
- Как лучше варить: углом вперед или углом назад
- Как лучше варить: углом вперед или углом назад?
- Сварка углом назад
- Сварка углом вперед
- Правильное положение электрода в процессе сварки
- Основные правила
- Техника ведения
- Выбор угла наклона
- Углом вперед
- Перпендикулярно
- Углом назад
- В какую сторону вести сварку: что правильнее?
- Технология сварки
- Способ от себя
- Способ на себя
- Что лучше
Как лучше варить: углом вперед или углом назад
Когда вы свариваете, то редко удерживаете электрод перпендикулярно поверхности металла. Так варят только в труднодоступных местах, когда нет другого выбора.
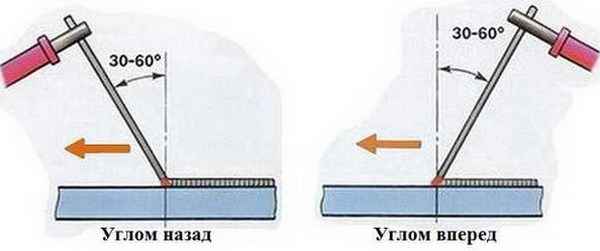
В основном же, электрод ведётся вдоль свариваемой заготовки под определённым углом — 30 или 60 градусов. При этом движение электродом может быть выполнено как вперед, так и назад.
Соответственно возникает простой вопрос: как лучше варить, углом назад или углом вперед? Варить можно и так, и так, но есть определённые моменты, которые связаны с глубиной провара, шириной шва, а также с величиной его выпуклости.
Как лучше варить: углом вперед или углом назад?
Сварка электродом может осуществляться в различных пространственных положениях. При этом происходит расплавление электродного торца, и постепенное сгорание покрытия.
Само же электродное покрытие в момент расплавления формирует «пузырь» из газообразующих элементов, который защищает сварочную ванну от кислорода. Ну а то, что не сгорело, мы можем лицезреть в виде шлака…
Сварка углом назад
В данном случае используется угол наклона электрода до 60 градусов. В процессе движения электродом назад, расплавленный шлак вытесняется из сварочной ванны. При этом нужно следить за тем, чтобы шлаковые выделения успевали перекрывать металл.
Что даёт сварка углом назад и где она применяется:
- Данным способом сварки можно получить наибольшую глубину провара;
- Использовать сварку углом назад нужно всегда с рутиловыми электродами;
- Когда нужно сварить корневые швы в горизонтальном и нижем положении;
- При сварке стыковых соединений швеллера;
- Для короткой сварочной дуги.
Как видно, сварка «углом назад» характеризуется лучшим проваром металла.

При этом глубина провара больше, а ширина соединения получается меньше, почти, что в два раза. Таким образом, шлак как бы отбрасывается назад, если значения тока на инверторе выставлены правильно.
Сварка углом вперед
Углом вперед осуществляют сварку тонких металлов. Это правило не относится к вертикальным сварочным швам, поскольку расплавленный металл здесь всё время норовит стечь вниз. При этом глубина провара оказывается меньше, но заметно увеличивается ширина сварного соединения.

Сварку углом вперед лучше осуществлять на повышенных скоростях, когда важно не прожечь металлическую заготовку. Данный вид сварки хорошо подходит для соединения тонкостенных изделий из стали, например, профильных труб, изделий из нержавейки и т. д. Таким образом, уменьшается вероятность образования прожогов.
В любом случае нужно следить за тем, чтобы угол наклона электрода был выбран правильно. Здесь важно соблюдать определённый баланс, поскольку шлак не должен в большом количестве оставаться позади электрода или наоборот, забегать слишком далеко вперед.
Источник
Правильное положение электрода в процессе сварки
Правильное положение электрода при сварке – это одно из основных условий получения качественного, надежного стыка.
В зависимости от типа соединения держать и наклонять электрод надо по-разному, поэтому для начинающего сварщика важно научиться сохранять оптимальное положение по отношению к поверхности свариваемых деталей. Наклона электрода при сварке влияет на разогрев детали и поддержание расплавленного металла сварочной ванны.

