
- Статьи по ремонту
- Требования к заделке концов канатных строп
- Методы заделки канатных строп
- Способы заделки строп
- Как заделывают концы строп?
- Заделка каната (троса)
- Заделка концов стального каната троса
- 1. Опрессовка алюминиевыми втулками
- 2. Ручная заплетка (ручной заплет)
- 3. Использование канатных зажимов
- 4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
- 5. Запрессовка стальных фитингов
- Эффективность различных видов концевой заделки троса/каната
- Как выполняется соединение концов стальных канатных стропов
- Технология заплетки
- Технология опрессовки втулкой
- Временные соединения
Статьи по ремонту
Требования к заделке концов канатных строп
Стропы могут быть канатными, цепными и текстильными. У каждого вида строп — свое предназначение, особенности и ограничения использования. Так, текстильные стропы устойчивы к резким перепадам температур и наиболее безопасны в эксплуатации. Цепные стропы — единственный вариант для «горячих» производств, на которых подъем и перемещение грузов другими видами строп невозможен.
Канатные стропы — самый популярный вид строп, применяемый в разных отраслях промышленности для транспортировки тяжеловесных грузов. Законодательством предусмотрены требования к прочности и безопасности строп, поэтому заделка концов каната — важный элемент производства. Самая распространенная проблема при использовании канатных строп — это появление острых выступающих концов проволок в местах заделки. Такие проблемы обычно возникают при неправильной технологии производства. Однако проблема может возникнуть и в процессе эксплуатации: при перегрузе или механическом повреждении. Поэтому важно уделить внимание вопросу правильной заделки концов канатных строп.
Методы заделки канатных строп

В месте сопряжения стропа с грузозахватом делается петля, которую можно зафиксировать двумя основными способами: опрессовкой и заплеткой.
Заделка концов каната может проводиться двумя способами:
- опрессовка. Для опрессовки применяют либо алюминиевые, либо стальные втулки;
- заплетка. Для заплетки распущенный конец каната вплетают в нераспущенный.
Обязательное требование — поверхность втулки для опрессовки должна быть идеально ровной: без вмятин, выбоин, любых дефектов. Если после опрессовки на втулке из алюминия появились вмятины, трещины, которые занимают площадь свыше трети от толщины стенки втулки, такой строп бракуется. Конец каната после опрессовки по ГОСТу должен выступать максимум на 2 мм, на практике обычно этот показатель равен 1,5 мм.
Алюминиевые втулки могут иметь разную форму — цилиндрическую, закругленную, овальную. Наиболее оптимальный с точки зрения безопасности вариант — овальная втулка: полностью скрывает концы каната, обеспечивая полную безопасность при его эксплуатации. Конец каната после обрезки обматывают проволокой, чтобы избежать раскручивания. Правильная обвязка — с помощью проволок, у которых низкий предел прочности на растяжение. Площадь перекрытия зависит от диаметра каната. После заплетки стропу осматривают: если будут найдены разрывы проволоки, коррозия, выскользнувшие пряди вокруг зоны заплетки — такая стропа бракуется. Для образования петли иногда применяют зажимы — их должно быть не меньше трех. Однако стропы с зажимами неудобны в эксплуатации. Когда формируется петля методом заплетки, канат делят на пряди, каждая из которых требует обработки. Пряди вплетаются в нераспущенную часть каната, закрепляются. Помимо указанных способов заделки концов стропа используют обмотку места заплета специальной изолентой. Среди современных методов можно назвать заделку термоусадочной трубкой. Такая трубка меняет свой диаметр под воздействием температуры, охватывая предмет при усадке. Таким образом, обеспечивается защита концов стропа. Иногда используют такой способ заделки концов канатных строп, как заливка полимерным составом. Технология пока не нашла широкого применения, однако ее достоинство в том, что полимерный состав проникает в структуру каната и хорошо фиксирует короб.
Главная задача любого способа заделки концов канатных строп — обеспечить безопасную эксплуатацию строп при допустимых нагрузках. При этом запрещено превышать номинальную грузоподъемность строп, поскольку это приведет к повреждению защиты и может создать травмоопасную ситуацию. Поэтому важно проводить осмотр строп, выбраковывать те, которые не соответствуют требованиям законодательства к качеству и безопасности.
Источник
Способы заделки строп
Главной функцией канатных строп является обеспечение удобной, быстрой, а главное надежной фиксации груза перед его подъемом и перемещением. Устройство представляет собой грузоподъемное приспособление, состоящее из подвесного звена, отрезка гибкого стального каната с различными окончаниями (крюк, захват, скобы). Концы троса всегда заделываются одним из определенных методов. Канатные стропы исполняются в петлевом или кольцевом виде.
Как заделывают концы строп?
Заделка концов канатного троса чаще всего осуществляется двумя основными способами: заплетка или опрессовка втулкой.
- Заплетка.

