
- Возбуждение сварочной дуги
- Возбуждение сварочной дуги:
- Что такое пневмоподжиг
- Виды поджига дуги в плазморезах
- Как устроен пневмоподжиг
- Зажигание (возбуждение) и горение электрической дуги
- Читайте также
- Психомоторное возбуждение
- Защита зрения и открытой поверхности кожи от лучей электрической дуги
- Горение
- ВОЗБУЖДЕНИЕ ДУГИ И ЕЕ ЗОНЫ
- Плазменная резка. Как выбрать то, что нужно именно Вам?
Возбуждение сварочной дуги
Основными способами возбуждения сварочной дуги являются следующие:
1) возбуждение сварочной дуги разведением электродов (после их соприкосновения );
Еще страницы к теме
Возбуждение сварочной дуги:
2) возбуждение сварочной дуги дополнительным импульсом высокого напряжения и высокой частоты (от осциллятора); кроме того, возможны и другие способы (дополнительной дугой, промежуточнойвставкой и т. д.).
Механизм возбуждения дуги после короткого замыкания связан с тем, что соприкосновение реальных твердых тел при небольшом давлении происходит, как известно, небольшим числом микровыступов. Проходящий через них ток вызывает быстрый нагрев и испарение контактных мостиков, в результате которого возникают два важных для возбуждения дуги процесса.
1) Основания испарившихся выступов разогреваются до температуры кипения, что на некоторых металлах приводит к термоэлектронной эмиссии.
2) После нарушения металлического контакта электроды можно рассматривать как обкладки конденсатора, удаляющиеся друг от друга.
Л. А. Сена рассмотрел задачу о напряженности поля Е между обкладками такого конденсатора при заряде его от источника с напряжением U0 через сопротивление R в условиях перемещения пластин, площадью S, с ускорением а. Им показано, что величина Е имеет максимум, определяемый выражением

В сварочных цепях U0 ≈ 50 в; R ≤ 1 ом, поэтому, приняв площадь микронеровностей S = 1 * 10 -6 см 2 и а ≤ 1 * 10 6 см/сек 2 , получим Еmax ≥ 1,5 * 10 12 в/см. Эта напряженность больше, чем достаточна для мощной электростатической эмиссии электронов из любого катода.
Таким образом, оба описанных процесса приводят к появлению в разрядном промежутке свободных электронов. Сталкиваясь с атомами газа, они вызывают их ионизацию, размножение носителей тока и дальнейшее развитие разряда. В случае возбуждения дуги высокочастотным напряжением можно представить ее развитие через стадии лавинного и тлеющего разрядов, переходящих по мере роста тока в дуговой.
Высокочастотное поле устраняет направленное движение лавин, что приводит к увеличению времени пребывания зарядов в разрядном промежутке и числа актов ионизации на каждый заряд. Для изучения сварочных дуг с неустойчивыми параметрами важно знать время формирования установившейся дуги. М. Н. Соболев, осциллографируя разряд конденсатора на промежуток между медными электродами в воздухе, показал, что напряжение разряда становится типично дуговым и установившимся по истечении 1 * 10 -8 сек от его начала.
Основываясь на балансе энергии активных пятен разряда на медных электродах, Сомервилл Д. М. показал возможность испарения меди за 1,5 * 10 -5 сек существования разряда. Экспериментально пары цинковых и кадмиевых электродов обнаружены через 1 * 10 -8 сек от начала развития разряда.
Таким образом, можно считать, что по истечении 1 (10 -5 ÷10 -4 ) сек от начала разряда между металлическими электродами его параметры при прочих равных условиях приобретают значения, свойственные сколь угодно длительно горящей дуге.
Источник
Что такое пневмоподжиг
Виды поджига дуги в плазморезах
Прежде чем перейти к особенностям технологии пневмоподжига, давайте разберемся какие типы поджига существуют в плазменной резке.
Контактный (Lift) — тип поджига, при котором для появления дуги нужно коснуться резаком заготовки. Недостаток контактного способа в том, что появляется риск испортить металл. На сегодняшний день аппараты с контактным поджигом всё реже встречаются на рынке, уступая место более современным моделям.
Высокочастотный (HF) — этот тип поджига бюджетнее пневматического, но требует большего напряжения при розжиге дуги, создавая высокочастотные помехи на электроприборах — от станков с ЧПУ (Числовое Программное Управление) до кардиостимуляторов. Высокочастотный поджиг реализован, например, в аппарате TRITON CUT 200 HF W (на рынке пока нет аппаратов с пневмоподжигом мощнее 130А).
