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 (рис. 43) во фланце оправки надеваются на поводки 3 (см. рис. 22), вставленные в пазы на торце шпинделя.
Центровые оправки (рис. 43, а и б) одним концом закрепляются в гнезде шпинделя станка, а другим поддерживаются подшипником серьги. Оправка (рис. 43, а) для закрепления фрез, работающих при больших усилиях, имеет большую длину, позволяющую применять посредине добавочную серьгу. Оправка на рис. 43, б предназначена для легких работ.
Концевые оправки (рис. 43, в) одним концом закрепляются в гнезде шпинделя станка, а на другом конце оправки закрепляется насадная фреза, которая работает вместе с оправкой как концевая фреза.
Закрепление фрез на центровых оправках
На рис. 44 приведены различные случаи закрепления фрез на центровых оправках. Конический хвостовик оправки входит в коническое отверстие 8 шпинделя, другой конец входит в подшипник 1 серьги.

На рис. 44, а показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 5 упирается гайка 2, навернутая на правый конец оправки.
На рис 44, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез); ширина установочных колец здесь различна.
Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм: 1,0; 1,1; 1,2; 1,3; 1,4; 1,5; 1,6; 1,7; 1,8; 1,9; 2,0; 3,0; 5,0; 8,0; 10; 15; 20; 30; 40 и 50 мм .
При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 44, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние А устанавливается при помощи подбора колец.
Иногда, регулируя расстояния между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как иногда, пользуясь имеющимися в наборе кольцами, не удается получить необходимого расстояния между фрезами.
Фрезы малых диаметров, работающие при небольших усилиях, удерживаются на оправке от провертывания трением между торцами фрезы и торцами колец, возникающим при затяжке гайкой. При тяжелых работах этого трения недостаточно, и фреза удерживается на оправке при помощи шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонке.
Отверстия в кольцах, равно как и рабочие части фрезерных оправок, изготовляют только определенных диаметров. На отечественных заводах приняты оправки диаметром 16; 22; 27; 32; 40; 50 и 60 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номинала обязательно подойдут друг к другу.
Фрезерные оправки должны быть прямыми, без забоин и вмятин, а кольца должны иметь торцы без забоин и заусенцев.
При установке фрез надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по некоторым причинам это не удается, надо ставить добавочную серьгу, что дает добавочную опору и разгружает фрезерную оправку.
На рис. 45 показана добавочная серьга на станке при фрезеровании бруска широкой фрезой.

Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках
Фрезы, работающие зубьями, расположенными на торцовой поверхности, закрепляются на концевых оправках.
На рис. 46 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Чтобы фреза не провертывалась, на оправке имеется шпонка 2.

Закрепление фрез с коническим и цилиндрическим хвостовиком
Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя станка, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как для горизонтально-, так и для вертикально-фрезерного станков.
Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 47). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта.

Закрепление фрез с цилиндрическим хвостовиком производится при помощи патрона (рис. 48). Фрезу вставляют в цилиндрическое отверстие патрона 1 и закрепляют гайкой 2, навертываемой на передний конец патрона и охватывающей заплечиками разжимную втулку 5. Патрон с надетой фрезой устанавливают в шпиндель горизонтально- или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится освобождением гайки 2.

Закрепление насадных фрез большого диаметра
Торцовые фрезы диаметром 125 мм и выше изготовляют насадными. Такие фрезы могут иметь коническое (рис. 49, а) или цилиндрическое (рис. 49, б) посадочное отверстие.

