
Способ сварки рд тест
Экзаменационные тесты для сварщиков с ответами
Правильный вариант ответа отмечен знаком +
1. Чем определяются свойства сварного соединения?
+ Свойствами металла шва, линии сплавления с основным металлом и зоны термического влияния
— Техническими характеристиками использованных электродов
— Свойствами металла линии сплавления и зоны термического влияния
2. С какой целью выполняют разрезку кромок?
— Для экономии металла
— Для более удобного проведения сварочных работ
+ Для обеспечения провара на всю глубину
3. Исправление сквозных дефектов сварных соединений трубопроводной арматуры проводят путем разрезки кромок. Укажите допустимые углы раскрытия кромок.
4. Расшифруйте смысл маркировки электродов: буква «Э» и следующее за ней цифровое значение.
— Тип электрода и допустимое количество часов использования
+ Тип электрода и гарантируемый предел прочности наплавленного металла в расчете на кгс/мм 2
— Марку электрода и серийный номер, присвоенный заводом-производителем
5. Какой должна быть характеристика источников питания для ручной дуговой сварки или наплавки покрытыми электродами?
+ Крутопадающей или жесткой (в комбинации с балластными реостатами)
6. В каком порядке проводится аттестация сварщиков?
— По решению аттестационной комиссии
— Сначала теоретическая часть экзамена, а затем практическая
+ Сначала практическая часть экзамена, затем теоретическая
7. Укажите верную маркировку, которая бы указывала на толщину покрытия в обозначении электрода.
+ Тонкое покрытие — М, среднее покрытие — С, толстое покрытие — Д, особо толстое покрытие — Г
— Без покрытия — ТО, среднее покрытие — СР, толстое покрытие — ТЛ, особо толстое покрытие — ОТЛ
— Без покрытия — БП, тонкое покрытие — Т, среднее покрытие — С, толстое покрытие — ТТ, особо толстое покрытие – ТТТ
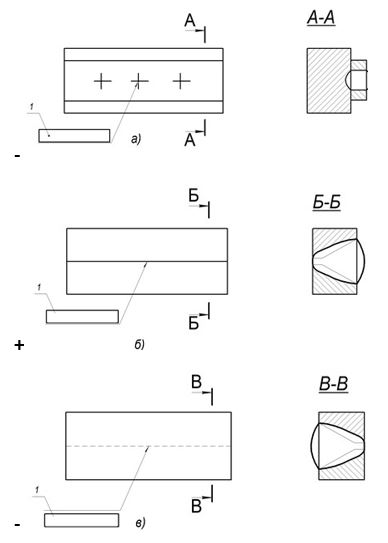
8. На каком из чертежей изображен видимый сварной шов?
9. При выполнении ручной дуговой сварки непровары возникают из-за:
+ Высокой скорости выполнения работ, недостаточной силы сварочного тока
— Малой скорости выполнения работ, чрезмерно большой силы сварочного тока
— Неправильного подбора электродов, чрезмерно большой силы сварочного тока
тест 10. Дайте определение понятию «электрошлаковая сварка».
— Сварка электротоком, при которой побочным продуктов плавления металла является слой флюса, подлежащий вторичному использованию при электродуговой сварке
+ Сварка плавлением, при которой для нагрева используют тепло, выделяемое при прохождении электротока через массы расплавленного шлака
— Сварка плавлением, при которой используются ленточные электроды и слой шлака в качестве охлаждающей среды
11. Ультразвуковой метод контроля позволяет выявить следующие дефекты сварного шва:
— Качество оплавления металла
+ Непровары, трещины, поры, включения металлической и неметаллической природы, несплавления
— Внутренние напряжения металла
12. Максимальная длина гибкого кабеля, используемого для подключения передвижной электросварочной установки к коммутационному аппарату, составляет:
13. Конструктивными характеристиками разделки кромок являются:
+ Притупление, угол скоса кромки
— Температура плавления металла, глубина проварки
— Угловатость, угол скоса кромки
14. Остаточные сварочные деформации – это:
— Деформации, которые связаны с дефектами электродов
+ Деформации, которые остаются после завершения сварки и полного остывания изделия
— Деформации, образовавшиеся после воздействия краткосрочной механической нагрузки на сварное соединение
15. Какой дефект сварного шва изображен на рисунке?

