
Технология сварки многослойных швов




![]()
![]()
Многослойные швы чаще применяются для стыковых соединений(швов). При сварке многослойных швов применяются разделка U-образная и Х-образная. Многослойный многопроходной двухсторонний шов чаще применяются для угловых и тавровых швов. Для равномерного прогрева металла по всей длине шва накладывают горкой и блоками (секциями).
Второй слой накладывают по не остывшему первому, после отбивания(зачистки) шлака накладывают в противоположном направлении. Подварочный шов варят с диаметром электрода меньше чем при сварке облицовочного шва. Перед подваркой корень шва зачищают.
При накладном методешов разбивают на участки по 200мм. Каждый последующий слой накладывают на не успевший остыть металл предыдущего слоя,
Сварка «горкой»— ведется 2-мя сварщиками одновременно от середины к краям, обратно ступенчатой сваркой.
При сварке блоками(секциями)шов заполняется отдельными ступенями по всей высоте шва. Этот метод применяется для сталей, заканчивающихся при сварке.
3.Кристаллическое строение металлов. Изменение решетки в зависимости от температуры. Влияние кристаллического строения на свойства металла.
Все металлы являются кристаллическими телами, имеющими определенный тип кристаллической решетки, состоящей из малоподвижных положительно заряженных ионов, между которыми движутся свободные электроны (так называемый электронный газ). Такой тип структуры называется металлической связью.
Строение кристаллической решетки может иметь разные формы. Это зависит от температуры плавления, охлаждения (на воздухе, при закалке в масле или воде, медленное охлаждение) и от количества углерода, легирующих элементов.
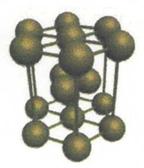
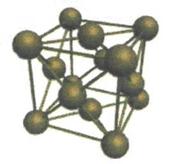
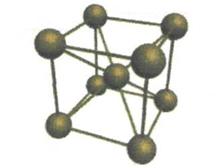
Рис. Виды кристаллических решеток
Основные виды кристаллических решеток металлов:
а) объемно- центрированная кубическая;
б) гранецентрированная кубическая;
в) гексагональная плотноупакованная.
Кристаллические решетки металла могут изменяться в зависимости от изменения температуры металла и изменять механические и технологические свойства металла. На этом явлении основаны процессы термообработки металлов. Металл нагревается до температуры начала превращений в металле, выдерживается при этой температуре до окончания превращений и охлаждается.
Источник
ОСОБЕННОСТИ СТРУКТУРЫ СВАРНЫХ СОЕДИНЕНИЙ, ВЫПОЛНЕННЫХ МНОГОСЛОЙНЫМИ ШВАМИ
При сварке металла большой толщины обычно швы выполняют многослойными. В этом случае выполнение каждого последующего валика (слоя) приводит к дополнительному тепловому воздействию термического цикла сварки как на металл ранее выполненных слоев

 шва, так и на металл околошовной зоны. В результате такого воздействия и металл предыдущих валиков, и металл околошовных зон могут изменить свою структуру (главным образом в сторону получения более равновесных структур), а следовательно, и свойства. Степень этого влияния определяется соответствующим термическим воздействием (максимальная температура нагрева, скорость охлаждения и пр.) при выполнении последующих валиков и зависит от расстояния определенного объема металла от границы сплавленид выполняемого валика, способа сварки и погонной энергии.
шва, так и на металл околошовной зоны. В результате такого воздействия и металл предыдущих валиков, и металл околошовных зон могут изменить свою структуру (главным образом в сторону получения более равновесных структур), а следовательно, и свойства. Степень этого влияния определяется соответствующим термическим воздействием (максимальная температура нагрева, скорость охлаждения и пр.) при выполнении последующих валиков и зависит от расстояния определенного объема металла от границы сплавленид выполняемого валика, способа сварки и погонной энергии.
Схематически в простейшем случае выполнения стыкового шва в два прохода характер дополнительного термического воздействия сварки второго слоя (//) на металл шва первого слоя (/) и зону термического влияния основного металла от первого слоя показан на рис. VII. 18.