Основные правила
Чтобы зажечь дугу, электрод надо держать под прямым углом, затем наклоняя его на небольшой градус (около 15 °). Расстояние от поверхности составляет 1-2 мм. Для получения качественного стыка необходимо варить более короткой дугой.
При перпендикулярном положении электрода по отношению к основному металлу, в сварочной ванне он быстро растекается и заполняет расплавом все пустоты.
Для уменьшения разогрева пластины тонкого металла, необходимо положить шов с небольшим катетом. С уменьшением угла увеличивается теплоотдача, скорость сварки в этом случае понизится. Появляется возможность качественно сформировать валик.
 Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Если угол наклона электрода будет очень острым, то материал основной конструкции не разогреется. Сварочная ванночка получается достаточно узкая. Шов получится высокий, но с непроваренными краями.
Для осуществления неразъемного соединения хорошо подогнанных деталей, при стыковом соединении необходимо поддерживать равномерное продвижение электрода под постоянным углом наклона.
Такой способ способствует заполнению присадочным металлом сварочной ванны и образованию шва с повышенной плотностью.
Но в некоторых случаях приходится менять угол наклона электрода, например, при сварке труб. Особенно важно соблюдать это правило для сваривания неповоротных стыков.
Для заполнения всех пустот в сварочной ванночке, иногда лучше сделать наклон более острым, замедляя заполнение шва присадочным металлом и сохраняя выбранный катет. Заканчивая проход, надо не забыть приподнять кончик электрода, чтобы не образовывался кратер.
Умение правильно держать электрод в процессе сварки приходит с опытом. Надо постоянно помнить о расположении сердечника и стараться удерживать ручку держателя без напряжения. Руки должны быть немного расслабленными, а движения свободными.
Техника ведения
При соблюдении правил ведения сварки можно сгладить погрешности, возникающие от отклонения угла наклона держателя. В зависимости от необходимого наполнения сварочного шва, принято несколько способов ведения:

- треугольник. Эта проводка позволяет надежно проваривать корень шва. Используется для сварки деталей толщиной свыше 6 мм и обеспечивает надежный разогрев средней части шва. Способ наиболее распространен, при сваривании труб с неповоротным стыком;
- ведение электрода по ломаной зигзагообразной линии. Применяется при сварке конструкций с толщиной металла менее 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Такой проводкой можно качественно варить стыки без обеспечения скоса кромок;
- круговые или эллипсные движения электродом. При этом методе обеспечивается надежный разогрев обеих плоскостей свариваемых деталей. Применяется при сварке конструкций из легированных сталей и в вертикальном положении стыка.

При этом важно обеспечивать одновременное продвижение сердечника совместно с движениями, отвечающими за разогрев стыка и заполнение шва. Существует три варианта продвижения, которые могут сменять друг друга.
Первый вариант – это поступательное движение по оси сердечника. Такое движение необходимо, чтобы поддерживать дугу с постоянной длиной и обеспечивать определенную скорость сваривания конструкций.
Второй вид – движение по оси шва по прямой линии. В этом случае у сварщика появляется возможность контролировать время расплава металла и обеспечивать определенный катет.
Третий вариант – под углом 45 ° поперек шва совершаются колебательные движения. Этот способ используют для обеспечения разогрева кромки детали.
Сварщик может регулировать ширину валика на тонком металле. Такой вариант продвижения электродов незаменим при многослойном стыке. Применяется для корневого шва.
Выбор угла наклона
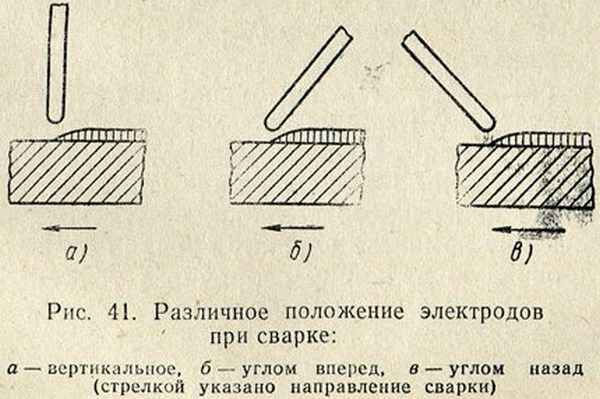
Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Углом вперед
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.

Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Перпендикулярно
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Углом назад
Сварка производится наклоненным электродом, аналогичным как при сварке «углом вперед», только угол отсчитывается в другую сторону. В этом случае шлак в расплавленном виде вытесняется из сварочной ванночки и находится сразу за нею.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Этот способ наиболее часто используется при сваривании с условием надежного расплава металла, независимо от толщины деталей конструкции. Незаменим этот метод ведения при сваривании сердечником с рутиловыми покрытиями.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения шлака в сварочной ванне. Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
Источник
В какую сторону вести сварку: что правильнее?
Принято считать: от того, как вести сварку – от себя или на себя, зависит качество работы. Но так ли на самом деле? И есть ли принципиальная разница в направлении ведения электрода? Давайте разберёмся в этом подробнее.

Технология сварки
Электродуговая сварка является самой простой и распространённой в исполнении. Аппараты для дуговой сварки – инверторы – доступны по цене, имеют небольшой вес, приемлемые габариты и подходят для работы, как на открытом воздухе, так и в ограниченном пространстве. Самое главное – они настолько тихо работают и практически не оказывают на напряжение влияния, что их можно считать идеальным вариантом.
Когда электрод начинает контактировать с металлом, происходит расплавление стержня сварки и непосредственно металла. Таким образом возникает искомая электродуга.
Однако перед началом работы сварку необходимо зажечь одним из двух способов: быстрыми, совершая короткие касания к изделию электродом, либо чирканьем (способ похож на зажигание спички о коробок). Конечно, второй способ предпочтительнее хотя бы потому, что спичками пользоваться умеют все. Тем не менее, он совершенно не подходит для труднодоступных, узких мест – в таких местах первый способ окажется результативнее.
Главное условие – сварная ванна должна быть покрыта шлаком. А он, в свою очередь, появляется при горении защитного покрытия, частично испаряясь, частично плавясь, выделяя при этом газ. Последний окружает сварную ванну, не давая металлу взаимодействовать с кислородом, а также поддерживает постоянную температуру продолжительное время.
Как только металл охладится, верхний слой шва превратится в легко устраняемый шлак, который просто устранить постукиванием. Самое главное – соблюдать единый зазор между электродом и металлом, иначе говоря, длину дуги, чтобы она не угасла. Для того чтобы этого не произошло, сплавление должно всегда происходить с одинаковой скоростью, а сам шов – насколько возможно ровным. Для этого непосредственно перед работой необходимо представить мысленно черту, по которой должен будет двигаться электрод.
Способ от себя
Иначе этот способ называют “углом вперёд”. При таком способе сварки высота выпуклости шва и глубина провара уменьшается пропорционально его увеличивающейся ширине. Однако это позволяет замечательно сварить металл, толщина которого маленькая. А благодаря проплавляемым кромкам, сварка может проходить на повышенных скоростях.
Способ на себя
По-другому этот вариант сварки именуется “углом назад”. В данном случае уменьшается ширина пропорционально увеличивающейся высоте выпуклости и глубине провара. Образование пор и плохо сваренные кромки – единственные минусы такого способа сварки.
Что лучше
Когда положение электрода при сварке углом вперёд, значит, необходимо сварить потолочные, вертикальные, горизонтальные швы, а также неповоротные стыковки труб. Если же углом назад, значит, требуется соединить сваркой стыковые и угловые элементы.
Правильное окончание сварки – залог успеха, ведь вся работа будет насмарку. Итак, закончить работу можно:
- Обрывом дуги. Электрод сначала должен быть перемещён сверху на сварочную ванну, а после – очень быстро отведён от кратера.
- Заваркой кратера, вариант первый. В месте, где заканчивается сварной шов, необходимо оборвать дугу. Сразу после этого зажечь потребуется новую электродугу для того, чтобы был сформирован шов нужной высоты.
- Заваркой кратера, вариант второй. В этом случае дугу нет необходимости обрывать. Её нужно переместить примерно на 1 – 1.5 см назад по шву, после – обратно. И не доводя около 0.5 см до окончания шва, оборвать эту дугу.
Начинающему сварщику будет крайне сложно сделать идеальными первые швы. Тем не менее, правильно выбранная тактика, подобранные элементы сварки, постоянная, непрекращающаяся практика для набивания руки, и превосходный результат не заставит себя долго ждать.
Источник