— Неправильная разделка кромок
16. Прожоги образуются по причине:
+ Несоответствия силы сварочного тока и толщины свариваемых элементов
— Неправильно подобранных электродов
— Неправильно подобранного размера сварочной ванны
17. Укажите оптимальный метод предупреждения образования горячих трещин при сварке.
— V-образная разделка кромок
+ Выбор правильной формы разделки кромок, снижение погонной энергии
— Проведение термической обработки металла до сварки
18. Контроль качества сварных соединений проверяют по:
+ Свойствам металла шва, линии сплавления с основным металлом и зоне термического влияния
— Внешнему виду катета сварного шва
— Цвету сварного шва
19. Внешний вид излома сварного соединения позволяет определить:
— Прочность, устойчивость против коррозии, деформационную стойкость
+ Строение и структуру металла, что является ценной информацией для оценки его пластических свойств
— Наличие вредных примесей в металле
тест-20. Перечислите типы сварных соединений.
+ Стыковые, тавровые, угловые, внахлест
— Плоские, угловые, стыковые, объемные
— С нахлестом, без нахлеста
21. Опишите принцип заземления сварочного оборудования.
— К оборудованию приваривается медный провод. Обязательно наличие надписи «Земля»
— Оборудование имеет специальный зажим, расположенный в доступном месте. Наличие надписи «Земля» опционально
+ Оборудование имеет болт с окружающей его контактной площадкой. Обязательно наличие надписи «Земля»
22. Влияние подогрева изделия в процессе сварки на величину остаточных деформаций выражается в:
— Увеличении этих деформаций
+ Уменьшении этих деформаций
23. Магнитное дутье дуги – это:
— Увеличение линейных размеров дуги из-за воздействия магнитного поля сплавляемого металла
+ Отклонение дуги от оси электрода, возникающее из-за влияния магнитных полей или ферромагнитных масс при сварке
— Увеличение проплавления изделия, возникшее из-за влияния магнитного поля дуги
24. Когда возможно исправление дефектов в сварных изделиях, подлежащих последующему отпуску (термообработке)?
— По мере обнаружения дефектов
25. Сварные проволоки Св-08, Св-08а, Св-10ГА относят к … классу сталей.
26. Методы контроля степени воздействия на материал сварного соединения бывают:
+ Разрушающими и неразрушающими
— Радиографическими и ультразвуковыми
— Статическими и динамическими
27. Укажите цель проведения сопутствующего и предварительного подогрева.
— Повышение содержания углерода в металле
+ Выравнивание неравномерности нагрева при сварке, снижение скорости охлаждения и уменьшение вероятности возникновения холодных трещин
— Повышение скорости охлаждения металла в зоне сварки
28. Наплыв в металле шва – это:
— Неровность металла, влияющая на эксплуатационные и эстетические характеристики сварного изделия
+ Дефект в виде металла, который наплыл на поверхность свариваемого металла или ранее выполненного валика и не сплавившийся с ним
— Отклонение линейных размеров шва от эталонных (назначенных в чертежах)
29. Цифры возле букв на чертеже сварного шва обозначают:
+ Порядковый номер шва в соответствии с ГОСТ
— Предпочтительную толщину электрода для проведения работ
— Длину катета шва
тест_30. Требования, которые предъявляются к качеству исправленного участка шва:
— Определяются приемочной группой индивидуально
+ Аналогичны тем, которые предъявляются к качеству основного шва
— Зафиксированы в нормативных документах и зависят от вида шва
Источник
Билеты экзамена для проверки знаний специалистов сварочного производства 1 уровень
Билеты общего экзамена для проверки знаний специалистов сварочного производства УРОВЕНЬ I (РДС)
Ответы на вопросы выделены желтым цветом
Ответы на вопросы для экзамена по охране труда вы можете посмотреть здесь: «Ответы на билеты по охране труда»
БИЛЕТ 1
ВОПРОС 1. Какие признаки наиболее правильно отражает сущность ручной электродуговой сварки штучными электродами (РДС)?
1. Расплавление металлического стержня ограниченной длины и основного металла производится электрической дугой с защитой расплавленных металлов от воздействия атмосферы.
