
- Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
- Обратноступенчатый способ сварки: суть и назначение
- Классификация швов в зависимости от длины
- Способы выполнения сварочных швов различной длины
- Способ выполнения швов различной длины
- Способы сварки швов различной протяженности и большой толщины
- Pereosnastka.ru
- Обработка дерева и металла
- Презентация по МДК на тему «Способы сварки швов различной длины»
- Охрана труда
- Библиотечно-библиографические и информационные знания в педагогическом процессе
- Охрана труда
- Оставьте свой комментарий
- Безлимитный доступ к занятиям с онлайн-репетиторами
- Подарочные сертификаты
Обратноступенчатая сварка — шаг за шагом в обратном направлении. Классификация швов и способы их выполнения в зависимости от длины
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий» классифицирует: сварка обратноступенчатым методом – это сварка, при которой шов выполняется следующими друг за другом участками в направлении, противоположном общему приращению шва.
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.
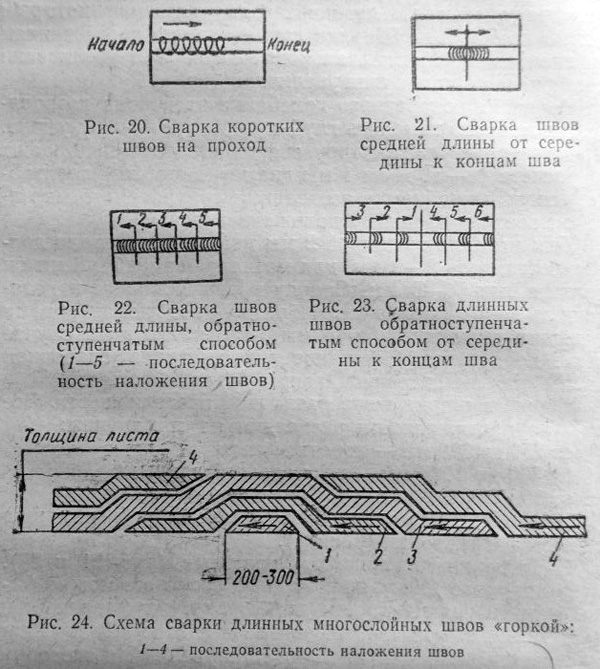
При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм. Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
 Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Способы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Источник
Способ выполнения швов различной длины

Способы сварки швов различной протяженности и большой толщины
 Сварочные швы разделяют по такой характеристике, как протяженность.
Сварочные швы разделяют по такой характеристике, как протяженность.
В этом плане, все швы можно разделить на три отдельные группы. Таким образом, имеем:
- короткие швы, протяженностью 250-300 мм;
- швы средней длины, протяженность которых составляет 300-1000 мм;
- длинные швы, длина которых составляет 1000 мм и более.
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение. То есть, на тех участках, где необходимо сварить трубы или цистерны большого диаметра, длины и так далее. Например, это также может быть сфера судостроения. В таких случаях, сварка проходит, как правило, вразбивку, при помощи обратноступенчатого способа.
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
Источник
Pereosnastka.ru
Обработка дерева и металла
Сварные швы по протяженности делят на три группы. Протяженность сварных швов имеет большое значение для выбора порядка их выполнения.
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном предыдущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Такой порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление.
Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов. При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки. Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Швы большой протяженности сваривают обратноступенчатым способом от середины к краям. Если сварку выполняет один сварщик, то он накладывает швы в очередности, показанной на рис. 1 в.
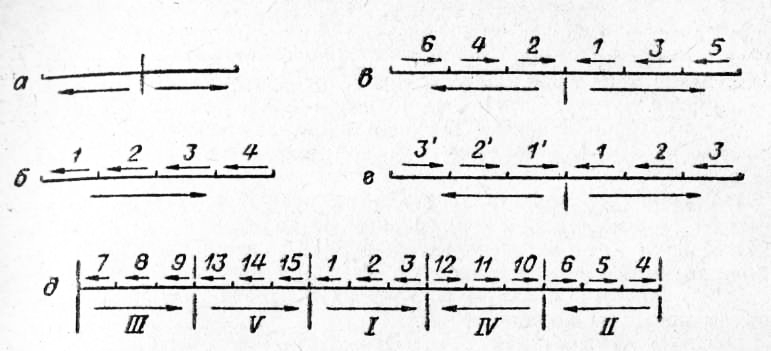
Рис. 1. Сварка швов различной протяженности:
а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обрагно-ступенчатым способом от середины к краям шва вразбивку
Способ, показанный на рис. 60 д, предпочтителен, называется он так: обратноступенчатый способ сварки от середины к краям шва вразбивку. Если сварку выполняют два сварщика, то они накладывают швы в очередности, показанной на рис. 1 г.
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.
Источник
Презентация по МДК на тему «Способы сварки швов различной длины»


