
- Сварка плавлением. Шесть основных видов по источникам теплоты, их характеристика и применение
- ГОСТы
- Виды и характеристика
- Дуговая
- Плавящимся электродом
- Неплавящимся электродом
- Электрошлаковая
- Лазерная
- Газовая
- Плазменная
- Электронно-лучевая
- Дуговая сварка — сварка плавлением, при которой нагрев осуществляется электрической дугой.
Сварка плавлением. Шесть основных видов по источникам теплоты, их характеристика и применение
Под термином «сварка плавлением» подразумевается термический процесс, проводимый способом оплавления соединяемых поверхностей без их сжатия с добавлением расплавленного присадочного металла (вводится при необходимости в сварочную ванну к основному металлу).
Сварка подходит для всех металлов и сплавов, включая те, которые при нагреве сразу принимают жидкое состояние (бронза, сплавы литейные магния и алюминия, чугун). Можно использовать для соединения неметаллических материалов – керамики, стекла, графита.
ГОСТы
Термины, определения, требования и другие сведения, касающиеся сварки плавлением, прописаны в ГОСТах, которые обязательны к выполнению. Перечень некоторых стандартов:
- Процессы сварки: ГОСТ 11969-79 — главные положения, обозначения сварки плавлением.
- Контроль качества: ГОСТ Р ИСО 5817-2009 – уровни качества сварных соединений из стали, никеля, титана и их сплавов (без учета лучевых способов сварки).
- ГОСТ Р ИСО 3834-(1, 2, 3, 4)-2007, ГОСТ Р ИСО 3834-5-2010, ГОСТ Р 55143-2012 – сварка плавлением металлических материалов, требования к качеству.
- Дефекты соединений: ГОСТ 30242-97 – классификация, определения, обозначение.
- Методы испытаний: ГОСТ 26388-84, ГОСТ 26389-84 – методы испытаний сварных соединений на сопротивляемость образованию трещин.
Виды и характеристика
Сварка плавлением относится к термическому классу и включает формы, выполняемые с применением тепловой энергии.
В зависимости от источника нагрева существуют следующие виды:
- Дуговая.
- Электрошлаковая.
- Лазерная.
- Газовая.
- Плазменная.
- Электронно-лучевая.
Дуговая
Электродуговая сварка – распространенный вид. Применяется в быту, мелкомасштабном производстве, промышленности. Ее действие основано на получении тепла с помощью дугового разряда, который возникает между электродом и свариваемым металлом. Источник энергии – постоянный или переменный ток.
Под воздействием тепла торец электрода и кромки соединяемых деталей расплавляются, образуется сварочная ванна, некоторое время находящаяся в расплавленном состоянии. Сварное соединение образуется после затвердевания металла.
Виды дуговой сварки зависят от факторов:
- типа дуги – прямого действия (зависимая) или косвенного действия (независимая);
- степени механизации процесса — ручная, полуавтоматическая, автоматическая;
- вида тока и полярности — постоянный ток прямой (на электроде – минус) или обратной (на электроде – плюс) полярности или переменный ток;
- степени защиты участка проводимых работ от атмосферного воздействия – без защиты (голый или со стабилизирующим покрытием электрод), с защитой (шлаковой, шлакогазовой, газовой, комбинированной);
- свойств электрода – сварка плавящимся или неплавящимся электродом.
Плавящимся электродом
Является разновидностью дуговой сварки, при которой электрод расплавляется и служит присадочным материалом. Образование сварного шва происходит в результате расплавления электрода и кромок металла.
Плавящиеся электроды бывают медными, стальными, алюминиевыми.
Неплавящимся электродом
Это процесс, выполняемый с использованием не расплавляющегося во время сварки электрода. Заполнение шва происходит металлом свариваемых деталей. Неплавящиеся электроды представляют собой стержни из электропроводящего материала (угольный, вольфрамовый или графитовый).
 Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Действие требует введения в сварочную ванну присадочной проволоки. При работе с химически активными металлами используют сварку в защитных газах (аргон, гелий, их смесь). Способ находит применение в нефтеперерабатывающей, химической, пищевой, теплоэнергетической, автомобилестроительной сферах. Подходит для соединения цветных металлов и наплавки твердых сплавов.