2. Защита дуги и сварочной ванны газом от расплавления покрытия электрода.
3. Расплавление основного металла от теплового воздействия электрической дуги, стержня и покрытия электрода.
ВОПРОС 2. К какой группе сталей относятся сварочные проволоки марок Св-08А, Св-08АА, Св-08ГА, Св-10ГА?
ВОПРОС 3. Укажите, какое влияние оказывает увеличение тока при ручной дуговой сварке на геометрические размеры шва?
1. Увеличивается глубина провара и высота усиления шва.
2. Глубина провара увеличивается, а высота усиления шва уменьшается.
3. Уменьшается глубина провара и увеличивается высота усиления шва .
ВОПРОС 4. Какое определение сварочной дуги наиболее правильно?
1. Электрический дуговой разряд в месте разрыва цепи.
2. Электрический дуговой разряд в межэлектродном пространстве в частично ионизированной смеси паров металла, газа, компонентов электродов, покрытий, флюсов.
3. Электрический дуговой разряд в смеси атомов и молекул воздуха.
ВОПРОС 5. Какими параметрами режима определяется мощность сварочной дуги?
1. Сопротивлением электрической цепи.
2. Величиной напряжения дуги.
3. Величиной сварочного тока и напряжения дуги.
ВОПРОС 6. Какой должна быть величина тока при дуговой сварке в потолочном положении по сравнению с величиной тока при сварке в нижнем положении?
1. Величина тока при сварке в потолочном положении должна быть меньше, чем при сварке в нижнем положении.
2. Величина тока при сварке в потолочном положении должна быть больше, чем при сварке в нижнем положении.
3. Величина тока не зависит от положения сварки в пространстве.
ВОПРОС 7. Какие требования предъявляются к сварочных материалов при входном контроле?
1. Наличие сертификата: полнота и правильность приведенных в нем данных, наличие на каждом упаковочном месте этикеток с контролем данных, приведенных в них, состояние материалов и упаковок.
2. Наличие сертификата: полнота и правильность приведенных в нем данных.
3. Требования к контролю устанавливается в каждом отдельном случае в зависимости от требований Заказчика.
ВОПРОС 8. Для какого класса сталей применяют при сварке электроды типов Э38, Э42, Э42А, Э46, Э46А?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки углеродистых сталей.
3. Для сварки сталей аустенитного класса.
ВОПРОС 9. Укажите назначение электродного покрытия
1. Упрощает возбуждение дуги, увеличивает коэффициент расплавления металла электродного стержня и глубину проплавления.
2. Защищает металл стержня электрода от окисления, улучшает санитарно-гигиенические условия работы сварщика.
3. Повышает устойчивость горения дуги, образует комбинированную газошлаковую защиту расплавленного электродного металла и сварочной ванны, легирует и рафинирует металл шва и улучшает его формирование.
ВОПРОС 10. Какие род тока и полярность рекомендуются применять при ручной дуговой сварке конструкций из низкоуглеродистой стали электродами с основным покрытием?
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 11. Что понимают под магнитным дутьем дуги?
1. Отклонение дуги от оси шва под действием магнитного поля или воздействия больших ферромагнитных масс.
2. Периодическое прерывание дуги.
3. Колебания капли электродного металла при сварке длинной дугой.
ВОПРОС 12. Какую вольтамперную характеристику должен иметь сварочный источники питания для ручной дуговой сварки?
1. Жесткую или полого падающую.
ВОПРОС 13. Электроды каких марок, имеют рутиловое покрытие?
1. УОНИИ 13/45, СМ-11.
2. АНО-3, АНО-6, МР-3.
ВОПРОС 14. Какие дефекты образуются при сварке длинной дугой электродами с основным покрытием?
2. Шлаковые включения.
3. Закалочные трещины.
ВОПРОС 15. Какой дефект преимущественно может образоваться при быстром удалении электрода от деталей?
1. Кратерные трещины
ВОПРОС 16. Укажите наиболее правильное определение понятия свариваемости?
1. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, обеспечивающие прочность и пластичность на уровне основных материалов.
2. Металлургическое свойство металлов, обеспечивающее возможность получения сварного соединения с общими границами зерен околошовной зоны и литого шва.
3. Технологическое свойство металлов или их сочетаний образовывать в процессе сварки соединения, отвечающие конструктивным и эксплуатационным требованиям к ним.
ВОПРОС 17. Что может способствовать образованию прожога при сварке?
1. Малая величина притупления кромок деталей с V — образной разделкой.
2. Отсутствие зазора в собранном под сварку стыке.
3. Сварка длинной дугой.
ВОПРОС 18. Укажите следует ли удалять прихватки, имеющие недопустимые наружные дефекты (трещины, наружные поры и т.д.) по результатам визуального контроля?
2. Не следует, если при сварке прихватка будет полностью переварена.
3. Следует удалять только в случае обнаружения в прихватке трещины.
ВОПРОС 19. Какое должно быть напряжение светильников при производстве работ внутри сосуда?
ВОПРОС 20. Как обозначается сварное соединение на чертеже?
1. Обозначается тип соединения, метод сборки и способ сварки, методы контроля.
2. Указывается ГОСТ, тип соединения, метод и способ сварки, катет шва, длина или шаг, особые обозначения.
3. Указывается метод и способ сварки, длина или шаг, сварочный материал, методы и объем контроля.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
Источник
Способ сварки рд тест
СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ
УТВЕРЖДЕН Минтопэнерго России 14 марта 1996 г., Минстроем России 20 мая 1996 г.
Разработчик ОАО «Оргэнергострой»
Составители: С.С.Якобсон, канд. техн. наук; Н.Д.Курносова, канд. техн. наук; Г.С.Зислин, канд. техн. наук; М.Л.Эльяш, канд. техн. наук
Утвержден заместителем министра топлива и энергетики Российской Федерации Ю.В.Корсуном 14.03.96 г. и заместителем министра строительства Российской Федерации С.И.Полтавцевым 20.05.96 г.
Руководящий документ (РД) определяет организацию и технологию производства сварочных работ при сооружении металлических конструкций зданий промышленных объектов, а также объем, порядок контроля и нормы оценки качества сварных соединений.
РД 34 15 132-96 охватывает следующие виды сварки: ручную дуговую штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную под флюсом.
РД 34 15.132-96 рассчитан на работников, занимающихся сваркой и сборкой крупных строительных объектов
1.1. Назначение и область применения
1.1.1. Настоящий руководящий документ (РД) предназначен для персонала, осуществляющего производство сборочных и сварочных работ при укрупнении и монтаже металлоконструкций зданий промышленных объектов.
Выполнение требований настоящего РД по организации и технологии сборки и сварки металлоконструкций обеспечивает получение сварных соединений, удовлетворяющих установленным нормативами показателям качества, с минимальными затратами труда. РД является руководящим документом при разработке проектов производства работ и другой технологической документации.
1.1.2. РД распространяется на ручную дуговую сварку штучными электродами, механизированную (полуавтоматическую) сварку самозащитной порошковой проволокой и в углекислом газе, автоматическую и механизированную сварку под флюсом в условиях строительно-монтажной площадки.
1.1.3. Настоящий РД определяет технологию сборочно-сварочных работ при укрупнении и монтаже металлоконструкций, изготовленных из углеродистых и низколегированных сталей по ГОСТ 27772:
фасонный прокат (уголки, двутавры, швеллеры) — из стали С235, С245, С255, С275, С285, С345, С345К, С375;
листовой, универсальный прокат и гнутые профили — из стали С235, С245, С255, С275, С285, С345, С345К, С375, С390, С390К, С440.
Обозначение сталей по ГОСТ 27772 (по пределу текучести) и соответствующие им марки сталей по другим действующим стандартам приведены в приложении 1.
РД действует совместно со следующими нормативно-техническими документами (НТД):
СНиП 3.03.01-87. Несущие и ограждающие конструкции;
СНиП II-23-81*. Нормы проектирования. Стальные конструкции. М., 1991.
1.1.4. В руководящем документе приведены основные положения по организации сварочных работ на строительных площадках, указания о выборе сварочных материалов и оборудования; требования, предъявляемые к сборке и сварке элементов конструкций, режимы сварки, порядок контроля и нормы оценки качества сварных соединений.
Кроме того, в настоящем РД даны рекомендации по технологии сварки отдельных типовых, наиболее часто встречающихся узлов стальных конструкций.