Пневматический (PN) — за счет более сложного внутреннего устройства создает минимальное количество электромагнитных помех и не выводит из строя оборудование. Единственный способ поджига, полностью безопасный для ЧПУ. Кроме того, такой тип поджига продлевает срок службы расходников и обеспечивает более стабильный цикл реза, что позволяет обрабатывать изделия без предварительной очистки от ржавчины и краски. Пневматический поджиг реализован в таких аппаратах как TRITON CUT 70 PN, TRITON CUT 100 PN, TRITON CUT 130 PN CNC.
Одна из главных особенностей пневмоподжига — подвижный электрод внутри плазмотрона, обеспечивающий небольшое расстояние между электродом и соплом. В этом случае для появления стартовой дуги между электродом и соплом потребуется меньше тока чем при HF розжиге, что гарантирует отсутствие электромагнитных помех, влияющих на работу станков с ЧПУ.
Еще одна особенность плазмотронов с пневмоподжигом — поступающий в резак газ разделяется на два потока:
- плазмообразующий (часто его называют режущий)
- охлаждающий и поддерживающий расстояние между электродом и соплом
Как устроен пневмоподжиг
До начала резки подвижный электрод касается сопла. При нажатии на кнопку плазмотрона, под давлением поступающего газа между электродом и соплом образуется небольшой зазор, достаточный для короткого замыкания между ними — так образуется стартовая дуга.
Как мы уже писали выше, поступающий газ разделяется на два потока. Часть воздуха, которая проходит между электродом и соплом, становится плазмообразующим газом, а другая часть поддерживает давление для сохранения расстояния между электродом и соплом и охлаждает плазмотрон.
Источник
Зажигание (возбуждение) и горение электрической дуги
Зажигание (возбуждение) и горение электрической дуги
Процесс зажигания электрической дуги можно разделить на три этапа (рис. 4):
• короткое замыкание электрода на заготовку;
• отвод электрода на расстояние 3–6 мм;
• возникновение устойчивого дугового разряда.
Короткое замыкание (рис. 4а) выполняется для разогрева торца электрода 1 и заготовки 2 в зоне контакта с электродом. После отвода электрода (рис. 4б) с его разогретого торца (катода) под действием электрического поля начинается термоэлектрическая эмиссия электронов 3.
Столкновение быстро движущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации 4. По мере разогрева столба дуги и повышения кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги (рис. 4в) заканчивается возникновением устойчивого дугового разряда 6 с возникновением катодной области 5 и анодной области 7.
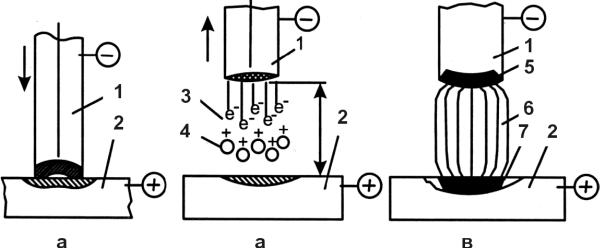
Схема процесса зажигания дуги
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающий его первоначальную ионизацию. Для этого в сварочную цепь подключают на короткое время источник высокочастотного переменного тока высокого напряжения (осциллятор).
В зависимости от длины дугового разряда различают:
• короткую дугу, если ее длина 2–4 мм;
• нормальную дугу, если ее длина 4–6 мм;
• длинную дугу, при ее длине более 6 мм.
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс сварки протекает неравномерно, с неустойчивым горением и разбрызгиванием металла. Металл, проходя через дуговой промежуток, больше окисляется и азотируется.
Специалисты рекомендуют длину дуги определять по звуку, издаваемому ею при горении. Дуга нормальной длины издает менее громкий и равномерный звук. Длинная дуга издает неравномерный и потрескивающий, более громкий звук, что легко определяется опытным путем.
Различают технологические условия горения дуги, такие как зажигание, чувствительность к изменениям длины в определенных пределах, быстрое повторное зажигание после обрыва и необходимое проплавление металла.
Условия зажигания электрической дуги:
• наличие электрического источника питания дуги достаточной мощности, позволяющего быстро нагреть катод до высокой температуры при возбуждении дуги;
• наличие ионизации столба дуги (в электрод вводятся элементы с низким потенциалом ионизации или применяют осцилляторы для возбуждения дуги);
• стабилизация горения столба дуги (например, вводят дроссель в цепь питания). Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги.
