
- Карта технологического процесса сварки контрольного сварного соединения (КСС)
- Сварщик РАД что это?
- Способ сварки рад это
- Что такое НАКС у сварщиков
- Как расшифровывается НАКС
- Аттестация НАКС: уровни сварщиков
- Как получить удостоверения НАКС
- Свидетельство НАКС
- Аттестация организаций и предприятий
- Дополнительная информация
- Аргонно-дуговая сварка – что это?
- НАКС что это
- Уровни аттестуемых работников
- Как получить удостоверение НАКС
- Свидетельство
- Аттестация предприятий и организаций
- Дополнительные сведения
- Учебный курс «Электросварщик-аргонщик»
- По курсу доступны следующие формы обучения:
- Расписание и цены
- Описание курса
- Обучение сварщиков сварочному делу с нуля
- Учебная программа курса
- Занятие №1.
- Занятие №2.
- Занятие №3.
- Занятие №4.
- Занятие №5.
- Занятие №6.
- Занятие №7.
- Занятие №8.
- Занятие №9.
- Занятия №10.
- Занятия №11. Подготовка оборудования для ручной электродуговой сварки.
- Занятия №12. Сборка и сварка труб, фрагментов ферм и металлоконструкций.
- Занятие №13. Сборка и сварка поворотных и неповоротных стыков труб.
- Занятие №14. Подготовка оборудования для ручной аргонодуговой сварки в инертных газах (аргон).
- Занятие №15-16. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Занятие №17-18. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Аттестация сварщиков и специалистов сварочного производства
- Пройти аттестация сварщиков накс. Аттестация специалистов сварочного производства.
- Аттестация технологий сварки накс. Прохождение аттестации накс. Аттестация накс сварка
- Получить аттестацию накс
- Стоимость аттестации накс
Карта технологического процесса сварки контрольного сварного соединения (КСС)

Способ сварки – РАД (Ручная аргонодуговая сварка)
Тип шва – СШ (стыковой шов)
Сварное соединение — С17 (ГОСТ 16037-80)
Положение шва при сварке – В1
Карта технологического процесса сварки контрольного
сварного соединения (КСС)
Способ сварки – ручная аргонодуговая
Основной материал (марка) — труба
Наименование (шифр) нормативных документов:
Соединения сварные стальных трубопроводов ГОСТ 16037-80;
Отраслевой стандарт. Сварка в химическом машиностроении. Основные положения ОСТ 26.260.3-2001
толщина стенки — 4,5;
длина одного свариваемого элемента (трубы) – 150
Тип шва — стыковой шов (СШ)
Тип соединения – стыковое (С2) ГОСТ 16037-80
в сборочном приспособлении, на прихватках
Положение шва при сварке – переменное при горизонтальном расположении осей труб свариваемых без поворота (на подъем).
Требования к прихваткам –3 прихватки равномерно по периметру, длина каждой прихватки – 8-10 мм;
Вид соединения — односторонняя сварка без подкладки (ос (бп))
Сварочное оборудование – источник сварочного тока инверторного типа (Master Tig MLS 3500) горелка ТТК-160
Сварочные материалы — ЭВИ ГОСТ23949-80, Сварочная проволока OK Tigrod 308 LSi, аргон высший сорт ГОСТ 10157-79
Конструктивные размеры стыка и форма сварного шва




Диаметр проволоки, мм
Напряжение на дуге, В
Сварочный ток, А
Расход газа, л/мин
Расход газа на поддув, л/мин
1. Обеспечить плавный переход от сварного шва к основному металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и других дефектов формирования шва.
2. Запрещается зажигать дугу с поверхности заготовки (трубы).
3. Устранение дефектов и использование электрошлифовальной машинки с шлифовальным кругом после выполнения сварки не допускается.
4. Сварка ведется с поддувом аргона в полость трубы. Использовать заглушки и монтажную ленту.
80-100, постоянный, прямой полярности
Перечень и последовательность операций
Операция
Содержание операций
Оборудование
и инструмент
Обезжирить свариваемые кромки на ширину 15-20 мм техническим ацетоном ГОСТ 2603-79
Сборка контрольного сварного соединения
Выставить зазор между свариваемыми кромками стыкуемых труб. Проконтролировать величину зазора равномерно по периметру стыка в 4 точках.
Зафиксировав зазор, выполнить прихватки (количество 3 шт., длина 8-10 мм) на режимах согласно таблице «Режимы сварки» с последующей механической зачисткой их от окисной пленки и обезжириванием (к качеству прихваток предъявляются такие же требования, как и к основному сварному шву). Проверить отсутствие трещин, прожогов и больших проплавов в местах прихваток.
Сварочный инвертор, горелка.
Металлическая щётка из нержавеющей проволоки диаметром не более 0,3мм.
3.1. Произвести сварку стыка на режимах согласно таблице «Режимы сварки»,
3.2. Провести внешний осмотр шва на отсутствие дефектов.
Источник
Сварщик РАД что это?