Выберем в металле шва первого слоя некоторую точку /ив зоне термического влияния первого слои точку / термическое воздействие на которые при сварке одинаково и характеризуется изменением температуры во времени зависимостью / на рис. VII.18, б. Пусть свариваемый металл и шов представляют собой стали с критической температурой Л4 ниже максимальной температуры вторичного нагрева по циклу /. Тогда при выполнении второго слоя шва металлы первого шва if околошовной зоны в рассматриваемом объеме будут переходить в состояние аустенита, который при последующем охлаждении распадается. Как указывалось в § 49, конечная структура металла при таком термическом цикле определяется его химическим составом.
Если свариваемая сталь закаливается при рассмотренном режиме сварки, то весь участок зоны термического влияния первого слоя шва, который и при сварке второго слоя нагревается выше АСй, вновь после охлаждения будет закален. Для металла шва, который обычно содержит меньше углерода, чем основной металл, режим дополнительного термического воздействия по кривой / (рис. VII. 18, б) может не приводить к закалке, а являться термической обработкой типа нормализации. В этом случае структура металла шва во всей
зоне, нагревавшейся выше Л^, получается улучшенной, мелкозернистой.
 |  |
Соответствующие объемы первого шва и околошовной зоны первого слоя, отмеченные точками 2 и 2‘ на рис, VII. 18, а, нагревались при сварке второго слоя ниже температуры АСл (кривая 2 на рис. VII. 18, б). Такое термическое воздействие для закаленной зоны термического влияния отвечает отпуску. Степень отпуска снижается
по мере удаления от границы сплавления второго слоя шва. Зоны металла шва первого слоя, нагревавшиеся по режиму, изображенному кривой 2, в том случае, если шов не был закален, практически своей структуры не меняют, хотя литой металл может несколько повысить при этом свою пластичность. Нагрев до температур много ниже критической никакого влияния на структуру и свойства такого металла шва не оказывает.
По подобной схеме осуществляется дополнительное воздействие и при выполнении многослойных швов, когда заполнение разделки металлом производится во много слоев (валиков).
Общая схема заполнения стыкового шва с V-образной разделкой по сварке показана на рис. VII. 19, о. Рассмотрим две области ь зоне термического влияния, отмеченные точками 1 и 2.
Наиболее сложным является термическое воздействие на объемы металла, соответствующие точке /. Если свариваемый металл представляет собой закаливающуюся сталь, то при сварке корневого валика / эта часть металла попадает в зону, нагревающуюся выше АСя (очерчена штриховой линией /’), и в результате последующего охлаждения закалится. При наложении валика // металл этого участка зоны термического влияния вторично нагревается выше АСи (зона такого нагрева очерчена штриховой линией //’) и вторично закалится.
В результате нагрева этой зоны при сварке валика III максимальная температура нагрева будет ниже АСя (точка / находится за пределами штриховой линии ///’, характеризующей достижение критической температуры превращения Fec->FeY), но все же достаточно высокой (см. участок кривой /// на рис. VII. 19, б). При этом закаленный металл нагревается до температуры высокого отпуска и его структура после охлаждения может в основном характеризоваться сорбитом отпуска. Последующие воздействия тепла на эту зону при сварке валиков IV, V (и других) нагревают металл в точке I до еще более низких температур. Их воздействие на структуру и свойства рассмотренного участка зоны термического влияния практически ничтожно. Общая схема термического цикла точки / при выполнении сварки многослойного шва показана на рис VII. 19, б.
Более простым является термическое воздействие сварки на зоны металла, отмеченные точкой 2. Этот объем металла нагревается выше АСя только при сварке валика V. Если этот валик выполняется последним, то в такой зоне сварного соединения металл так и остается закаленным. При наложении еще одного валика, например VI, даже если он не нужен по запроектированному сечению шва, то можно его так расположить по отношению к границе сплавления валика V с основным металлом, что в зоне 2 будут при этом достигаться температуры отпуска, т. е. термический цикл воздействия на эту зону будет соответствовать показанному на рис. VII . 19, в. Такой технологический прием улучшения структуры околошовной зоны носит название сварки с отжигающим валиком.