1.2. Требования к квалификации сварщиков, контролеров и ИТР
1.2.1. Сварка металлоконструкций зданий промышленных объектов должна проводиться сварщиками, имеющими удостоверения на право производства соответствующих сварочных работ, выданные им согласно требованиям «Правил аттестации сварщиков», утвержденных Госгортехнадзором России.
К сварке конструкций из сталей с пределом текучести 390 МПа (40 кгс/мм ) и более допускаются сварщики, имеющие удостоверение на право работ по сварке этих сталей.
К механизированным способам сварки допускаются сварщики-операторы, прошедшие специальный курс теоретической и практической подготовки и сдавшие испытания на право производства этих работ.
Сварщики всех специальностей и квалификаций должны сдать испытания на 2-ю квалификационную группу по электробезопасности. Кроме того, все сварщики должны сдать испытания по противопожарным мероприятиям и технике безопасности.
1.2.2. Сварщик, впервые приступающий к сварке в данной организации, должен перед допуском к работе независимо от наличия у него удостоверения на право производства соответствующих работ сварить пробные (допускные) образцы. Сварка пробных образцов должна проводиться в условиях, тождественных с теми, в которых будет выполняться сварка конструкций.
Конструкция и число пробных образцов устанавливаются руководителем сварочных работ в зависимости от типов производственных соединений и квалификации сварщика. Качество пробных сварных соединений определяется путем визуального контроля на предмет определения сплошности и формирования шва, а при необходимости (по усмотрению руководителя сварочных работ) — с помощью неразрушающих физических методов контроля.
Качество пробных сварных соединений необходимо оценивать по нормам, предусмотренным для таких же производственных соединений. Пробные соединения должны быть идентичными или однотипными по отношению к тем производственным соединениям, которые будет сваривать проверяемый сварщик. Характеристика однотипных сварных соединений дана в «Правилах аттестации сварщиков».
1.2.3. Сварщики допускаются к тем видам работ, которые указаны в удостоверении. В удостоверении должны быть перечислены марки сталей или группы марок сталей в соответствии с «Правилами аттестации сварщиков», к сварке которых допускается сварщик.
1.2.4. Для сварки при температуре ниже минус 30°С сварщик должен предварительно сварить пробные стыковые образцы при температуре не выше указанной. При удовлетворительных результатах механических испытаний пробных образцов сварщик может быть допущен к сварке при температуре на 10°С ниже температуры сварки пробных образцов.
1.2.5. Руководство сварочными работами должно осуществлять лицо, имеющее документ о специальном образовании или подготовке в области сварки.
К руководству работами по сварке, контролю сварных соединений и операционному контролю допускаются ИТР, изучившие настоящий РД, соответствующие СНиП, рабочие чертежи изделий, производственно-технологическую документацию (ПТД) по сварке и методические инструкции по контролю. Знания ИТР и их профессиональная подготовка по сварочному производству должны быть проверены комиссией, назначенной приказом руководителя предприятия. Знания ИТР проверяются не реже одного раза в три года.
1.2.6. К выполнению работ по контролю качества сварных соединений допускаются контролеры, прошедшие специальную программу теоретического и практического обучения и получившие удостоверение на право выполнения работ по дефектоскопии сварных соединений соответствующим видом (способом) контроля. Контролеры по физическим методам контроля должны аттестовываться в соответствии с «Правилами аттестации специалистов неразрушающего контроля», утвержденными Госгортехнадзором России 18.08.92 г.
1.2.7. Подготовку контролеров должны осуществлять специальные учебные заведения или подразделения профессиональной подготовки (учебные комбинаты, центры, курсы и т.п.) предприятий, выполняющие работы по контролю качества сварки и имеющие лицензию на право проведения таких работ.
Подготовка контролеров должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографирование и др.), а при необходимости — по типам сварных соединений, что должно быть указано в их удостоверениях. Каждый контролер может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Контролер, имевший перерыв в работе (по данному виду контроля) свыше 6 месяцев, должен вновь сдать экзамены в полном объеме.
1.3. Основные положения организации сварочных работ
1.3.1. При разработке проекта производства работ (ППР) по монтажу металлоконструкций зданий должны быть учтены и отражены условия сборки конструкций под сварку, сварка и контроль сварных соединений.