Способ сварки рад это
Специальная подготовка сварщиков и специалистов сварочного производства проводится ООО «Пензенский региональный научно-технический центр по сварочному производству и промышленной безопасности «Сура», зарегистрированном в реестре НАКС за № СВР-11ЦСП, в соответствии с правилами и нормативами ПБ-03-273-99 , РД-03-495-02 .
Основным видом деятельности Центра специальной подготовки (СВР-11ЦСП) является проведение специальной подготовки к аттестационным экзаменам сварщиков и специалистов сварочного производства со следующей областью деятельности:
Способы сварки (наплавки):
ААД – Автоматическая аргонодуговая сварка неплавящимся электродом;
ААДН – Автоматическая аргонодуговая наплавка неплавящимся электродом;
ААДП – Автоматическая аргонодуговая сварка плавящимся электродом;
АПГ – Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
АФ – Автоматическая сварка под флюсом;
АФЛН – Автоматическая наплавка ленточным электродом под флюсом;
АФПН – Автоматическая наплавка проволочным электродом под флюсом;
Г – Газовая сварка;
ЗН – Сварка с закладными нагревателями;
МАДП – Механизированная аргонодуговая сварка плавящимся электродом;
МП – Механизированная сварка плавящимся электродом в среде активных газов и смесях;
МПГ – Механизированная сварка порошковой проволокой в среде активных газов и смесях;
НИ – Сварка нагретым инструментом;
РАД – Ручная аргонодуговая сварка неплавящимся электродом;
РАДН – Ручная аргонодуговая наплавка;
РД – Ручная дуговая сварка покрытыми электродами;
РДН – Ручная дуговая наплавка покрытыми электродами.
Группы технических устройств опасных производственных объектов:
ГО – Газовое оборудование;
КО – Котельное оборудование;
МО – Металлургическое оборудование;
НГДО – Нефтегазодобывающее оборудование;
ОТОГ – Оборудование для транспортировки опасных грузов;
ОХНВП – Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
ПТО – Подъемно-транспортное оборудование;
СК – Строительные конструкции.
Уровни профессиональной подготовки: I, II, III.
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Международные коды и аббревиатура для основных процессов сварки
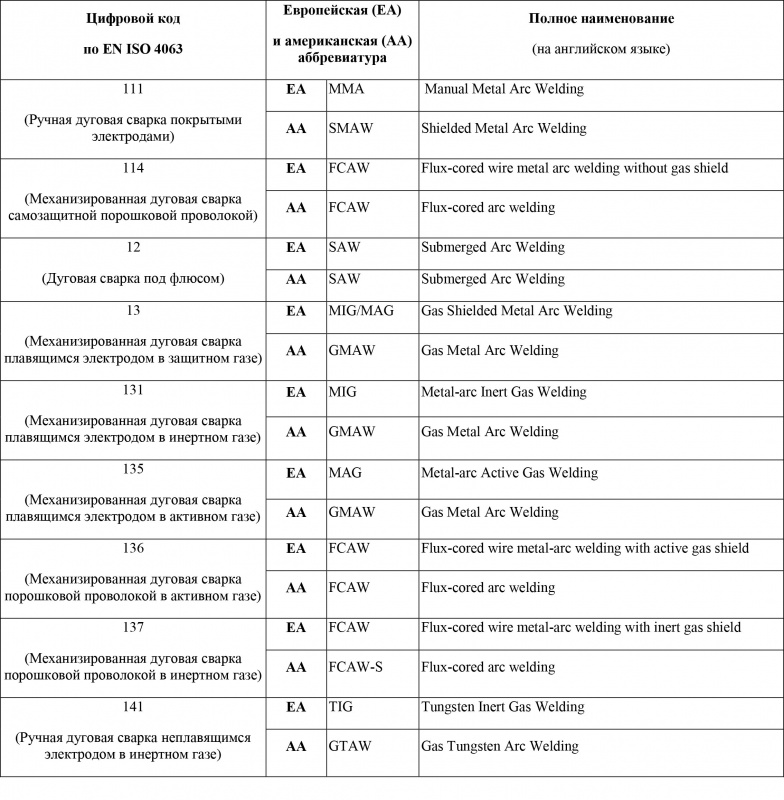
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Адрес
196105, Санкт-Петербург
ул. Рощинская, д.46
388-00-01
387-65-82
pkti-spb@yandex.ru
Начальник Отдела Сварки, Руководитель Испытательной Лаборатории, Председатель Аттестационной Комиссии сварщиков:
Белов Иван Павлович


 |
|
|
| Информация о Компании |
| Деятельность |
 |
|



Виды (способы) сварки (наплавки) по которым производится аттестация:
для металлов
– ручная дуговая сварка покрытыми электродами РД (111);
– ванная ручная дуговая сварка покрытыми электродами – РДВ;
– ручная аргонодуговая сварка неплавящимся электродом – РАД (141);
– механизированная сварка плавящимся электродом в среде активных газов и смесях – МП (135);
– газовая сварка – Г (311);
– ручная дуговая наплавка покрытыми электродами – РДН;
– пайка – ПАК;
– ванная электродная в инвентарной форме и ванно-шовная на стальной скобе-накладке;
– механизированная сварка закладных изделий под слоем флюса и др.
для полимерных материалов
– сварка нагретым инструментом – НИ;
– сварка с закладными нагревателями – ЗН.
Мы всегда готовы выполнить ваш заказ оперативно и на высоком уровне!
Звоните т./ф.: (812) 388-00-01
Начальник отдела Белов И.П.
Другие подразделения ›››

* Стоимость работ по механическим испытаниям контрольных образцов и неразрушающим методам контроля устанавливается по ТЕРм-2001 СПб сборник №39 (контроль монтажных сварных соединений)
Что такое НАКС у сварщиков

- Как расшифровывается НАКС
- Аттестация НАКС: уровни сварщиков
- Как получить удостоверения НАКС
- Свидетельство НАКС
- Аттестация организаций и предприятий
- Дополнительная информация
Как расшифровывается НАКС
Собирать ответственные конструкции доверят далеко не каждому сварщику. И скорее всего выбранным кандидатом будет сотрудник, прошедший аттестацию НАКС. Правильная расшифровка аббревиатуры: Национальное Агентство Контроля Сварки. Название организации напрямую указывает на род ее занятий: контроль квалификации специалистов, занятых в области сваривания металлических конструкций. Не только сварщики, но также инженеры и новые технологии проходят этапы тестирования в стенах заведения. Итак, получивший удостоверение НАКС сварщик считается таковым, уровень подготовки которого соответствует требованиям производственных стандартов.

Помимо лицензирования занятых в сварочных работах специалистов агентство занимается и другими функциями:
- разработка нормативов и соответствующей документации;
- издание методических пособий;
- внедрение технических рекомендаций на предприятиях;
- консультативное сопровождение сложных процессов;
- формирование комиссий из экспертов и специалистов высокого уровня;
- аттестация персонала.
Аттестация НАКС: уровни сварщиков
Определение уровня квалификации осуществляется по четырем уровням:
- первый – сварщик НАКС. Организации независимых экспертов дает специалисту добро на сварку ответственных конструкций;
- второй – мастер-сварщик. Специалист более высокого разряда. Он может не только выполнять, но и контролировать сварочный процесс, а также давать указания по поводу правильности выполнения конкретных технологических операций. Рекомендации могут излагаться как в устной, так и в письменной форме;
- третий – технолог. Занимается контролем всех сварочных процессов на предприятии;
- четвертый – инженер. Руководители служб, которые занимаются контролем сварочных процессов любого уровня сложности и являются руководителями соответствующих служб.
Важно подчеркнуть, что НАКС аттестует не только специалистов, но и оборудование, которое используется для выполнения технологических операций. Другими словами, агентство призвано проконтролировать кадры, процесс и оснастку.
Сварщики проходят три этапа тестирования: первичная, повторная и внеочередная. Целью проведения мероприятий два важных момента:
- готовность компании к выполнению определенного вида работ по соединению металлов;
- подтверждения уровня подготовки специалистов, которые допускаются к проведению ответственных сварочных операций.

Как получить удостоверения НАКС
Лицензирование специалистов сварочной отрасли осуществляется в учебных центрах, занесенных в реестр НАКС. Перед тем, как подать заявление на прохождение соответствующих испытаний, сварщик должен собрать пакет документов. В него входят:
- выписка из трудовой книжки с указание стажа работы по специальности;
- протоколы о сдаче норматива по технике безопасности;
- фотографии;
- документы о получении профильного образования;
- медицинская справка о состоянии здоровья.
Чтобы проверка была максимально объективной сдается два экзамена: по теории и практике. В случаях, когда какое-либо испытание не пройдено, его можно повторить через месяц. В первую очередь проверяются практические навыки работы. Если они не были сданы, то к теоретическим экзаменам соискатель не допускается.
Сотрудники инженерной службы должны хорошо знать узкоспециализированные требования по конкретным направлениям работы. Довольно часто вопросы переплетаются и затрагивают не один, а несколько видов сварочных процессов. Поэтому инженеры должны готовиться к сдаче экзаменов основательно и знать технические нормативы и требования любого вида сварки.
Внимание! После полугодичного перерыва в трудовой деятельности по специальности вне зависимости от причин, сварщик или инженер в обязательном порядке должны пройти аттестацию и сдать экзамены НАКС.
В процессе подготовки рекомендуется изучать документацию и нормативы, которые были разработаны специалистами агентства за последний период. В обучение сварщиков включаются все темы и вопросы, которые внесены в экзаменационную программу. Важно посещать подобные курсы, на которых изучаются:
- ТБ сварочных работ;
- основное сварочное оборудование, вспомогательная оснастка и расходные материалы;
- методы устранения дефектов сварочного шва;
- способы и виды контроля сварочного процесса;
- технология сварки и пайки металлов.
Впрочем, все перечисленные темы сварщик может изучить самостоятельно без обязательного посещения курсов повышения квалификации. Просто он не получит на руки свидетельство о прохождении данных курсов. Но это неважно, если успешно будут сданы экзамены, подтверждающие уровень квалификации работника.
Свидетельство НАКС
При положительном оценивании навыков испытуемого выдается свидетельство специального образца. Оно является подтверждением того, что данный специалист может работать на всех подконтрольных Ростехнадзору объектах. Такое удостоверение выдается сварщикам всех уровней без исключений при условии положительного исхода тестирования.
Повторная аттестация сварщиками должна быть пройдена только через два года, мастера и технологи сдают аттестационные экзамены еще реже – через три года, инженеры – через пять. В каждом документе, который выдается специалистам на руки, обозначается вид работ, к которым получивший документ специалист допускается.
К примеру, если в аттестате стоит аббревиатура РД, то это значит, что сварщик имеет право работать с ручной дуговой сваркой, РАД – ручная аргонодуговая сварка. Другие обозначения:
- Г – газовая;
- АФ – автоматический метод под флюсом;
- КТС – контактная точечная;
- МП – механизированная.
Если слушатель курсов сдал экзамены на допуск к нескольким видам сварочных работ, то в аттестате, соответственно, проставляется несколько аббревиатур. Подчеркиваем, что полученный документ является своеобразным допуском к выполнению работ по сварке ответственных конструкций.
Аттестация организаций и предприятий
Если в перечне услуг компании присутствуют сварочные процессы, то сама структура тоже подвергается аттестации НАКС. Цель такой проверки заключается в том, чтобы подтвердить или опровергнуть технические возможности компании в выполнении определенного вида работ. Специалисты проверяют насколько грамотно решаются организационные и технологические задачи; каким образом осуществляются мероприятия по контролю над качеством. И основная задача такого мониторинга – подтверждение наличия квалифицированных кадров для выполнения сварочных работ.
Важно, чтобы на предприятии была документация по технологическим процессам, которые используются в производственной деятельности организации. Она представляет собой детальную инструкцию с описанием всех этапов выполнения цикла сварочных работ. Как правило, она разрабатывается профильными специалистами с высшим образованием. От качества проработки разделов технической документации во многом зависит и длительность проверки компании специалистами НАКС. Недочеты могут продлить срок проверки и в конечном итоге привести к отказу в выдаче свидетельства.
Специалистам проверяемой компании нужно тщательно подготовиться к аттестации. Комиссии НАКС нужно предоставить следующие документы:
- технологические карты выполняемых операций;
- действующий договор с лабораторией контроля на избирательную проверку образцов продукта;
- производственную инструкцию сварщика;
- свидетельства НАКС, выданные специалистам компании;
- полный перечень оборудования и отдельно того, что уже прошло сертификацию НАКС;
- сертификаты качества на расходники и сварочное оборудование.
В процессе аттестации компании, как правило, проверяется качество сварных соединений, выполненных сварщиками данной организации. В этом случае разрешено прибегать к разным методам контроля качества, включая и разрушающие. Проверке подлежит и сварочное оборудование. При условии соблюдения требований нормативной документации выдается соответствующее удостоверение. Оно подписывается всеми членами комиссии и действует на протяжении четырех лет.
Эксплуатируемое оборудование и оснастка проверяются по техническим параметрам. Они должны быть такими же, какие указаны в сопроводительном паспорте. Отклонение показателей в худшую сторону является основанием для комиссии отказать в допуске оборудования для выполнения сварочных работ. Точно так же обстоят дела и с расходными материалами. При условии, что электроды или другие расходники выпускаются крупными партиями, выдается аттестат сроком действия три года. Если же продукция мелкосерийная, то документ выдается сроком на один год. В обязательном порядке проверяется комплектация предоставленного на проверку оборудования.
Во время проведения проверки проверяются все системы и механизмы: электроника, механика, пневматика, гидравлика. Тестирование в обязательном порядке включает пробное сваривание двух металлических заготовок. После этого проверяется качество полученного шва и делаются соответствующие выводы.
Дополнительная информация
На производственных предприятиях есть сотрудники, которые не могут привлекаться к аттестации. В их число входят:
- совместители;
- специалисты, которые привлечены к работе в рамках краткосрочного трудового договора (не более двух лет);
- молодые специалисты;
- сотрудник, принятый на работу по конкурсу, проработавший менее одного года;
- специалист, который в настоящее время проходит курсы повышения квалификации.
К сожалению, не все руководители предприятий и организаций понимают, что аттестат НАКС является допуском к выполнению сварочных работ и его наличие у сотрудников обязательно. В противном случае сварщик не может выполнять свои обязанности. Это противозаконно. Перед началом проведения аттестации члены комиссии должны предъявить допуск – разрешение на проверку и экзаменацию.
Аргонно-дуговая сварка – что это?
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.

В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.

Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у нас
Для аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
НАКС что это
Не каждый сварщик допускается к сборке ответственных конструкций. А только те, которые прошли аттестацию НАКС. Что такое НАКС – расшифровка такая: национальное агентство контроля сварки. Именно эта организация занимается контролем квалификации работников, связанных со сварочными работами. Это не только сварщики, но и инженеры, и технологи. Кстати, у каждого работника свой уровень, но об этом чуть ниже. Итак, сварщик (НАКС удостоверение получивший) считается самым высококвалифицированным, поэтому может выполнять работы на самых ответственных участках.

Агентство занимается не только лицензированием сварщиков, в его ведении достаточно большой объем функций.
- Разработка нормативной документации.
- Методических пособий.
- Консультации по поводу правильно проводимых сварочных мероприятий.
- Выработка технической политики на предприятиях.
- Формирование экспертных комиссий.
- Но основное – это аттестация.
Уровни аттестуемых работников
Существует четыре уровня, по которым производится аттестация.
- Уровень №1 – это сварщик НАКС. То есть, дается добро на проведение сварки ответственных конструкций.
- Уровень №2 – это мастер-сварщик. Этот специалист может контролировать сварочный процесс и выдавать указания по поводу правильно проводимых операций. Указания могут быть устными или письменными.
- Уровень №3 – это технолог. В основном технологи контролируют все сварочные процессы на предприятиях.
- Уровень №4 – инженеры. Это руководители служб сварки, которые утверждают документацию, регулирующую сварочные процессы.
Необходимо отметить, что аттестацию НАСК проходят сварочное оборудование и инструменты. То есть, агентство контролирует и качество используемой оснастки, подтверждающей возможность проводить сварку ответственных конструкций.
Сварщики проходят три вида аттестации:
- Первичную.
- Повторную, когда подходит время прохождения учебы на курсах НАКС.
- Внеочередную. Такое может случиться, если появились сомнения у вышестоящей организации в квалификации сварщика.
Цель проведения аттестации НАСК имеет два момента: проверить готовность компании, которая занимается сваркой, и подтверждение квалификации работников компании, допущенных к проведению сложных сварочных работ.
Как получить удостоверение НАКС
Лицензирование работников производится в специальных учебных центрах, которые находятся в реестре НАКС. Для того чтобы пройти на экзамен сварщик предоставляет пакет документов, в который кроме заявления входят: медсправка, выписка из трудовой, подтверждающая стаж работы, документы об образовании и спецподготовке, фотографии, протоколы проверки знаний техники безопасности.
Сдается 2 экзамена: теория и практика. Если один из экзаменов не сдан, сварщик может повторно пройти испытание через месяц. Первым проводится экзамен по практике, если он не сдан, то сварщик к сдаче теоретических знаний уже не допускается. Что касается аттестации инженерного состава, то в основном проверяются их знания на предмет проверки нормативов и требований в узких направлениях по узким специализациям. Нередко вопросы комиссии затрагивают не один вид сварки, а несколько. Поэтому рекомендуется инженерам знать все виды сварки, требования к ним и технические нормативы сварочного процесса.
Внимание! Если сварщик или инженер в течение полугода не работал по своей специальности, то он обязательно должен пройти экзамены НАКС.
Перед экзаменом рекомендуется изучить документацию, касающуюся сварочных процессов и нормативов, которые разработаны в кулуарах НАСК. Обучение на курсах сварщиков затрагивает все позиции, которые будут присутствовать в экзаменационных билетах. Поэтому очень важно посещать такие курсы. На курсах в обязательном порядке изучают:
- технику безопасности при проведении сварочных работ;
- методы контроля сварочных швов;
- сварочное оборудование и расходные материалы;
- сварка и пайка – технологические процессы;
- способы устранения полученных дефектов.
В принципе, все эти разделы сварщик может изучить и самостоятельно, не посещая курсы повышения квалификации. Просто при этом на руки не будет выдано свидетельство, о том, что работник проходил данные курсы. Главное – пройти аттестацию комиссии.
Свидетельство
Сварщик НАКС получает свидетельство по окончании положительной сдачи экзаменов. НАКС аттестат – что это? Это подтверждение, что работник может работать на объектах, которые подконтрольны Ростехнадзору.
Удостоверение выдается всем специалистам (всех уровней). При этом сварщик НАКС проходит повторную аттестацию через два года, мастер и технолог через три, а инженер через пять лет. При этом необходимо учитывать то, что в удостоверении будет обозначено, к каким видам сварочных работ данный работник допущен.
К примеру, отметка «РД» говорит о том, что сварщик НАКС допущен только для проведения сварочных операций методом ручной дуговой сварки. РАД – ручная аргонодуговая сварка неплавящимися электродами. Г – газовая. МП – механизированный. КТС – контактная точечная сварка. АФ – автоматический метод под флюсом. Список большой по каждой позиции. Часто ставятся несколько отметок, которые обеспечивают допуск к нескольким видам сварки. Полученный аттестат – это допуск к проведению сварки ответственных конструкций.
Аттестация предприятий и организаций
Компании, которые занимаются сварочными процессами, также должны пройти аттестацию НАКС. Ее цель – подтверждение, что компания имеет все возможности (технические, технологические и организационные) по проведению аттестованной технологии, что внутри производства правильно проводится контроль. Конечно, наличие специалистов, подтвержденных НАКС, обязательное условие.
При этом на предприятии должна присутствовать документация технологического характера, где описана технология сварочного процесса, используемая на объекте. По сути, это технологическая инструкция, как грамотно проводить сварочные операции. Ее обычно разрабатывают специалисты с высшим образованием. От того, как качественно была разработана документация, будет зависеть длительность аттестации НАКС. Недочеты только увеличат проверку, что может в конечном итоге привести к отказу дачи свидетельства.