Фрезы с коническим посадочным отверстием насаживают на конус 2 фрезерной оправки (рис. 50 и 51) и при помощи вкладыша 3 и винта 4 закрепляют на нем. Вкладыш 3 входит в паз, имеющийся в корпусе фрезы. Оправка на рис. 50 вместе с фрезой крепится к шпинделю фрезерного станка затяжным винтом (шомполом), который ввертывается в резьбовое отверстие оправки. Оправку на рис. 51 вместе с фрезой надевают цилиндрическим пояском 5 на торец шпинделя фрезерного станка и крепят к ней четырьмя винтами 1 (см. также рис. 22). Чтобы оправка не провертывалась, в ней предусмотрены два паза 6, в которые входят сухари на торце шпинделя станка.
Фрезы с цилиндрическим посадочным отверстием (см. рис. 49, б) крепят непосредственно к торцу шпинделя станка с помощью четырех винтов.
Наиболее точное центрирование фрезы на шпинделе фрезерного станка и, следовательно, наименьшее биение зубьев в работе обеспечивают фрезы с коническим посадочным отверстием.
Крепление по рис. 50 применяют на вертикально- и горизонтально-фрезерных станках, крепление по рис. 51 — главным образом на продольно-фрезерных станках, когда необходимо иметь большой вылет торца фрезы от торца шпинделя.
И предназначаются для передачи вращающего момента шпинделя инструменту. Они используются во фрезерных станках всех типов. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента.
Оправка для фрезерного станка имеет такие основные элементы:
1. Конический хвостовик используется для установки оправки в коническое отверстие соответствующего размера шпинделя станка , в зависимости от типа зажима оправки и типа конуса шпинделя на станке, существует большое количество вариантов исполнения.
Конуса фрезерных оправок стандартизированы для удобства подбора инструмента. Весьма популярные в отечественных станках оправки фрезерные 7:24 выполненные по ГОСТ 24644-81 эти оправки имеют зарубежные аналоги, такие как ISO, CAT, BT и т. д. которые различаются только размерностью и вспомогательными элементами. Также часто используется конус Морзе и HSK. Последний вариант применяется на станках с высокой скоростью вращения шпинделя — 15000 об/мин и выше. Если конус оправки не совпадает с конусом шпинделя, то можно использовать переходные втулки.
2. Часть оправки для закрепления инструмента. В зависимости от типа инструмента, существую различные версии этой части.
Основные виды фрезерных оправок:
Примечание: конструкции оправок могут отличаться от указанных ниже, т.к. здесь приведены лишь наиболее популярные виды.
1. Для торцевых фрез

Торцевые фрезы, а также некоторые дисковые, устанавливают на оправках которые имеют короткую цилиндрическую часть. На торце оправки имеются два направляющих сухаря, который защищает фрезу от проворачивания на оправке. Затяжка фрезы производится винтом, вкручиваемым в торец оправки.
2. Для цилиндрических фрез

К фрезам этого типа также относятся дисковые, прорезные, отрезные, фасонные и угловые фрезы, поэтому их крепление выполняется таким же образом. По способу крепления эти фрезы называют насадными, поскольку они надеваются на оправки.
Оправки этого типа могут иметь различную длину части, на которой закрепляются фрезы. В большинстве случаев для защиты инструмента от проворота, посадка на валу оправки осуществляется с помощью шпонки в пазу, который фрезеруют на всю возможную длину установки фрезы. На конце оправки нарезана резьба, на которую накручивается поджимная гайка. Для установки фрезы в нужной части оправки используются втулки, набор которых входит в комплект фрезерного станка. Втулки имеют разную ширину, и путем их подбора фреза размещается в требуемом месте. Для установки удобны регулируемые втулки, которые изменяют свою длину при вращении корпуса.
Длинная оправка для горизонтально фрезерного станка закрепляется вторым концом в серьге хобота. Это обеспечивает достаточную жесткость и позволяет установить на оправку более одного инструмента.
3. Для концевых фрез и сверл
При выборе патрона необходимо определить для каких целей он будет использоваться:
- для зажима концевой фрезы, сверла, метчика или
- для обработки стали, чугуна, нержавейки или цветных металлов
- для черновых, получистовых или чистовых работ
- большой объем производства или небольшими партиями
- без применения СОЖ, наружная подача СОЖ через трубки или подача СОЖ через инструмент под давлением
Концевые фрезы имеют меньший диаметр, чем оправка, поэтому они крепятся не поверх нее, а в отверстии. Закрепление фрез и сверл с цилиндрическим хвостовиком диаметром до 20 мм удобнее всего производить в цанговых патронах ER. При больших нагрузках, у цанговых патронов есть вероятность вытягивания фрезы из патрона, однако достаточно неплохая точность по биению и гибкость делает их универсальным патроном для сверления и чистового и получистового фрезерования.
Для чернового фрезерования используют специальные усиленные цанговые патроны с цилиндрической цангой.

Для сверл с цилиндрическим хвостовиком небольшого диаметра так же применяются универсальные сверлильные патроны, в которые можно зажимать инструмент в очень широком диапазоне диаметров, но только сверла, т.к. данные патроны не воспринимают радиальную нагрузку. Усилие зажима у этих патронов меньше чем у цанговых, вследствие меньшей площади контакта с хвостовиком фрезы, а следовательно и вероятность проворота больше. Для выполнения точных работ применяются прецизионные сверлильные патроны.