В ППР должна быть заложена наиболее прогрессивная технология сборочно-сварочных работ с оптимальным уровнем механизации.
1.3.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности в соответствии с требованиями следующих нормативных документов:
СНиП III-4-80. Техника безопасности в строительстве;
ГОСТ 12.3.003. Система стандартов безопасности труда. Работы электросварочные. Требования безопасности;
«Правил технической эксплуатации электроустановок потребителей»;
«Правил техники безопасности при эксплуатации электроустановок потребителей»;
«Санитарных правил при проведении рентгеновской дефектоскопии», N 2191-80;
«Санитарных правил при радиоизотопной дефектоскопии», N 1171-74*;
* На территории Российской Федерации документ не действует. Действуют СП 2.6.1.3241-14. — Примечание изготовителя базы данных.
* На территории Российской Федерации документ не действует. Следует руководствоваться Правилами противопожарного режима в Российской Федерации. — Примечание изготовителя базы данных.
1.3.3. Организация, выполняющая сборочно-сварочные работы, должна обеспечить надлежащее качество сварных соединений за счет:
применения исправного оборудования;
использования сварочных материалов надлежащего качества, прошедших соответствующий контроль;
выполнения технологических требований по сборке и сварке изделий, регламентированных ПТД;
выполнения операционного контроля процессов сборки и сварки;
своевременного выполнения контроля качества готовых сварных соединений.
1.3.4. Применение основных материалов (листов, профильного проката) и сварочных материалов (электродов, сварочной проволоки и флюсов), отличающихся от указанных в производственно-технологической документации (ПТД), может быть допущено по совместному техническому решению организации-разработчика ПТД, отраслевой специализированной организации и организации — производителя работ.
1.3.5. Порядок сборки и укрупнения монтажных блоков и последовательность работ должны обеспечивать возможность применения наиболее прогрессивных методов сварки. Для обеспечения надлежащего качества сварных соединений и повышения производительности труда при выполнении работ по сборке, сварке и контролю качества сварных соединений следует руководствоваться положениями, изложенными в настоящем разделе.
1.3.6. Способ сварки металлоконструкций на разных этапах их укрупнения и монтажа должен быть определен проектом производства работ (ППР).
При выборе способа сварки следует иметь в виду:
целесообразность применения механизированных способов сварки должна подтверждаться технико-экономическим расчетом;
автоматическую сварку под флюсом следует применять при укрупнительной сборке конструкций для швов значительной протяженности;
механизированная (полуавтоматическая) сварка самозащитной порошковой проволокой может быть применена при укрупнении и монтаже металлоконструкций для сварки швов в нижнем, наклонном и вертикальном положениях;
механизированную (полуавтоматическую) сварку в углекислом газе (проволокой сплошного сечения) следует использовать для укрупнительной и монтажной сварки металлоконструкций в любом положении шва при условии защиты места сварки от ветра.
В случаях, где не может быть использована автоматическая и механизированная сварка, должна применяться ручная дуговая сварка.
1.3.7. Численность инженерно-технических работников по сварке и наладчиков оборудования для механизированной сварки на строительно-монтажной площадке зависит от объема сварочных работ и числа работающих сварщиков. Она устанавливается в соответствии с положением о службе сварки строительно-монтажной организации.
1.3.8. Снабжение укрупнительной площадки и территории монтируемого или реконструируемого здания электропитанием для целей сварки следует выполнять с помощью разводок электросварочного тока на все участки укрупнительной площадки и монтируемого здания.
1.3.9. Сечение провода для присоединения источника питания для сварки к сети следует подбирать по данным табл.1.1. При ручной дуговой сварке электрододержатель соединяют со сварочной цепью гибким медным проводом с резиновой изоляцией марок ПРД, ПРИ, КОГ 1, КОГ 2, сечение которого необходимо выбирать в зависимости от сварочного тока: при токе до 100 А — не менее 16 мм , при 250 А — 25 мм , при 300 А — 50 мм . Длина гибкого провода должна быть не менее 5 м.
Сечение провода для подсоединения к сети источников сварочного тока
Максимальный сварочный ток источника питания, А
Сечение медного* провода, мм , при напряжении сети, В
Источник