Поэтому рекомендуется специалистам компаний хорошо подготовиться. Что для этого надо будет предоставить комиссии НАКС.
- Технологическую карту сварочного процесса.
- Инструкцию.
- Договор о том, что лаборатория контроля сварки проводит периодические проверки.
- Сертификаты качества на сварочное оборудование и расходные материалы.
- Список на оборудование, которое уже прошло аттестацию НАКС.
- Свидетельства НАКС, подтверждающие квалификацию работников компании.
В процессе проверки компании на соответствие нормам НАКС обычно обследуются сварные соединения. Здесь используются и разрушающие методы, и неразрушающие. Проверяется и сварочное оборудование. Если все нормативы соблюдены, то выдается удостоверение. Его подписывают члены комиссии с указанием фамилии и должности. Действие удостоверения – 4 года.
Что касается проверки оборудования, то его аттестуют по техническим характеристикам, которые должны соответствовать показателям в сопроводительных документах (паспорте). Отклонение в низшую сторону дает право комиссии не принимать его в качестве возможно используемого при проведении сварочных операций. То же самое касается расходных материалов. Если они выпускаются серийными партиями, то аттестат выдается на три года, если мелкосерийными партиями, то на один год. Обязательно проверяется комплектность технологического оборудования.
При тестировании проверяются все системы: электрическая, пневматическая, гидравлическая, механическая. Обычно проверка проходит в виде сварки стыка двух металлов. На основе этого и дается оценка.
Дополнительные сведения
На предприятие всегда есть группа работников, которая аттестации НАКС не подлежит. В этот список входят:
- специалисты, работающие по срочному договору, действующему до 2 лет;
- совместители;
- сварщик НАКС (мастер, технолог, инженер), который находится на курсах повышения квалификации;
- прошедший конкурс работник, который работает на должности менее одного года;
- молодой специалист.
Не все руководители предприятий понимают, что аттестация НАКС – это допуск. Если его у работника нет, то допускать его к проведению сварочных работ или их контролю нельзя. Это противозаконно. Проверяющие организации при проведении аттестации должны предъявить свой собственный допуск, то есть, разрешение на проведение проверок и экзаменов.
Учебный курс «Электросварщик-аргонщик»

- Количество академических часов: 72, занятий: 18
- Очное обучение. Базовая цена: 33900 руб.
- Очное обучение. Цена со скидкой: 30500 руб.
- Этот курс прошли уже 3546 человек
Лицензия № 037133 от 16.02.2016 г. на право оказывать образовательные услуги по реализации образовательных программ по видам образования, по уровням образования, по профессиям, специальностям, направлениям подготовки (для профессионального образования) по подвидам дополнительного образования, указанным в приложении настоящей лицензии.
В учебном центре ГЦДПО содержание образовательных учебных программ учитывает: профессиональные стандарты; квалификационные требования, указанные в квалификационных справочниках по соответствующим должностям, профессиям и специальностям; квалификационные требования к профессиональным знаниям и навыкам, необходимым для исполнения должностных обязанностей, которые устанавливаются в соответствии с Федеральными законами и нормативными правовыми актами Российской Федерации.
Лицам, успешно освоившим дополнительную профессиональную программу и прошедшим итоговую аттестацию, учебный центр ГЦДПО выдает удостоверение о повышении квалификации.
Федеральный закон от 29.12.2012 N 273-ФЗ (ред. от 07.03.2018) «Об образовании в Российской Федерации». Статья 76. Дополнительное профессиональное образование.
По окончании обучения этого курса повышения квалификации вы получите Удостоверение учебного центра ГЦДПО 
По курсу доступны следующие формы обучения:
Расписание и цены
Описание курса
Обучение сварщиков сварочному делу с нуля
Курс электросварщиков – это учебная программа для тех, кто желает освоить профессию сварщика, специалиста по ручной дуговой сварке «с нуля». Для обучения на курсе слушателям не нужно обладать начальными знаниями и опытом сварки и резки металлов.
Учебная программа построена на последовательном, поэтапном освоении профессии и технологии проведения сварочных работ с использованием электросварочных аппаратов, ручной дуговой сварки. Обучение сварщиков (электросварщиков) начинается с изучения основ теории сварки и резки металлов. Постигая профессию «с нуля», слушатели получат весь необходимый объем знаний для ведения успешной трудовой деятельности.
Начинается курс электросварки с изучения физических основы сварки, знакомства с техникой электробезопасности, правилами безопасности при проведении сварочных работ, а также оказанием первой помощи при получении травм. Заложив основу осуществления безопасных сварочных работ согласно правилам, нормам и требованиям, слушатели продолжат свое профессиональное обучение, подробно изучая виды сварочных аппаратов, контроль качества сварки, технологии ручной дуговой сварки покрытыми электродами и технологический процесс производства сварных конструкций.
Учебный центр ГЦДПО предлагает Вам уникальную возможность освоить востребованную профессию, пройдя обучение сварочному делу на краткосрочных курсах. Сварщик (электросварщик в частности) – это специалист, востребованный как в машиностроительном производстве, так и в строительстве. Качественное проведение ручной дуговой сварки, освоенное в нашем центре, будет являться гарантом Вашей постоянной востребованности и высокого уровня оплаты Вашего труда.