Первый метод состоит в том, что свободный конец троса необходимо распустить на пряди, а затем вплести их в основной канат. Это делается строго по определенной технологии.
Сначала отрезают канат необходимой длины с учетом припуска для заплетки от 0,5 до 3 м, который зависит от размеров троса и петли. Свободный конец в определенном месте обвязывают тонкой проволокой и до нее расплетают тело каната. Окончания прядей нужно обязательно обмотать либо изолентой, либо такой же проволокой. Затем из троса образуют петлю, которую фиксируют в зажиме таким способом, чтобы с одной стороны был распущенный конец, а с другой – тело рабочего каната. Мягкий сердечник каната отрезается возле зажима.
Если используется коуш, то сначала в него вставляется петля. Коуш закрепляется вязальной проволокой или с помощью коушедержателя. И только затем распускаются пряди свободного окончания. Мягкий сердечник троса отрезают прямо возле коуша.
После этого жесткий сердечник и первая прядь вплетаются в тело основного стропа. Остальные пряди распределяются между прядями рабочего троса, а затем начинается заплетка. Ее процесс состоит в том, чтобы продеть пряди из свободного конца через одну прядь против свивки, а затем под две пряди в направлении свивки рабочего троса. - Опрессовка втулкой.
Для этого метода используют дополнительную деталь – втулку из алюминия или стали с овальным сечением. Элемент надевают на ветку троса, который создает петлю, таким способом, чтобы конец ветви выступал из втулки не меньше чем на 0,2 см (после опрессовки). Подготовленный трос вместе с втулкой располагают под прессом и путем сдавливания пуансоном получают круглое сечение детали. Это необходимое условие правильной заделки концов, чтобы все пряди каната крепко соединились друг с другом и образовали однородное сечение. Такой способ заделки применим и для кольцевых видов строп.


Кроме указанных методов заделывают концы строп и другими способами:
- Винтовые зажимы. Количество деталей – не меньше трех, а расстояние от одного до другого должно быть равно 6 диаметрам троса. Перемычка зажима располагается на той стороне каната, которая несет нагрузку. Но при таком способе нужно завернуть значительную длину свободного конца стропа, чтобы зафиксировать на нем нужное количество зажимов.
- Коуш-зажимы также служат для формирования петли, но на канатах диметром не более 16 мм. Изделия облегчают заделку троса, быстро формируют концы, которые огибают коуш и соединяются у основания устройства, а затем стягиваются болтами.
- Вантовые крепления. Специальный стакан нагревают примерно до 300 градусов и заливают вместе с концами каната чистым цинком и сплавом различных металлов. При таком способе образуется монолитный элемент высокой прочности.
- Клиновые зажимы. Эти изделия дают возможность произвести быструю разборку или сборку соединения при необходимости. Такие приспособления представляют собой гильзу, внутри которой между прядями троса размещают вкладыш-клин. Надежность службы зажима зависит от угла клина и от величины трения между тросом и составляющими зажимающего приспособления.
ООО «Грузоподъемсервис» предлагает качественное оборудование для заделки концов канатного троса. Вся продукция сертифицирована и прошла соответствующие испытания, имеет гарантию от производителя.
Заказать детали можно по телефонам в г. Минске: +375 (17) 510-23-64 и +375 (17) 510-23-65. Также наши специалисты помогут определиться с выбором способа заделки канатов и ответят на любые возникшие вопросы.
Источник
Заделка каната (троса)
Заделка концов стального каната троса
Заделка концов троса/каната необходима для создания петли, ушка и т.п. для подвешивания к нему груза либо закрепления троса на подъемном оборудовании.
Представляем самые распространенные виды заделок:
1. Опрессовка алюминиевыми втулками
Концевая заделка каната методом опрессовки — удобный и эргономичный способ заделки каната с высокой степенью эффективности.
Чаще всего применяется при изготовлении канатных стропов.

Не рекомендуется применять в случае эксплуатации при температуре выше 100С
2. Ручная заплетка (ручной заплет)
Заделка концов каната методом заплетки — традиционный способ заделки каната, при котором конец каната фиксируется путем переплетения прядей каната после формирования петли.

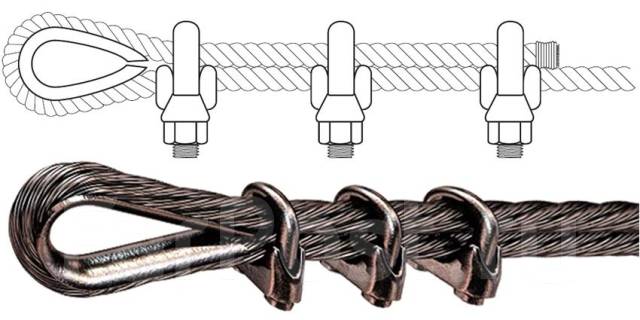
3. Использование канатных зажимов
Заделка каната винтовыми зажимами — самы простой и доступный из видов заделки.