Описание презентации по отдельным слайдам:
МДК 02.01 Техника и технология ручной дуговой сварки (наплавки, резки) покрытыми электродами Преподаватель Романенко А.И. Техника наплавки швов и технология ручной дуговой сварки. Тема
Способы сварки швов различной длины Тема урока:
Изучаемые вопросы: Сварные швы по протяженности делят на три группы: Протяженность сварных швов имеет большое значение для выбора порядка их выполнения. Короткие – до 250-300 мм Средние – от 300 до 1000 мм Длинные – свыше 1000 мм
Короткие швы сваривают способом «на проход», т. е. непрерывным движением дуги от одного конца шва к другому в одном направлении. При многослойной сварке каждый последующий слой накладывают в направлении, противоположном преды-дущему.
Швы средней длины сваривают от середины шва к краям, либо обратноступенчатым способом. Работает один сварщик Работают два сварщика
Обратноступенчатый порядок наложения швов уменьшает внутренние напряжения и деформации. Деформации, возникающие при наложении двух соседних коротких швов, имеют противоположное направление. Обратноступенчатый способ сварки заключается в том, что весь шов разбивают на участки длиной 200—300 мм (ступени). Длину участка выбирают такой, чтобы провести сварку целым числом электродов.
При сварке тонкого металла участки делают короче, при сварке более толстого — длиннее. Сварку каждого участка (ступени) ведут в направлении, обратном общему направлению сварки.
Обратноступенчатый способ сварки имеет несколько разновидностей. Швы средней длины сваривают обратноступенчатым способом от одного конца шва к другому. Сварка каждой ступени производится в направлении предыдущего сваренного участка таким образом, что конец каждой ступени сваривают с началом предыдущей.
Длинные швы сваривают обратноступенчатым способом от середины к краям или обратноступенчатым вразброс. Работает один сварщик Работают два сварщика
При сварке обратноступенчатый способом многослойных швов концы участков (ступеней) в смежных слоях не должны совпадать, и их необходимо сдвигать на 15—20 мм, Это делают потому, что в точках начала и конца швов наиболее вероятно появление дефектов (непроваров, шлаковых включений). Каждый последующий слой следует выполнять в направлении, противоположном предыдущему.

Курс повышения квалификации
Охрана труда
- Сейчас обучается 94 человека из 45 регионов
Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- Сейчас обучается 344 человека из 67 регионов
Курс профессиональной переподготовки
Охрана труда
- Сейчас обучается 175 человек из 48 регионов
Ищем педагогов в команду «Инфоурок»

Номер материала: ДБ-1506869
Международная дистанционная олимпиада Осень 2021
Не нашли то что искали?
Вам будут интересны эти курсы:
Оставьте свой комментарий
Авторизуйтесь, чтобы задавать вопросы.
Безлимитный доступ к занятиям с онлайн-репетиторами
Выгоднее, чем оплачивать каждое занятие отдельно


В Минпросвещения предложили организовать телемосты для школьников России и Узбекистана
Время чтения: 1 минута
Минпросвещения будет стремиться к унификации школьных учебников в России
Время чтения: 1 минута
Путин попросил привлекать родителей к капремонту школ на всех этапах
Время чтения: 1 минута
Шойгу предложил включить географию в число вступительных экзаменов в вузы
Время чтения: 1 минута
В Москве запустили онлайн-проект по борьбе со школьным буллингом
Время чтения: 2 минуты
В Пензенской области запустят проект по снижению административной нагрузки на учителей
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Источник