Вольт-амперная характеристика дуги имеет три области (рис. 5):
• падающая область I (при токах до 100 А);
• жесткая область II (при токах 100–1000 А);
• возрастающая область III (при токах свыше 1000 А).
Напряжение, необходимое для возбуждения дуги, зависит от рода тока (переменный или постоянный), дугового промежутка, материала электрода и его покрытия, свариваемого металла.
Дуга с падающей характеристикой (I) малоустойчива и имеет ограниченное применение, т. к. требует включения в сварочную цепь осциллятора.
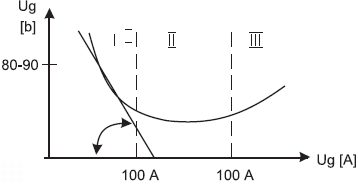
Рис. 5.
Статическая вольт-амперная характеристика дуги
Самое широкое применение нашла дуга с жесткой (II) и возрастающей (III) характеристикой. Каждому участку дуги соответствует определенный характер переноса расплавленного электродного металла в сварочную ванну:
• I и II участок – крупнокапельный,
• III участок – мелкокапельный или струйный.
Для сохранения неизменного напряжения на дуге необходимо длину дуги поддерживать постоянной.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
Психомоторное возбуждение
Психомоторное возбуждение При психомоторном возбуждении усиливается психическая и двигательная активность, наблюдается неадекватное поведение, могут быть нарушения сознания с бредом и галлюцинациями. Причины Психомоторное возбуждение способно возникнуть
Защита зрения и открытой поверхности кожи от лучей электрической дуги
Защита зрения и открытой поверхности кожи от лучей электрической дуги Горение сварочной дуги сопровождается излучением видимых ослепительно ярких световых лучей и невидимых ультрафиолетовых и инфракрасных лучей.Яркость видимых лучей значительно превышает норму,
Горение
Горение Горение (фр. и англ. combustion, нем. Verbrennung; хим.). Принято называть Г. такие случаи взаимодействия с кислородом воздуха каких бы то ни было тел, которые сопровождаются значительным выделением тепла, а иногда и света. В более общем смысле можно считать Г. всякую
Источник
ВОЗБУЖДЕНИЕ ДУГИ И ЕЕ ЗОНЫ
Возбуждение дугового разряда возможно четырьмя основными способами:
1) при переходе из устойчивого маломощного разряда, например тлеющего (см. рис. 2.5);
2) в процессе создания высокоионизированного потока пара, перекрывающего межэлектродное пространство, в большинстве случаев с помощью третьего электрода;
3) при переходе из неустойчивого искрового разряда путем подачи импульса высокой частоты или высокого напряжения;
4) при замыкании и последующем размыкании токонесущих электродов.
При сварке плавящимся электродом обычно используют дугу размыкания, а при сварке неплавящимся вольфрамовым электродом — высокочастотный вспомогательный разряд от осциллятора. Импульс высокого напряжения получают обычно с помощью конденсатора. Угольную дугу возбуждают чаще всего, используя третий электрод.
 В самостоятельном разряде начиная с токов выше нескольких микроампер наблюдается неравномерное распределение электрического поля в межэлектродиом пространстве, состоящем из трех зон (рис. 2.6): катодной 1, анодной 2 и столба разряда 3. На электродах часто наблюдаются пятна — анодное А и катодное К. Скачки потенциала t/K и Uа обусловлены скоплениями пространственного заряда (рис. 2.7) и повышенным сопротивлением этих зон по сравнению со столбом. В длинной дуге можно отчетливо различить три указанные выше области, причем основные свойства столба мало зависят от процессов в катодной и анодной зонах. В связи с этим в дальнейшем отдельно рассмотрены явления в столбе дуги и в пограничных областях — катодной и анодной. Для коротких дуг, где влияние процессов, происходящих у одного
В самостоятельном разряде начиная с токов выше нескольких микроампер наблюдается неравномерное распределение электрического поля в межэлектродиом пространстве, состоящем из трех зон (рис. 2.6): катодной 1, анодной 2 и столба разряда 3. На электродах часто наблюдаются пятна — анодное А и катодное К. Скачки потенциала t/K и Uа обусловлены скоплениями пространственного заряда (рис. 2.7) и повышенным сопротивлением этих зон по сравнению со столбом. В длинной дуге можно отчетливо различить три указанные выше области, причем основные свойства столба мало зависят от процессов в катодной и анодной зонах. В связи с этим в дальнейшем отдельно рассмотрены явления в столбе дуги и в пограничных областях — катодной и анодной. Для коротких дуг, где влияние процессов, происходящих у одного

Рис. 2.7. Схема переноса зарядов в дуге:
Ua, UK, Ua, UCT — напряжение дуги, катодное, анодное, столба дуги
электрода, простирается до второго электрода, подразделение дуги на отдельные части, очевидно, становится бесполезным. В газовом промежутке между двумя электродами заряженные частицы могут возникнуть во всех трех зонах, но главным образом они появляются в результате процессов эмиссии на катоде и объемной ионизации в столбе дуги. В связи с ограниченностью эмиссии электронов столб дуги (как и любой проводник) вдали от катода сохраняет по отношению к нему положительный потенциал, поэтому часто его называют положительным столбом. В то же время не следует забывать, что плазма столба обычно квазинейтральна.