Электрошлаковая
Источником нагрева служит тепло, которое выделяется в жидкой ванне при прохождении электрического тока через расплавленный шлак (флюс).
Принцип действия заключается в прохождении электрического тока по электроду, расплавленному шлаку, основному металлу. Этим обеспечивается расплавление базисного и присадочного металлов и специального флюса, постоянно поступающего в ванну.
 Примерная стоимость сварочного флюса на Яндекс.маркет
Примерная стоимость сварочного флюса на Яндекс.маркет
- по виду электрода (проволочный, пластинчатый, плавящийся мундштук);
- по числу электродов (одно-, двух-, многоэлектродная);
- по наличию колебаний электрода (без колебаний, с колебаниями).
Электрошлаковый способ сваривания применяют при соединении деталей, имеющих толщину 15-600 мм.
Лазерная
Для нагрева используется энергия излучения лазера. Процесс состоит в расплавлении кромок металла лазерным лучом. Его образование происходит от источника света, получаемого вследствие излучения фотонов возбужденными атомами.
Поток лазерного излучения направляется в фокусирующую систему, превращается в пучок меньшего размера и отправляется на свариваемые детали. Луч проникает в материал, поглощается, нагревает его и расплавляет, в результате чего формируется сварной шов.
- микросварка;
- минисварка;
- макросварка.
Применяется для соединения нержавеющей стали, титана, алюминия, элементов автомобилей, в радиоэлектронике, электронной технике. Точечная сварка — при ремонте оправ очков, ювелирных украшений.
Газовая
Источник нагрева — тепло пламени газов, сжигаемых в кислороде, с использованием горелки. Выделяемое тепло оплавляет поверхность свариваемых деталей и присадочный материал, образуя сварочную ванну – металл шва в жидком состоянии.
Виды горючих веществ, смешиваемых с кислородом:
- ацетилен;
- водород;
- бутан;
- пропан;
- бензин.
Благодаря медленному и плавному нагреву металла, газовую сварку применяют для соединения деталей из чугуна, цветных металлов, инструментальной стали. Используют для твердой пайки, наплавочных и ремонтных работ.
Плазменная
Нагрев осуществляется с помощью сжатой дуги. Энергоносителем служит электрический разряд. Источник нагрева – плазма, высокотемпературный ионизирующийся газ. Для самопроизвольной ионизации необходима температура более 5500° С.
Принцип действия плазменной сварки основан на процессе расплавления металла потоком плазмы, генерируемым сжатой дугой, расположенной в плазмотроне. Дуга обдувается газом, который нагревается и ионизируется. В результате заряженные частицы газа превращаются в направленный поток плазмы, который выдувается соплом плазмотрона.
Применяют в приборостроении, авиационной промышленности, для соединения молибдена, вольфрама, сплавов никеля, нержавеющих сталей.
Благодаря глубокому проплавлению металла, возможна сварка листовых металлов с толщиной до 9 мм.
Электронно-лучевая
Источник нагрева – энергия ускоренных электронов сфокусированного электронного луча, который формируется электронной пушкой. Процесс сварки проводится в вакуумной камере с помощью электронного луча.
Плавление металла происходит вследствие энергии, полученной в результате интенсивной бомбардировки быстро передвигающимися в вакууме электронами места сварки. Кинетическая энергия электронов после их удара о поверхность деталей превращается в тепловую. Металл плавится, и образуется сварочный шов.
Метод применяется в авиационной, космической отрасли, приборостроении.
Источник
Дуговая сварка — сварка плавлением, при которой нагрев осуществляется электрической дугой.
В машиностроении используют 16 разновидностей дуговой сварки. Наиболее распространены следующие разновидности:
· дуговая сварка неплавящимся электродом,
· дуговая сварка плавящимся электродом,
· дуговая сварка в защитном газе,
· дуговая сварка под флюсом,
· ручная дуговая сварка.
Сварка неплавящимся электродом производится дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла.
Сварка плавящимся электродом производится дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом.
Дуговая сварка в защитных газах.При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа (инертного – аргон, гелий; активного – углекислый газ, азот, водород). Газ защищает от влияния кислорода, что не дает окисляться сварочному шву и препятствует процессу кипения ванны.