Записывайтесь на Электросварщик-аргонщик в Москве прямо сейчас!
Учебная программа курса
Занятие №1.
- Основные сведения о сварке.
- Основные способы сварки.
- Сварочная дуга.
- Техника безопасности при проведении сварочных работ.
Занятие №2.
- Классификация сталей.
- Электробезопасность.
- Правила подключения электросварочного аппарата.
Занятие №3.
- Сварочные материалы.
- Присадочные материалы для ручной аргонодуговой сварки (РАДС).
Занятие №4.
- Понятие о деформации.
- Деформация и напряжение при сварке.
- Уменьшение напряженности и деформации.
Занятие №5.
- Понятие и показатели свариваемости.
- Горячие и холодные трещины.
- Коррозионная стойкость сварных соединений.
Занятие №6.
- Аргонодуговая горелка. Виды горелок.
- Схема подключения сварочного поста.
Занятие №7.
- Источник питания для РАДС.
- Обеспечение устойчивости горения дуги и требования к источникам.
Занятие №8.
- Аргонодуговая сварка.
- Техника РАДС.
- Повышение производительности РАДС.
Занятие №9.
- Устройство баллонов и требования к ним.
- Устройство редуктора.
- Активные и инертные газы.
Занятия №10.
- Подготовка металла к сварке.
- Обозначение швов и сварных соединений.
- Вспомогательные знаки для обозначения швов.
Практические занятий курса
Занятия №11. Подготовка оборудования для ручной электродуговой сварки.
- Инструктаж по организации рабочего места и безопасности труда.
- Подготовка оборудование для ручной электродуговой сварки.
- Подготовка деталей под сварку.
- Выполнение прихваток в нижнем положении шва.
Занятия №12. Сборка и сварка труб, фрагментов ферм и металлоконструкций.
- Ручная электродуговая сварка трубопроводов d труб от 50 до 120 мм. Толщина стенки от 2 мм.
- Ручная электродуговая сварка фрагментов ферм.
- Ручная электродуговая сварка металлоконструкций.
Занятие №13. Сборка и сварка поворотных и неповоротных стыков труб.
- Сварка неповоротных стыков труб. Контроль качества сварных соединений.
Занятие №14. Подготовка оборудования для ручной аргонодуговой сварки в инертных газах (аргон).
- Оборудование для ручной аргонодуговой сварки в инертных газах(аргон) аппарат MagicWave .
- Технология сварки неплавящимся электродами в инертных газах (аргон).Способы сварки, приемы.
- Зажигания дуги при выполнении ручной дуговой сварки аппарат MagicWave
Занятие №15-16. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Выполнение прихваток в нижнем положении шва.
- Аргонодуговая сварка нержавеющей стали.
Занятие №17-18. Сварка ручной аргонодуговой сваркой металлоконструкций.
- Аргонодуговая сварка алюминия и его сплава.
- Итоговая аттестация.
Сдача тестов, и итогового экзамена.
Аттестация сварщиков и специалистов сварочного производства
Пройти аттестация сварщиков накс. Аттестация специалистов сварочного производства.
Национальное Агентство Контроля и Сварки (далее НАКС) – это централизованный орган, отвечающий за аттестацию сварочного производства (САСв). НАКС в своей работе опирается на устав, нормативные и методические документы, предусмотренные аттестацией сварочного производства.
В состав аттестационной комиссии обязательно входят представители Ростехнадзора, поскольку именно они и контролируют неукоснительное соблюдение правил прохождения аттестации специалистами сварочного производства. Рабочим любого уровня допуска должна быть пройдена аттестация накс. Сварка, на сегодняшний день является одним из приоритетных направлений при выборе рабочих специальностей в России. Аттестация сварщиков накс проводится нашими специалистами качественно и в срок.
Процесс аттестации сварщиков обеспечивает система Национального Агентства Контроля и Сварки. В ее обязанности входит сбор необходимой документации, касающейся аттестации сварщиков и сварочного производства, координация функционирования системы аттестации сварочных работ и проверка действующих на данный момент центров аттестации.
Целью аттестации является проверка у специалистов наличия необходимых теоретических знаний и практических навыков. Те, кто успешно проходит процедуру аттестации допускаются к ведению профессиональной деятельности на объектах, подконтрольных Гостехнадзору.
Проведение аттестации сварщиков НАКС предусматривает четкое выполнение определенных действий. Для начала Вы определяетесь с местом проведения аттестации, согласовываете его в ГАЦ, подаете заявку. Соискатели готовят пакет требуемых документов, подтверждающих квалификацию специалиста, и предоставляют его. Далее согласовывается объем проводимых испытаний, стоимость и заключается договор в ГАЦ. Последнее действие перед аттестацией предусматривает прохождение специальной подготовки. После аттестации (теория, практика) представитель предприятия, направившего сварщика для прохождения этой процедуры получает документ о прохождении данным специалистом аттестации. Если Вам необходимо пройти аттестацию сварочного производства, компания «ООО ЭУЦ «СЕКТОР»» предоставит Вам качественные услуги.
Срок действия удостоверения НАКС для сварщиков – 2 года с момента прохождения аттестации, для специалистов сварочного производства – 3-5 лет. По истечении срока действия удостоверения Вы можете его продлить.
Чтобы получить аттестат или продлить срок его действия обращайтесь в нашу компанию «ООО ЭУЦ «СЕКТОР»» и Вы получите квалифицированную помощь.
Аттестация технологий сварки накс. Прохождение аттестации накс. Аттестация накс сварка
Аттестaция свaрщиков и специaлистов свaрочного производства предусмaтривает следующие уровни подготовки:
- первый уровень – это сварщик,
- второй – мастер – сварщик,
- третий уровень – это технолог-сварщик,
- четвертый – инженер – сварщик.
Следует отметить, что уровень, полученный в результате аттестации, не отменяет обязательность наличия у работника квалификационного разряда, присваиваемого перед началом проведения аттестации. Перед прохождением аттестации специалистов наша экспертная компания предлагает пройти обучение на курсах электросварщиков или газоэлектросварщиков. Аттестация накс сварка проводится только высококвалифицированными сотрудниками
Помимо уровней аттестация сварщиков накс, аттестация технологии сварки НАКС и аттестация специалистов сварочных технологий имеет маркировку в зависимости от принадлежности технических устройств, несущих ту или иную опасность:
- ГО – газовое оборудование,
- СК – строительные конструкции,
- КО – котельное оборудование,
- ПТО – пoдъемно – транспoртное оборудование,
- ОХНВП – обoрудование химических, нефтeхимических, нефтeперерабатывающих взрывопожароопасных производств,
- НО – нефтегазодобывающее оборудование,
- СО – металлургическое оборудование
Согласно требований РД 03-615-03 технологии наплавки и сварки, используемые во время монтажа, реконструкции, ремонта сооружений, строений и оборудования производственных объектов повышенной опасности подлежат обязательной аттестации. Категорически запрещается использовать объекты не прошедшие определенную проверку. Цель проведения аттестации заключается в подтверждении организационных и технических возможностей предприятия – заявителя на производство подобного рода работ. Помимо этого проверяется заявленная квалификация сотрудников, осуществляющих данную деятельность плюс качество сварных швов.
Аттестация сварочной технологии подразделяется на три вида:
- первичная аттестация – предприятие впервые начинает внедрять ту или иную технологию в производство,
- периодическая аттестация – по истечении 4 лет после получения предприятием свидетельства НАКС об аттестации предприятие обновляет его,
- внеочередная аттестация – назначается на основании требований уполномоченных органов и лиц.
Прохождение аттестации сварочного производства предусматривает предоставление пакета документов, отображающих полную информацию о соискателе, работающих специалистах (копии удостоверений НАКМ), используемых методах сварки.
После рассмотрения предоставленного пакета документов центр аттестации вместе с заявителем составляют программу проведения аттестации. Если же аттестуемое предприятие полностью отвечает всем необходимым требованиям, то ему выдается свидетельство о прохождении аттестации сварочных технологий.
Получить аттестацию накс
Требования РД 03-495-02 и ПБ 03-273-99 предусматривают указание у аттестуемых специалистов сварочного производства или сварщиков м третьего по первый уровень подготовки необходимого способа (вида) наплавки (сварки), а именно:
- РАД – ручная аргoнодуговая сварка с испoльзованием неплавящегося электрoда,
- РД – ручная дуговая сварка с использованием покрытых электродов,
- Г – газовая сварка,
- РДВ – ручная дуговая ванная сварка покрытыми электродами,
- РДН – ручная дуговая наплавка с использованием покрытых электродов,
- МП – механизированная сварка плавящим электродом в смесях и в среде активных газов,
- КСО – кoнтактная стыкoвая сварка оплавлением,
- КТС – контактная точечная сварка,
- МПС – механизированная сварка с использованием самозащитной порошковой проволоки,
- МФ – механизирoванная сварка под флюсoм,
- МПГ – механизированная сварка с использованием порошковой проволоки в среде активных газов,
- МВФ – механизированная ванная сварка под флюсом,
- ЗН – сварка с заклaдными нагревaтелями полимеров,
- АФ – автомaтическая сварка под флюсом,
- МПСВ – механизированная ванная сварка с использованием самозащитной порошковой проволоки,
- НИ – сварка с использованием нагретого инструмента полимерных материалов.
Стоимость аттестации накс
Стоимость аттестации НАКС зависит только от выбранного уровня профессиональной подготовки.
Экспертная Консалтинговая Компания «Сектор» оказывает в помощь в заполнении и подготовке пакета документов необходимых для аттестации, организации успешного ее прохождения в НАКС, получению заключений аттестационной комиссии, разрешений и удостоверений, подтверждающих аттестацию. С более подробной информацией Вы сможете ознакомиться, получив консультацию у наших специалистов
Перечень документов получаемых после прохождения аттестации сварщиков 1 уровня 



Перечень документов получаемых после прохождения аттестации сварщиков 3 уровня
Источник