Так же существует гидравлический цанговый патрон, в которым зажим цанги осуществляется за счет давления специальной жидкости – гидропласта, необходимое давление достигается путем поджима винтом мембрану внутри оправки. Гидравлическая мембрана обеспечивает высокое усилие зажима и точность по биению. Патрон очень прост в обращении и не требует отдельного оборудования, но имеет довольно высокую стоимость.

Другим вариантом зажима инструмента с цилиндрических хвостовиком является патрон с термообжимом. Отверстие в патроне немного меньше, чем диаметр хвостовика, для смены инструмента патрон нагревают индукционной катушкой, чтобы он расширился. Точность по биению очень хорошая при усилии зажима от среднего до высокого.
Необходимо различное тепловое расширение держателя и хвостовика инструмента, поэтому патроны с термообжимом используются в основном для цельных твердосплавных инструментов. Для смены инструмента необходимо специальное нагревательное оборудование, каждый патрон предназначен только для одного диаметра хвостовика и подвода СОЖ. Поэтому термообжим лучше всего подходит для специального производства с инструментальным участком для смены инструмента.

Для более высоких крутящих моментов используются инструменты имеющие хвостовик с лыской, для их зажима используются два типа патрона: патрон для сверл с хвостовиком ISO9766 и патрон Weldon для инструмента с хвостовиком DIN 6535-HB. Лыски обеспечивают сопротивление крутящему моменту и повышают надежность от вытягивания, но радиальное биение инструмента в данных патронах значительно выше чем в цанговых, что предопределяет их использование в основном для черновых работ.
Патрон для сверл с хвостовиком ISO9766 отличается от патрона Weldon лыской во всю длину хвостовика а не короткой, и шлифованной внутренней поверхностью.

Для зажима концевых фрез и сверл с коническим хвостовиком используются специальные патроны с внутренним Конусом Морзе. Для фиксации сверл в таких патронах используется паз под лапку на торце сверла, а для фиксации фрез используется болт заворачивающийся в торец фрезы.


4. Для нарезания резьбы метчиком
Для нарезания резьбы применяются патроны с посадкой под квадратный хвостовик метчика.
Существует довольно много конструкция патронов для нарезания резьбы но можно выделить основные.
На современных фрезерных станках существует два варианта нарезания резьбы метчиком:
А) Обычное резьбонарезание без синхронизации частоты вращения шпинделя с подачей по оси Z
Жесткое нарезание резьбы с синхронизацией частоты вращения шпинделя с подачей по оси Z
При первом варианте нарезания резьбы необходимо использовать специальные компенсирующие погрешность шага по оси Z патроны.
При втором варианте в теории использовать патроны с компенсацией не обязательно, для этого можно применять цанговые патроны с зажимом квадрата метчика четырьмя винтами


или использованием резиновых цанг

Для нарезания резьбы в глухих отверстиях необходимо использовать патроны с предохранительной муфтой, которая защищает оправку от превышения крутящего момента.
Так же используются оправки с быстросменным держателем, которые идут с набором патронов под каждый размер метчика. В таких оправках обычно предусмотрена осевая компенсация, но так же применяются и предохранительные муфты. Иногда предохранительная муфта предусмотрена в конструкции самого патрона цанги.


Для универсальных фрезерных станков предусмотрены патроны с реверсом, для вывода метчика из отверстия.
Фрезеровщик обязан знать тип и номер конуса гнезда шпинделя своего станка и крепительные размеры переднего конца шпинделя.
Размеры конуса гнезда шпинделя и крепительного фланца переднего конца шпинделя фрезерных станков стандартизованы ГОСТ 836-47, и поэтому концевые фрезы и фрезерные оправки, изготовленные со стандартным хвостовиком, подходят к этим станкам.
На рис. 59 изображен передний конец шпинделя фрезерных станков. Внутренний конус 2, в который вставляется хвостовик инструмента, сделан очень крутым. Вращение инструменту передается поводками 5, вставленными в пазы в торце шпинделя и привернутыми винтами. Инструмент, который насаживают непосредственно на крепительный фланец 1, центрируется цилиндрической заточкой переднего конца и крепится четырьмя винтами, вставляемыми в отверстия 4.
Закрепление насадных фрез. Насадные фрезы устанавливают на оправки, которые закрепляют в шпинделе станка.
На рис. 60 изображены оправки, имеющие конический хвостовик У, который соответствует коническому гнезду переднего конца шпинделя отечественных фрезерных станков и центрируется в нем. Выемки 2 во фланце оправки надеваются на поводки, вставленные в пазы на торце шпинделя.
Оправка, изображенная на рис. 60, а, предназначена для закрепления фрез, работающих при больших усилиях. Она имеет большую длину, позволяющую применять добавочную серьгу хобота. Оправка, изображенная на рис. 60, б, предназначена для более легких работ.