Источник
Плазменная резка. Как выбрать то, что нужно именно Вам?
Добрый день, друзья!
Сегодня хотелось бы поговорить о плазморезах.
Отвечу честно на самые часто задаваемые вопросы: «Заменит ли он болгарку?», «Что экономичнее? Плазморез или УШМ?» Начнем с того, что это два разных инструмента для разных целей! Это тоже самое, что сравнить циркулярную пилу и лобзик!
Если пилите только по прямой, то Ваш лучший друг УШМ. Если же Вам нужно вырезать узор или круг, или волну, то болгаркой, мягко говоря, Вы замучаетесь это делать., а плазморезом вы сделаете это за пару минут.
Цена расходных материалов на УШМ и на плазморез не сильно отличается. Однако, оснастка плазмореза (сопло и катод) «живут» дольше быстро приходящих в негодность дисков для болгарки.
Лично я не представляю свою жизнь без плазмореза, т.к вижу для себя целый ряд преимуществ в работе с ним: скорость, удобство, безопасность, возможность художественного реза.
Раньше цена на данное оборудование была заоблачной и не каждый мог себе это позволить, однако, прогресс не стоит на месте и сейчас можно приобрести аппарат по цене от 14 тыс. руб.
Бесспорно, есть и более дешевые китайские аналоги на том же «AliExpress», но как показывает печальный опыт, скупой платит дважды, и покупать модели дешевле 13-14 тыс.руб все-таки не стоит.
Что касается самого плазмореза, то, говоря простым языком, это по сути сварочный аппарат, но с более высоким напряжением на выходе источника. В зависимости от типа плазмотрона источник создает дугу между его катодом и соплом либо между его катодом и разрезаемой заготовкой. Сквозь эту дугу, в свою очередь, подается сжатый воздух, что приводит к образованию направленного потока плазмы высокой температуры. Во время реза узкая струя плазмы выплавляет металл на небольшом участке детали. Температурные деформации заготовки при этом минимальные.
На данный момент есть множество вариантов от домашнего до профессионального использования аппарата с возможность подключения к ЧПУ. При выборе аппарата нужно исходить из Ваших потребностей: толщина металла для резки, частота использования и т.д.
Основные отличия у данных аппаратов — это максимальная сила тока и способ возбуждения дуги. Сила тока влияет на максимальную толщину реза — чем она больше, тем толще рез. На 220В максимальная сила тока ограничивается в 60А, с толщиной реза до 28 мм (заявлено 30 мм, но на практике прорезает очень медленно). Более мощные аппараты идут уже на 380В.
По способу возбуждения дуги можно выделить 4 основных:
1) касанием
2) высокочастотный
3) пневмоподжиг
4) с пилотной дугой
Разберем каждый по отдельности.
1) касанием — первый и самый простой! Искра и последующий рез, происходят после того как сопло плазмотрона коснется детали. Дуга образовывается, по сути, между катодом и деталью. Данный вид поджига встречается крайне редко, т. к. он не удобен.
2) высокочастотный — самый распространенный вид поджига у аппаратов ручного реза. Искра и последующий прожиг, происходит на небольшом расстоянии от детали. Происходит это за счет осциллятора внутри аппарата. Если объяснить простыми словами, то осциллятор подаёт небольшой заряд на катод как только вы нажали на курок. Дуга ещё не появляется, но и чиркать (касаться детали) не нужно, как только поднесёте плазмотрон достаточно близко начнётся рез. Разряд осциллятора лучше всего можно представить, если вспомнить зажигалку с пьезоэлементом. Это значительно удобнее, чем первый способ.