Дуговая сварка под флюсом. Для сварки используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Схема автоматической дуговой сварки под флюсом представлена на рис. 11.5.
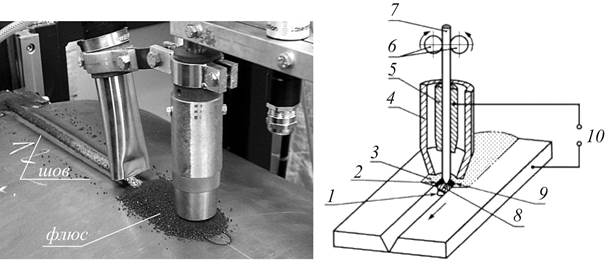
Рис. 18.5. Схема дуговой сварки под флюсом. 1— сварочная ванна, 2 — шлак, 3 — флюс, 4 — трубка подачи флюса, 5 — мундштук, 6 — подающие ролики, 7— проволока сварочная 8 — дуга, 9— сварной шов, 10 — источник питания
Благодаря ряду преимуществ дуговая сварка под флюсом в настоящее время стала наиболее распространенным видом механизированной дуговой сварки металлов. В настоящее время успешно сваривают под флюсом различные стали, сплавы, цветные металлы. Наряду с конструкциями из углеродистых сталей успешно свариваются под флюсом различные конструкции и аппараты из низколегированных сталей, нержавеющих, кислотостойких, жаропрочных сплавов на никелевой основе.
Сварка под флюсом успешно применяется при изготовлении аппаратуры, конструкций и изделий самого ответственного назначения, которые должны надежно работать и в условиях глубокого холода, и под действием высоких температур, давлений, агрессивных жидких и газовых сред и т. д.
Наиболее выгодно автоматическую сварку под флюсом применять при массовом производстве однотипных металлических изделий, имеющих соединения правильной формы и удобных для удерживания слоя флюса. В некоторых случаях способ полуавтоматической сварки под флюсом может быть использован не только при массовом производстве однотипных изделий, но и при единичном производстве изделий с соединениями значительной протяженности и удобными для удерживания флюса. Нецелесообразно сваривать под флюсом решетчатые конструкции с большим количеством коротких соединений (рис. 18.6).

Рис. 18.6. Наиболее удобные конструкции для сварки под флюсом: мосты (а); строительные конструкции (б); колонны и стрелы кранов (в)
Ручная дуговая сварка. Ручную дуговую сварку выполняют сварочными электродами, которые подают вручную в дугу и перемещают вдоль заготовки (рис. 11.7).
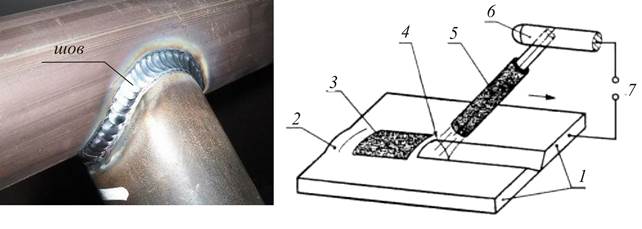
Рис. 18.7. Ручная дуговая сварка плавящимся покрытым электродом: 1— заготовка, 2— сварной шов, 3 — шлак, 4 — дуга, 5 — покрытый электрод, 6 — электрододержатель, 7 — источник питания
В процессе сварки металлическим покрытым электродом дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и стекает в сварочную ванну.
Вместе со стержнем плавится покрытие электрода, образуя защитную газовую атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов.
Ручная дуговая сварка успешно применяется при изготовлении конструкций и изделий различного назначения в условиях мелкосерийного и опытного производства, ремонтных, восстановительных работах.
Электрошлаковая сварка— сварка плавлением, при которой используют теплоту, выделяющуюся в вылете плавящегося электрода или электродов и в токопроводящей шлаковой ванне при прохождении тока, при этом металлическая ванна и шлаковая ванна удерживаются охлаждаемыми ползунами, перемещающимися вверх по мере выполнения шва (рис. 18.8).