Оправки, изображенные на рис. 60, а и б, называются центровыми. Центровую оправку одним концом закрепляют в гнезде шпинделя станка, а другим поддерживают подшипником серьги хобота.

Оправка, изображенная на рис. 60, в, называется концевой, так как один конец ее закрепляется в гнезде шпинделя станка, а на другом конце устанавливается насадная фреза, которая работает вместе с оправкой, как концевая фреза.
Закрепление фрез на центровых оправках. На рис. 61 приведены различные случаи закрепления насадных фрез на центровых оправках. Конический хвостовик оправки входит в коническое отверстие 8 шпинделя, другой конец входит в подшипник 1 серьги.
На рис. 61, а показано крепление на оправке цилиндрической фрезы 5 с винтовыми зубьями. Фреза надевается на среднюю (рабочую) часть оправки и может быть установлена в любом месте оправки при помощи установочных колец 3, 4, 6 и 7. Эти кольца надеты на оправку так же, как фреза 5. Крайнее левое кольцо 7 торцом упирается в заплечик, имеющийся на оправке, а в крайнее правое кольцо 3 упирается гайка 2, навернутая на конец оправки.
На рис. 61, б показано крепление на оправке нескольких фрез вплотную одна к другой (набор фрез). Из чертежа видно, что ширина установочных колец здесь различна.
Нормальный набор установочных колец, прилагаемых к фрезерному станку, состоит из колец шириной от 1 до 50 мм, а именно: 1,0; 1,1; 1,2; 1,25; 1,3; 1,4; 1,5; 1,75; 2,0; 2,5; 3,0 3,25; 5,0; 6,0; 7,5; 8,0;* 10 20; 30; 40 и 50 мм.
При помощи установочных колец фрезы могут быть закреплены на определенном расстоянии друг от друга. На рис. 61, в показано крепление двух фрез на расстоянии А друг от друга. Расстояние это устанавливается посредством подбора колец потребной ширины.
Иногда, регулируя расстояние между фрезами на оправке, приходится ставить между установочными кольцами тонкие прокладки из алюминиевой или медной фольги и даже писчей или папиросной бумаги, так как, пользуясь имеющимися в наборе кольцами, нельзя получить необходимого расстояния между фрезами.
Фрезеровщик-новатор В. А. Горяинов сконструировал регулируемое установочное кольцо (рис. 62), которое позволяет быстро обеспечить требуемое расстояние между фрезами с точностью до 0,01 мм. Регулирование расстояния между фрезами 4 осуществляется поворотом с помощью ключа 5 регулируемого установочного кольца 6, имеющего лимб с делениями 0,01 мм. Предварительная установка фрез производится с помощью обычных установочных колец 3.

Фрезы малых диаметров, работающие при небольших усилиях, удерживаются от провертывания на оправке силами трения, возникающими между торцами фрезы и торцами колец вследствие затяжки гайкой. Но при тяжелых работах этого трения недостаточно, и фреза удерживается на оправке с помощью шпонки. По всей длине средней (рабочей) части оправки профрезерована шпоночная канавка, в ней крепится шпонка, на которую надевают фрезу. Кольца в этом случае также ставят на шпонку.
Диаметры отверстий в насадных фрезах и кольцах, равно как и наружные диаметры рабочей части фрезерных оправок, изготовляют только определенных размеров. На отечественных заводах приняты следующие диаметры оправок: 10, 13, 16, 22, 27, 32, 40 и 50 мм. Шпоночные канавки и шпонки также изготовляют определенных размеров, так что имеющиеся в инструментальной кладовой фрезы, оправки, кольца и шпонки одного номера обязательно подойдут друг к другу.
Фрезерные оправки не должны иметь биения, забоин и вмятин. На торцах колец не должно быть забоин и заусенцев. Торцы колец должны быть параллельны и перпендикулярны оси кольца.

Устанавливая фрезы, надо располагать их как можно ближе к переднему концу шпинделя станка, чтобы уменьшить нагрузку на оправку. Если по каким-либо причинам это не удается, то надо ставить добавочную серьгу, что разгружает фрезерную оправку. Порядок установки и закрепления фрезы на оправке и закрепления оправки в гнезде шпинделя станка подробно изложен при рассмотрении наладки станка.
Закрепление фрез на концевых оправках. Закрепление торцовых фрез и дисковых фрез, не требующих большого вылета, производится на концевых оправках.
На рис. 63 показана концевая оправка. Конический конец 1 вставляют в коническое гнездо шпинделя станка. Фрезу надевают на цилиндрическую часть оправки и затягивают винтом 3. Шпонка 2 предотвращает провертывание фрезы на оправке.
Закрепление фрез с коническим и цилиндрическим хвостовиком. Фрезы с коническим хвостовиком, размер которого совпадает с размерами конического гнезда шпинделя, вставляют хвостовиком в шпиндель и закрепляют в нем посредством затяжного винта (шомпола). Это самый простой способ закрепления фрезы как на горизонтально-, так и на вертикально-фрезерном станках.
Если размер конуса хвостовика фрезы меньше размера конуса гнезда шпинделя, то прибегают к переходным втулкам (рис. 64). Наружный конус такой втулки соответствует гнезду шпинделя станка, а внутренний конус — хвостовику фрезы. Переходную втулку с вставленной фрезой устанавливают в шпиндель и затягивают при помощи затяжного винта (шомпола).

Закрепление фрез с цилиндрическим хвостовиком производится при помощи патрона, изображенного на рис. 65. Фрезу вставляют в цилиндрическое отверстие разжимной цанги патрона 1 и закрепляют посредством гайки 2, расположенной на переднем конце патрона и охватывающей заплечиками разжимную втулку 3. Патрон с надетой фрезой устанавливают в шпиндель горизонтально- или вертикально-фрезерного станка и закрепляют затяжным винтом. Снятие фрезы производится после освобождения гайки 2.

Закрепление насадных фрез большого диаметра. Сборные торцовые фрезы диаметром 80 мм и выше изготовляют насадными.


Посадочные отверстия таких фрез выполняются коническими или цилиндрическими.
Фрезы с коническим посадочным отверстием (рис. 66, а) насаживают на конус 1 специальной фрезерной оправки (рис. 66, б) и при помощи вкладыша 2 и винта 3 закрепляют на ней. Вкладыш 2 входит в пазы 4, имеющиеся в корпусе фрезы. Крепление оправки с фрезой в коническом гнезде шпинделя производится затяжным винтом (шомполом) путем ввертывания его в резьбовое отверстие 5 оправки. Для предотвращения провертывания фрезерной оправки в конусном гнезде шпинделя оправка имеет два паза 5, входящие в сухари 3 на торце переднего конца шпинделя станка (см. рис. 59).
Фрезы с цилиндрическим посадочным отверстием (рис. 67) насаживают на цилиндрический конец 1 шпинделя (см. рис. 59) и крепят непосредственно к его торцу с помощью четырех винтов, входящих в соответствующие резьбовые отверстия конца шпинделя.
Цилиндрические фрезы устанавливаются на горизонтально-фрезерных станках при помощи центровых оправок. Центровая оправка состоит из хвостовика, шейки, рабочей части и резьбы.
Хвостовики оправок могут иметь коническую форму» с конусностью 7:24 для непосредственной установки в отверстие шпинделя или конус Морзе. В последнем случае оправки крепят на станке при помощи переходных втулок. Резьбовое отверстие служит для затяжки хвостовика в отверстие шпинделя шомполом.
На шейках оправок предусмотрены фланцы с прямоугольными пазами или две лыски, предназначенные для восприятия крутящего момента непосредственно от поводковых шпонок шпинделя станка или от торцового паза переходной втулки (см. рис. 1, размер S).
Цилиндрическая рабочая часть оправок выполняется соответственно стандартным диаметрам d посадочных отверстий фрез (13, 16, 22, 27, 32, 40 и 50 мм) и различной длины, что позволяет подбирать их в зависимости от условий выполняемых работ. Для передачи крутящего момента фрезе рабочая часть оправок снабжена длинной призматической шпонкой.
На резьбовой части оправок обычно нарезается левая метрическая резьба с мелким шагом. Благодаря этому уменьшается вероятность самоотвинчивания гайки во время работы, так как при наиболее часто употребляемом левом вращении шпинделя силы резания будут стремиться затянуть ее, усиливая тем самым крепление фрезы.
Центровые оправки комплектуются набором установочных колец различной ширины (1. 50 мм), которые позволяют располагать фрезу вдоль оправки на необходимом расстоянии от шпинделя,
При установке цилиндрической фрезы на станке (рис. 2) фреза 17 при помощи установочных колец 9, поддерживающей втулки 8 и гайки 1 закреплена на рабочей части центровой оправки. Хвостовик 13 оправки установлен в отверстие шпинделя 12 и затянут шомполом 14, снабженным для этой цели шестигранной головкой 16 и гайкой 15. Передача крутящего момента от шпинделя на оправку осуществляется поводковыми шпонками 10, которые входят в пазы фланца 11. Свободный конец оправки совместно с поддерживающей втулкой введен в отверстие подшипника 7 серьги 5. Для повышения износостойкости подшипник серьги изготовлен из бронзы и имеет форму втулки с наружным конусом и продольным разрезом, что позволяет периодически регулировать его (по мере износа) гайкой 2. В серьге предусмотрена фитильная смазка 6 подшипника, смотровой глазок 3 для контроля уровня масла и заливное отверстие 4.
Устанавливая цилиндрические фрезы на станке, необходимо соблюдать определенную последовательность действий:
1. Протереть ветошью оправку; конический участок отверстия шпинделя, установочные кольца, фрезу.
2. Установить хвостовик оправки в отверстие шпинделя так, чтобы поводковые шпонки последнего вошли в пазы фланца оправки.
3. Ввернуть шомпол в резьбовое отверстие хвостовика оправки и затянуть до отказа гайку 15 ключом (см. рис. 2). Чтобы шпиндель при этом не проворачивался, коробку скоростей станка следует настроить на наименьшую частоту вращения.
4. Надеть на рабочую часть оправки установочные кольца, поддерживающую втулку, фрезу. Слегка смазать резьбу оправки и навернуть на нее гайку. При этом необходимо учитывать, что для повышения жесткости и прочности крепления фрезы ее следует располагать на оправке возможно ближе к переднему концу шпинделя так, чтобы осевая составляющая силы сопротивления резанию P 0 (рис. 3) была направлена в его сторону. Последнее условие обеспечивается, если направления винтовых зубьев фрезы и вращения шпинделя разноименны. Поэтому при работе фрезами с правым направлением винтовых зубьев шпиндель должен иметь левое вращение (против хода часовой стрелки, если смотреть со стороны его заднего конца) (рис. 3, а) и, наоборот, для фрез с левым направлением винтовых зубьев оно должно быть правым (рис. 3, б).
5. Выдвинуть хобот на необходимую длину и закрепить его.
6. Установить серьгу па хобот и закрепить ее так, чтобы поддерживающая втулка или цапфа оправки вошла в подшипник серьги.
7. Закрепить фрезу, затянув до отказа гайку оправки ключом.
8. Проверить уровень масла в резервуаре серьги и при необходимости долить.
9. Проверить радиальное биение зубьев фрезы индикатором 1 (рис. 4). Для этого установить индикатор на стол станка так, чтобы его измерительный штифт 2 коснулся режущей кромки зуба фрезы с небольшим натягом (1. 2 мм по малой отсчетной шкале). Рукоятки коробки скоростей поставить в такое положение, чтобы шпиндель легко проворачивался. Вращая оправку вручную в направлении, обратном направлению резания, определить биение фрезы, которое не должно превышать 0,05 мм.
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Фрезерные станки предназначены для обработки наружных и внутренних плоских, цилиндрических и фасонных поверхностей, прямых и винтовых канавок, резьб, зубчатых колес и т.п.
Режущий инструмент — это фрезы: цилиндрические, торцовые, концевые, угловые, шпоночные, фасонные и пр. Виды работ, выполняемых фрезерованием, показаны на рис. 5.6.
При работе на фрезерных станках используют большое количество различных приспособлений, которые служат для установки инструмента и закрепления заготовок, а также для расширения технологических возможностей фрезерных станков.
Инструментальная оснастка . Фрезы закрепляют на оправках и в патронах, которые, в свою очередь, различным образом крепят в шпинделе станка.

На рис. 5.7 показана установка цилиндрической насадной фрезы на длинной оправке. Положение фрезы 6 на оправке 3 регулируется проставочными кольцами 5. Фреза и оправка связаны шпонкой 7. Конический хвостовик оправки, имеющий внутреннюю резьбу, вставляют в отверстие шпинделя 2 станка и затягивают шомполом 7. Для предотвращения проворачивания оправки, в шпиндель устанавливают сухари 4, которые входят в пазы шпинделя и фланца оправки. Свободный конец длинной оправки поддерживает подвеска 8, установленная на хоботе станка.

Торцовые насадные фрезы можно устанавливать на оправках или непосредственно на шпинделе станка (рис. 5.8). Фрезу 1 цилиндрическим пояском надевают на шпиндель 4 станка и притягивают винтами 3. Крутящий момент от шпинделя к фрезе передается торцовой шпонкой 2.
Концевые фрезы выпускают с коническим и цилиндрическим хвостовиками. Фрезы с коническим хвостовиком устанавливают в шпиндель станка, используя переходные втулки. Концевые фрезы с цилиндрическим хвостовиком закрепляют в патроне, который коническим хвостовиком вставляют в шпиндель станка. Конструкция одного из таких патронов показана на рис. 5.9. Фрезу 1 устанавливают в цангу 2 и гайкой 3 закрепляют в корпусе патрона 4.
В процессе работы на фрезерных станках много времени занимает затяжка шомпола при креплении инструмента. Для сокращения этих непроизводительных затрат применяют различные быстродействующие зажимные приспособления.
Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время.

Прихваты (рис. 5.10, а) используют для закрепления заготовок или каких-либо приспособлений непосредственно на столе станка с помощью болтов. Нередко один из концов прихвата 2 опирается на подставку 1 (рис. 5.10, б).
Если при обработке заготовок необходимо получить плоскости, расположенные под углом одна к другой, то применяют угловые плиты: обычные (рис. 5.11, а) и универсальные, допускающие поворот вокруг одной (рис. 5.11,б) или двух осей (рис. 5.11, в).
Машинные тиски могут быть простыми неповоротными (рис. 5.12, а), поворотными (поворот вокруг вертикальной оси, рис. 5.12, б), универсальными (поворот вокруг двух осей, рис. 5.12, в) и специальными (например, для закрепления валов, рис. 5.12, г): с ручным, пневматическим, гидравлическим или пневмогидравлическим приводом.

Столы для установки и закрепления заготовок бывают неповоротными (рис. 5.13, а) и поворотными (рис. 5.13, б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки уже готовые детали снимают и на их место устанавливают новые заготовки. Непрерывное вращение стола обеспечивает отдельный привод или привод станка.
Нередко на фрезерных станках (как и на токарных) для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые поводковые и цанговые патроны (рис. 5.14).

Значительного сокращения вспомогательного времени и повышения производительности труда при фрезеровании достигают благодаря применению механизированных и автоматизированных зажимных приспособлений, которые в условиях крупносерийного производства нередко используют вместе с загрузочными устройствами.

При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис. 5.15). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства.
Приспособления, расширяющие возможности фрезерных станков . Делительные головки используют в основном на консольных и широкоуниверсальных станках для закрепления заготовки и поворота ее на различные углы путем непрерывного или прерывистого вращения. В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Такие головки применяют при изготовлении многогранников, нарезании зубчатых колес и звездочек, прорезании пазов, шлиц и т. п.

По принципу действия делительные головки подразделяют на лимбовые (простые и универсальные), оптические, безлимбовые и с диском для непосредственного деления. Лимбовые делительные головки 2 применяют для выполнения всех видов работ (рис. 5.16).
Специальные приспособления, расширяющие технологические возможности фрезерных станков . Существуют две группы таких приспособлений:
- не изменяющие основное назначение фрезерного станка (дополнительные и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п.);
- в корне меняющие характер выполняемых работ (долбежные, сверлильные и шлифовальные головки).
Некоторые специальные быстросъемные приспособления, монтируемые на горизонтально-фрезерных станках, показаны на рис. 5.17.
Источник