При сварке многослойных швов происходит также и обработка металла ранее выполненных валиков, аналогично рассмотренному в примере с двухслойным швом. Для того чтобы степень улучшения структуры металла шва была бы достаточно полной, необходимо, чтобы при сварке последующего валика предыдущий прогревался почти целиком (на все сечение) до температур выше Av Это возможно только при определенном согласовании сечения предыдущего валика и режима сварки последующего. Так, если предыдущий валик имеет очень большое сечение (главным образом высоту) и при сварке последующего валика его частичное расплавление и прогрев до температуры АСя захватит только относительно небольшую часть сечения, то и улучшение структуры произойдет только в некоторой части по его высоте. Более отдаленные зоны (расположенные в нижней части предыдущего валика) прогреваются до невысоких температур и их улучшение не наступит или будет незначительным. При дуговой сварке плавящимся электродом и количество наплавляемого сечения валика и температурное поле в свариваемом изделии определяются режимом сварки и возможно нахождение такою согласования режимов сварки предыдущих и последующих валиков, при которых улучшение структуры наиболее заметно.
При рассмотрении предыдущих примеров считалось, что к наложению последующего слоя металлы свариваемого изделия и предыдущего валика уже успевали остыть до исходной, например комнатной, температуры, что и указывалось на схематическом изображении
термических циклов достижением начальной температуры после каждого нагрева. Такой характер изменения температуры наблюдается при сварке длинных швов, когда выполнение последующего слоя шва происходит со значительным сдвигом во времени по сравнению с предыдущим.
В ряде случаев при сварке коротких швов или при технологической разбивке длинных швов на наиболее короткие участки воз

можно выполнение последующего валика, пока еще изделие и предыдущий валик не остыли Тогда последующий шов (валик, слой) выполняется как бы по предварительно подогретому металлу. При сварке по нагретому металлу при том же режиме, как и по ненагретому, глубина проплавления и ширина зон, нагреваемых выше любой заданной температуры (например, /4Сз), увеличиваются.
Схематически термические циклы при многослойной сварке короткими участками для характерных случаев, отвечающих рассмотренному ранее рис. VII.19, приведены на рис. VI 1.20 (а — вблизи корня шва; б — вблизи поверхности шва). Нагрев от тепловой волны последующего валика может быть получен на различном участке ветви охлаждения. Это зависит, кроме погонной энергии при сварке предыдущего слоя и условий теплоотвода, также и от длины участка шва, после выполнения которого начинается нагрев от выполнения последующего слоя.
Для ручной дуговой сварки, если осуществлять нагрев следующей тепловой волной, когда металл предыдущего слоя не охладился ниже какой-то выбранной температуры Ть, длина участка шва I, обеспечивающего выполнение этого условия, определяется формулой
Источник
Большая Энциклопедия Нефти и Газа
Многослойный шов
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва ( I-1V на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков ( 7 — 5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке. [2]
Швы многослойного шва выполняют, как правило, электродами одного диаметра при одинаковой силе тока. [3]
Металл многослойного шва , особенно при сварке покрытыми электродами, обладает более низкой критической температурой перехода в хрупкое состояние, чем металл однослойного шва. Это связано в основном с измельчением структуры металла шва под воздействием теплоты, выделяемой при наложении последующих слоев. Термическое воздействие повторного нагрева сходно с воздействием, оказываемым нормализацией. [4]
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке. [5]
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность. [6]
Первый слой многослойного шва не проковывают, так как в нем от ударов могут возникнуть трещины. [8]
Важным элементом многослойного шва является подварочный шов, который выполняют после тщательной зачистки или даже удаления части корневого шва, где наиболее вероятно скопление дефектов. Это делают с помощью рубильного молотка крейц-мейеелем путем вышлифовки абразивным кругом или выплавкой воздушно-дуговым резаком. Качественное выполнение подварочного шва во многом обеспечивает прочность всего сварочного соединения. [9]
Медленно охладившийся металл многослойного шва , подвергавшийся тепловому воздействию при наложении последующих слоев. [11]
При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки. [12]
Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности, В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз — сварка на спуск. По удобству и легкости выполнения самое лучшее положение — это Л и Н, затем положения усложняются в таком — порядке: Пв, Пг, В, Г, Пп и П, последние два — самые трудные для выполнения, их следует избегать. [14]
Кроме того, металл многослойного шва будет всегда неоднородным, так как его слои, примыкающие к основному металлу иного состава, чем наплавленный, будут разбавляться за счет неизбежного при сварке проплавления. При этом рядом с зоной сплавления могут быть получены хрупкие прослойки. Последние могут явиться причиной разрушений типа отколов в сварных конструкциях из закаливающихся сталей с большой толщиной свариваемых элементов. [15]
Источник