3) Пневмоподжиг. Если Вы подбираете плазморез к ЧПУ станку, то это Ваш выбор. Основная «фишка» данного способа находится в плазмотроне. До начала реза катод прижат к соплу. После подачи воздуха, под действием давления катод отводится назад. В этот момент образовывается дуга и начинается рез. Такой вид поджига не создает помех, а значит не влияет на электрическую часть ЧПУ станков и весьма долговечен.
4) С пилотной дугой — это, когда вы нажимаете на курок плазмотрона, внутри него образовывается дуга (между соплом и катодом), она слабая и не стабильная. Выглядит она, как небольшой факел от газовой горелки. Как только Вы поднесёте плазмотрон к детали, загорится основная дуга, вот непосредственно ей и происходит рез, а дежурная нужна лишь для поддержания основной дуги, что бы не приходилось ее постоянно разжигать. Такой вид поджига нужен для тех, кто режет сетку рабицу или рифленый металл. Если под такие работы взять аппараты с иными способами поджига, дуга будет постоянно гаснуть как только в металле появится отверстие. Чаще всего данный вид поджига присутствует на плазмотронах P80.
Для каждого плазмореза существует свой вид плазмотрона. И заменить их можно только плазмотроном такого же вида, например 60-й плазмотрон можно заменить только 120-ым (он рассчитан на рез при 120 А), т.к они оба с пневмо поджигом, но нельзя заменить на Р80, т.к. у него нет такой функции. И тогда у Вас либо вообще ни чего не получится, либо сожжете плазмотрон, а в самых худших вариантах можете и повредить источник.
За более подробной консультацией Вы всегда можете обратиться к любому из наших менеджеров в удобной для Вас форме (по телефону, почте или в чате компании). Мы с удовольствием ответим на все Ваши вопросы и поможем подобрать оптимальный для вариант.
Для начала о внешних характеристиках.
Вес аппарата составляет 23кг, и о габаритах явно не скажешь, что аппарат компактный.
Сетевой кабель питания представляет собой трёхжильный кабель в резиновой изоляции, с сечением 2,5мм^2 и в длину почти 3м.
Вместо стандартного переключателя на 220В за включение аппарата отвечает двухпозиционный поворотный тумблер.
Стоит отметить, что в данном инверторе установлен мощный 4-х роликовый механизм подачи. Это позволяет использовать горелку бОльшей длины, не в ущерб равномерности подачи проволоки. Также, такой механизм минимизирует деформацию алюминиевой проволоки при её протяжке по каналу горелки. Однако, о корректной сварке алюминия, всё же говорить не приходится, поскольку аппарат не оснащён функцией двойного импульса.
Подключение газа в данном инверторе реализовано следующим образом:
На задней стенке аппарата вместо штуцера выходит резьба М16х1.5 (В комплекте с аппаратом поставляется шланг, опрессованный заводским способом, длиной 3м) Таким образом, подключение газа к аппарату происходит через резьбовое соединение, т.е. напрямую к редуктору/регулятору, что является надёжнее (чем хомуты, например).
Для начала о внешних характеристиках.
Вес аппарата составляет 23кг, и о габаритах явно не скажешь, что аппарат компактный.
Сетевой кабель питания представляет собой трёхжильный кабель в резиновой изоляции, с сечением 2,5мм^2 и в длину почти 3м.
Вместо стандартного переключателя на 220В за включение аппарата отвечает двухпозиционный поворотный тумблер.
Стоит отметить, что в данном инверторе установлен мощный 4-х роликовый механизм подачи. Это позволяет использовать горелку бОльшей длины, не в ущерб равномерности подачи проволоки. Также, такой механизм минимизирует деформацию алюминиевой проволоки при её протяжке по каналу горелки. Однако, о корректной сварке алюминия, всё же говорить не приходится, поскольку аппарат не оснащён функцией двойного импульса.
Подключение газа в данном инверторе реализовано следующим образом:
На задней стенке аппарата вместо штуцера выходит резьба М16х1.5 (В комплекте с аппаратом поставляется шланг, опрессованный заводским способом, длиной 3м) Таким образом, подключение газа к аппарату происходит через резьбовое соединение, т.е. напрямую к редуктору/регулятору, что является надёжнее (чем хомуты, например).
Источник