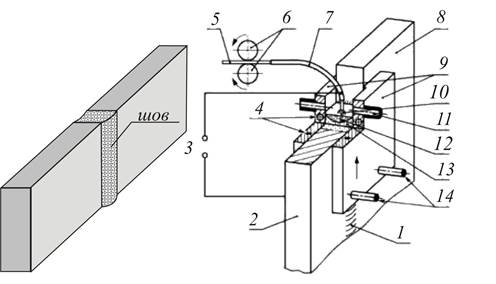
Рис. 18.8. Электрошлаковая сварка: 1— сварной шов, 2 — заготовка, 3 — источник питания, 4 — водяное охлаждение, 5 — проволочный электрод, 6 — подающие ролики, 7 — мундштук, 8 — заготовка, 9 — ползуны, 10— дуга, 11— защитный газ, 12 — сварочная ванна, 13 — металл шва, 14 — водяное охлаждение
Электрошлаковую сварку широко применяют в тяжелом машиностроении для изготовления: ковано-сварных конструкций, лито-сварных конструкций, станины и детали мощных прессов и станков, коленчатые валы судовых дизелей, роторы и валы гидротурбин, котлы высокого давления и т.п. (рис. 11.9).

Рис. 18.9. Конструкции, изготовленные электрошлаковой сваркой: ж/д платформа (а); рама прокатного стана (б)
ЭЛЕКТРОННО-ЛУЧЕВАЯ СВАРКА — сварка плавлением, при которой используют сфокусированный электронный луч (рис. 18.10). Сущность процесса электронно-лучевой сварки состоит в том, что свариваемые детали, собранные без зазора, помещают в вакуумную камеру и подают на них электродный луч – пучок электронов, движущихся с большой скоростью. При соударении с изделием электроны тормозятся, их кинетическая энергия переходит в тепловую энергию и расплавляет металл. Температура в месте соударения достигает 5000-6000 о С. Перемещая электронный луч вдоль стыка, получают сварной шов.
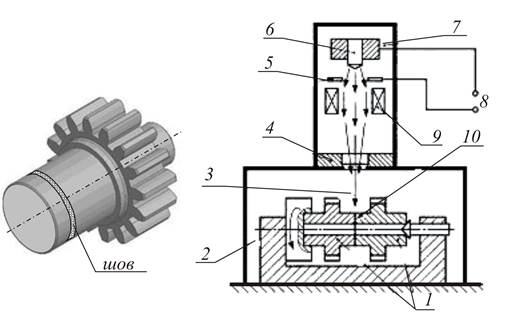
Рис. 18.10. Процесс плазменной сварки зубчатых колес: 1 — заготовка; 2 — рабочая камера; 3 — электронный луч; 4 — отклоняющая система; 5 — анод; 6 — катод; 7 -вакуумная камера; 8 — источник питания; 9 — фокусирующая система;
10 — сварной шов
Электронно-лучевой сваркой изготовляют детали из: тугоплавких металлов, химически активных металлов и их сплавов, алюминиевых и титановых сплавов, высоколегированных сталей (рис. 18.11)

Рис. 18.11. Конструкции, изготовленные электронно-лучевой сваркой: воздуховод (а); плита (б)
Плазменная сварка — дуговая сварка, при которой нагрев осуществляется сжатой дугой. Защиту можно создавать дополнительным газом. Может добавляться присадочный металл. Различают разновидности плазменной сварки:
· плазменная сварка дугой прямого действия,
· плазменная сварка дугой косвенного действия,
· плазменная сварка с переключаемой дугой,
· плазменная сварка порошком.
Газовая сварка — это сварка плавлением, при которой для нагрева используется теплота горения горючего газа или смеси горючих газов и кислорода (рис. 18.12).
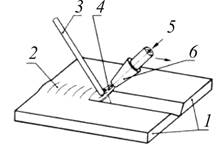
Рис. 18.12. Процесс газовой сварки: 1— заготовка; 2 — сварной шов;3 — присадочный металл; 4 — газовое пламя; 5 — горючий газ и кислород;6 — сварочная горелка
Газовую сварку применяют для сварки: металла малой толщины, легкоплавких цветных металлов и сплавов; металлов и сплавов, требующих постепенного нагрева и охлаждения (инструментальные стали, латуни); для подварки дефектов в чугунных и бронзовых отливках.