Для обеспечения максимальной эффективности данного способа заделки каната, воспользуйтесь этими советами:
— правильно расположите зажимы
— установите зажимы так, чтобы расстояние между двумя зажимами составляло 1,5-3 (максимум) ширины перемычки
— затягивайте зажимы до нужного усилия затяжки с помощью ключа
4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
Заделка концов каната с помощью фиксирования (заливки) муфт (сокетов) легкоплавким металлом или полимерной композицией (канат вставляется в муфту и ) — является наиболее прочным, но трудоемким и дорогим способом заделки концов каната.

5. Запрессовка стальных фитингов
Заделка концов каната запрессовкой стальных фитингов — это соединения стального каната и стального фитинга различной формы с применением специальных приспособлений и прессов высокой мощности. Фитинг изготавливается из специальной стали способной выдержать прилагаемые к нему нагрузки.

Эффективность различных видов концевой заделки троса/каната
Эксплуатационная эффективность концевой заделки каната это отношение разрывного усилия каната (R) к нагрузке, при которой ломается заделка.
На таблице ниже наглядно продемонстрирована эксплуатационная эффективность наиболее часто используемых концевых фитингов.
Следующее выражение применяется для расчёта фактического разрывного усилия концевой заделки:
R = разрывное усилие каната в Н
Reff. = фактическое разрывное усилие концевой заделки в Н
a = степень эффективности (коэффициент эффективности)
Источник
Как выполняется соединение концов стальных канатных стропов
Изготовление канатных строп подразумевает использование нескольких способов заделки концов каната. Чаще всего производители используют наиболее простые методы, которые заключаются в применении заплетки и опрессовки при помощи специальной втулки.
| Тип соединения | Пример | Диаметр каната | Коэффициент эффективности |
|---|---|---|---|
| U-образные зажимы | 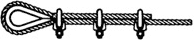 | Все | 0.8 |
| Алюминевая втулка Стальная втулка | 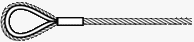 | Все | 0.9 |
| Ручная заплетка | 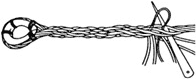 | ≤ 60 | 0.8 |
| Муфта с заливкой | 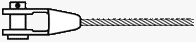 | Все | 1 |
| Запрессовка стальных фитингов |  | Все | 0.9 |
| Клиновая ≤ Н/мм 2 2 |  | Все | 0.85 0.80 |
Технология заплетки
Если петля на конце канатного стропа изготавливается методом заплетки, то предварительно концы изделия распускают, после чего получившиеся пряди вплетают непосредственно в сам канат. В данном случае нужно методично прокалывать канат. Число проколов зависит от характеристик изделия, в частности, от диаметра стропа:
- если диаметр меньше 0,15 см, то канат прокалывают в четырех точках;
- если окружность изделия от 0,15 до 0,28 мм, то строп прокалывают в пяти точках;
- при окружности каната от 0,28 до 0,6 см выполняют шесть и более проколов.
Все операции по заделке концов каната происходят в ручном режиме при помощи специального станка. Когда заплетаются концы канатов крупного сечения, то для упрощения и ускорения операций используется оборудование с гидравлическим приводом.
Технология опрессовки втулкой

Соединение концов каната путем опрессовки проводится с применением вспомогательного элемента – цилиндрической втулки, которая выполняется из сплава алюминия. Процедура достаточно простая и состоит в том, чтобы продеть канатную ветвь через отверстие втулки, создав таким образом петлю. На завершающем этапе заготовку помещают под пресс, чтобы сдавить втулку и тем самым обеспечить надежную фиксацию концов каната.
Чтобы продлить эксплуатационный ресурс канатных стропов, защитить петли от перетирания, скручивания, деформаций, дополнительно применяется стальной коуш. Он подбирается в соответствии с диаметром канатной стропы.
Временные соединения
Для создания временных соединений при невысокой нагрузке на канат допускается использовать специальные винтовые зажимы. Количество зажимов выбирают в зависимости от типа стропа, но для надежного соединения их потребуется не менее трех штук. Они располагаются последовательно, шаг между зажимами рассчитывается таким образом, чтобы расстояние между ними было не менее шести диаметров каната стропа. Перемычку зажимной скобы всегда размещают так, чтобы она находилась на той стороне, которая несет на себе основную нагрузку.
Компания «КАСКАД» реализует широкий ассортимент канатных стропов, а также предлагает различные варианты зажимов для соединения их концов. Заказывайте нужные варианты с доставкой по Москве и в остальные города России.
В производственном объединении КАСКАД можно купить стропы:
Источник