Термитная сварка— это сварка заливкой жидкого металла между свариваемыми кромками, при которой используют энергию экзотермической реакции смеси оксидов металла и измельченного алюминиевого порошка, в результате чего образуется расплавленный присадочный металл.
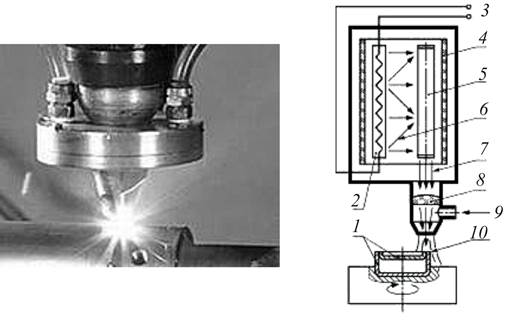
Рис. 18.13. Процесс лазерной сварки: 1 — заготовка; 2 — источник света; 3 — источник питания; 4 — эплиптическое зеркало; 5 — активный элемент; 6 — световое излучение; 7 — лазерный луч; 8 — линза; 9 — защитный газ; 10 — сварной шов
Лазерная сварка – это способ сварки плавлением, при которых металл нагревают монохроматическим когерентным лучом света (излучением лазера) (рис. 18.13).Преимуществом лазерной сварки является быстрый точечный нагрев металла до плавления и быстрое охлаждение. Это позволяет свести к минимуму ширину околошовной зоны, сварочные напряжения и деформации. Лазерную сварку применяют для сварки: металла малой толщины.
Сварка давлением — сварка, осуществляемая приложением внешней силы и сопровождаемая пластическим деформированием сопрягаемых поверхностей, обычно без присадочного металла.
В современном машиностроительном производстве используют множество видов сварки давлением, основные виды представлены на рис. 18.14. Рассмотреть подробно все процессы сварки давлением не представляется возможным в рамках одной лекции. Познакомимся с наиболее интересными видами.

Рис. 18.14. Разновидности сварки давлением
· Холодная сварка– это сварка давлением при значительной пластической деформации (свободной или стесненной) без нагрева свариваемых частей внешними источниками тепла. Классифицируется по форме сварного соединения и по характеру деформации.
· Ультразвуковая сварка – это сварка давлением, осуществляемая при воздействии механических колебаний высокой частоты и статической силы, создаваемой этими колебаниями.
· Магнитно-импульсная сварка– это сварка с применением давления, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля.
· Диффузионная сварка – это сварка давлением, осуществляемая за счет взаимной диффузии атомов в тонких поверхностных слоях контактирующих частей, достигаемой нагревом (ниже температуры плавления) и длительной выдержки, при этой температуре, с последующим сжатием.
· Сварка трением — это процесс сварки давлением, при которой поверхности разогреваются трением, обычно вращением заготовок в контакте друг с другом, сварка завершается приложением ковочного усилия (рис 11.15).

Рис. 18.15. Технологический процесс сварки трением: вращение одной заготовки (а); созданием зоны контакта (б); разогрев зоны контакта за счет трения (в); приложение ковочного усилия, завершающего процесс сварки (г)
Сварка взрывом – это сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей. Сварка взрывом близка к холодной сварке, но отличается тем, что в зоне соединения металл нерегулируемо нагревается в результате быстрой пластической деформации
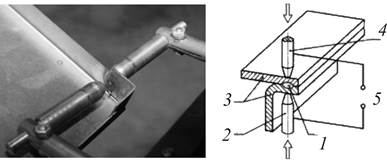
Рис. 18.16. Процесс контактной точечной сварки: 1— сварная точка; 2,4 — электроды для точечной сварки; 3 — свариваемые заготовки; 5 — источник питания
Контактная сварка – это сварка с применением давления, при которой используется тепло, выделяющееся в контакте свариваемых частей при прохождении электрического тока (рис. 10.16).
Сварка ТВЧ (высокочастотная сварка) – сварка с применением давления, при которой нагрев осуществляется токами высокой частоты. Нагрев может быть индукционный и конденсаторный.
Дата добавления: 2017-03-12 ; просмотров: 3033 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник



