
- Сварка пластиковых водопроводных и канализационных труб
- Преимущества пластиковых труб и методы их соединения
- Оборудование для сварки пластиковых труб своими руками
- Высокотемпературный метод сварки пластиковых труб
- Холодная сварка пластиковых труб. Виды, используемые материалы
- Соединение пластиковых труб без сварки
- Методы сварки для соединения полиэтиленовых труб
- Особенности монтажа труб из полиэтилена
- Способы сварки полиэтиленовых труб
- Раструбный метод
- Сварка встык
- Сварка экструдером
- Сварка электросварными фитингами
- Рекомендации для проведения качественной сварки
Сварка пластиковых водопроводных и канализационных труб
Металлический трубопровод в современном строительстве считается устаревшим техническим решением. Стараются использовать либо медные трубки, или трубы из синтетических материалов: композитных пластмасс, полипропилена и полиэтилена. Важно не просто правильно выбрать, какие именно трубы использовать для создания водопроводных и канализационных систем, но и знать, как их правильно соединить.

Сварка пластиковых труб осуществляется горячим и холодным методами
Преимущества пластиковых труб и методы их соединения
К преимуществам пластиковых труб стоит отнести то, что они не ржавеют, их удобно монтировать, обслуживания они требуют минимального. Что касается монтажа, то он отличается простотой, но имеет свою специфику. Принцип резьбового муфтового соединения элементов системы неплохо подходит для разводки металлических водопроводных коммуникаций, но совершенно не применим для пластиковых труб.
Физические свойства синтетических термопластичных труб позволяют создавать надежное соединение. Многокомпонентные материалы дают возможность соединять пластиковые трубы без сварки, например, для ремонта элементов водопроводных систем в труднодоступных местах. Клеевое соединение называют также «холодная сварка». Наиболее простой, быстрый и надежный способ соединения пластиковых труб – это сварка, для которой требуется высокая температура.
Основное преимущество монтажа сварным способом состоит в том, что сварка пластиковых труб своими руками перестала быть операцией, доступной исключительно профессионалам. Чем больше практический опыт сварного монтажа, тем выше шансы создания безупречного соединения. Инструменты и оборудование могут сыграть решающую роль в монтаже коммуникаций.

Надежность соединения пластиковых труб зависит от качества фитингов и метода сварки
Профессионалы используют качественные, надежные инструменты и фирменное оборудование. Любители довольствуются инструментарием средней ценовой категории. Есть смысл изначально приобрести необходимые материалы и оборудование высокого качества.
Минимальная погрешность при монтаже фитингов, надежность компонентов, качественный сварной шов – это преимущества качественных компонентов. Недостаток: относительно высокая стоимость пластиковых труб премиум – класса.
Оборудование для сварки пластиковых труб своими руками
В наборе начинающего мастера будут присутствовать следующие компоненты:
- паяльник для пайки полипропиленовых (пластиковых) труб. Как правило, продается в комплекте с металлическим кейсом для транспортировки и набором насадок самых распространенных диаметров;
- обрезные ножницы для труб. Имеют загнутый ложемент, режущее лезвие и узел ступенчатого наращивания усилия. С помощью специальных ножниц обрезать трубу гораздо удобнее, чем ножом или пилкой;
- рулетка. «Верный друг» каждого строителя и профессионального инженера;
- маркер. Им отмечают границы реза и глубину вхождения трубы в насадку при прогреве в процессе сваривания.
Профессиональное оборудование включает в себя полуавтоматическое устройство, предназначенное для сварки для пластиковых труб. Обязательно комплектуется узлом фиксации для труб диаметром 50 мм и более.

Для сварки труб небольшого диаметра используется компактный нагревательный прибор
В комплект настоящего мастера непременно входят:
- строительный уровень, им выверяется точность прокладки магистрали;
- шабер для армированных труб;
- монтажный нож (скошенная рабочая часть, прочная конструкция);
- набор электрофитингов. В некоторых случаях монтаж пластиковых труб возможен только при использовании электрических фитингов – специальная сварка, технические условия разводки и эксплуатации систем;
- специальный термометр для контроля режима прогрева свариваемых поверхностей;
- качественный электрический удлинитель;
- жидкость для очистки насадок паяльника.
После окончания сварки пластиковых труб и тщательной проверки системы, каждое соединение осматривается индивидуально, чтобы выявить утечки. В случае удачного монтажа проблем не возникает. Профессиональное оборудование послужит владельцу и после разводки коммуникаций – хороший паяльник для пластиковых труб несложно сдать в аренду!
Важно! Для сварки пластиковых труб небольшого – до 40 мм – диаметра нужно знать последовательность выполнения действий, иметь минимальный практический навык по сборке коммуникаций и набор доступных инструментов. Важна также температура и время прогрева труб и фитингов.
Высокотемпературный метод сварки пластиковых труб
Пластиковые трубы свариваются при помощи специального оборудования. Это сварка для пластиковой трубы, он же — паяльник для труб из пластика, называемый еще «утюжок» за схожесть недорогих моделей паяльников именно с этим бытовым прибором. Паяльник классом выше имеет вид металлического патрубка с изолированной ручкой и встроенной подставкой, температура регулируется, имеется индикатор готовности к работе.
Прежде, чем сваривать пластиковые трубы, их необходимо подготовить: обрезать до необходимой длины и зачистить свариваемые поверхности. Качественное соединение сложно реализовать, если срез пластиковой трубы не будет перпендикулярным или деформированным (овальным). Это касается труб любого диаметра.

Прежде, чем приступать к сварке, срез трубы нужно зачистить
Удобно обрезать пластиковые и полипропиленовые трубы при помощи специальных ножниц. Чем острее режущее лезвие и больше плечо редукторного узла (длиннее ручки ножниц), тем проще и удобнее будет работать с инструментом. Добиться ровного среза на трубе большого диаметра можно при помощи торцевателя.
Армированные трубы необходимо обработать при помощи специального приспособления – шайбера. Срезанная под углом кромка свариваемой части пластиковых труб позволит избежать появления внутреннего буртика (сварного шва), который неизбежно приводит к уменьшению внутреннего диаметра. Как следствие – несбалансированная работа водопроводной системы и некачественное соединение ее элементов.
Следующий этап предварительной подготовки – обезжиривание поверхности пластиковых труб и фитингов в местах сварки. Упакованные заводом фитинги, такие как запорная арматура и переходные элементы, могут не нуждаться в дополнительной очистке поверхности.
Компоненты для очистки: тангит или спирт. Используют плотную хлопчатобумажную ткань, этой же тканью протирают насадки паяльника для пластиковых элементов водопроводной системы.
Важно! Тефлоновый слой (покрытие насадок паяльника для труб) легко повреждается в холодном состоянии. Удалять крошки пластика, прилипшие к насадкам нужно крайне аккуратно, используя деревянную щепу или не синтетическую ткань. Насадки должны быть прогреты до состояния плавления пластмассы.
Неправильная сварка пластиковой трубы, температура которой была недостаточна для расплавления поверхности, приводит к образованию рыхлого, непрочного соединения. Естественно, такое соединение будет прочным и герметичным весьма недолгое время.
Нечасто и настоящими профессионалами применяется стыковая сварка пластиковых труб. Для этого необходима специальная сварочная машина. Процесс требует кропотливой подготовки и точного сопоставления свариваемых деталей. Малейший перекос – и соединение безнадежно испорчено.
Стыковая сварка проводится профессиональным сварочным оборудованием
Способ, как сварить пластиковую трубу, выбирается на этапе проектирования всей системы водоснабжения.
Холодная сварка пластиковых труб. Виды, используемые материалы
Оптимальный вариант для ремонта или оптимизации существующей водопроводной системы – это использование метода, получившего название «холодная сварка». Нет необходимости прогревать трубу или фитинг, легко производить работы на установленной ветке водопровода из пластиковых труб. Основное преимущество, каким может похвастаться холодная сварка, это отсутствие громоздкого и дорогостоящего оборудования.
Холодную сварку для пластиковых труб чаще всего продают в виде аккуратно упакованного цилиндра. Внутри упаковки находится трехкомпонентный состав:
- аминовая смола, необходима для правильного течения всех этапов затвердения;
- наполнитель. Используют, в зависимости от типа свариваемых поверхностей, минеральный или металлический наполнитель;
- эпоксидная смола. Проверенный временем компонент, придающий прочность отвердевшему составу.
Особых навыков в работе с холодной сваркой не потребуется. Производитель любезно комплектует инструкцией каждую упаковку. Как сваривать пластиковую трубу, как готовить поверхность-все указано в инструкции.
Придерживаться необходимо ряда правил:
- Тщательно очистить поверхность, подготовленную к склейке или реставрации. Холодную сварку часто используют для восстановления целостности корпусов приборов или домашней техники.
- Для запуска процесса застывания компонентов необходимо отрезать от общей массы «шайбу» нужного размера, и тщательно размять ее в руках. Чтобы масса не липла к рукам, нужно предварительно смочить руки водой или использовать перчатки.
- Нанести на поверхности, предназначенные для склейки, слой размягченного состава. Соединить пластиковые трубы без сварки – это единственный метод для проведения работ в помещениях с повышенной пожарной опасностью.
- Тщательно промыть водой глаза и открытые участки кожи после работы с компонентами холодной сварки.
При холодной сварке нужно избегать попадания в глаза химических веществ, входящих в состав клеевой смеси.

Метод холодной сварки подразумевает соединение деталей при помощи специального клея
Соединение пластиковых труб без сварки
Создать прочное соединение пластиковых труб и переходных фитингов, или непосредственно одной трубы с другой вполне возможно и без использования сварки.
Как соединить пластиковую трубу без сварки? Методом склеивания специальным клеящим составом (продается в виде готовой к использованию вязкой жидкости). Использовать метод склеивания допускается, если мастер работает с магистралью низкого давления.
Без сварки быстро и крайне надежно фиксируются полиэтиленовые трубы. Для них используется метод фиксации при помощи обжимных колец и переходных фитингов. Необходим специальный инструмент – обжимные клещи – и качественный (итальянский) фитинг.
Источник
Методы сварки для соединения полиэтиленовых труб
Трубы из полимерных материалов активно заменяют привычный металл при монтаже или ремонте бытовых коммуникаций. Трубопроводы из полиэтиленовых труб используют при устройстве отопления, канализации, водопровода, в централизованном строительстве и в частном секторе. Сварка полиэтиленовой трубы – это самый надежный способ соединения, который применяется для строительства коммуникаций, эксплуатирующихся под давлением.

Особенности монтажа труб из полиэтилена
Монтаж трубопроводов из полиэтилена осуществляют с использованием сварки или фитингов. Только в одном случае соединения получаются разборными — при сборке на обжимных фитингах. Их прочность достаточна, чтобы выдерживать нагрузки индивидуального водяного отопления, но не рассчитана на промышленное давление или гидроудары центрального водоснабжения.
Сварные соединения полиэтиленовых труб обладают большей прочностью, однако монтаж требует специального оборудования и некоторых навыков.
Способы сварки полиэтиленовых труб
Сварные соединения на полиэтиленовых трубопроводах можно получить несколькими способами:
- Раструбный метод с использованием фитингов.
- Сварка встык. Требуется специальное оборудование. Метод является наиболее применяемым при монтаже полиэтиленовых труб диаметром более 110 мм.
- Сварка экструдером. Удобно использовать для изменения направления трубопровода без дополнительных фитингов.
- Электросварка с использованием специальных фитингов.

Все перечисленные способы сварки полиэтиленовой трубы основаны на молекулярной диффузии (взаимное проникновение, смешивание) полимера при нагревании его до температуры плавления. Отсюда название методов – диффузионные.
Обратите внимание! Для качественного соединения требуются детали из одного производителя! Только это может гарантировать полную идентичность соединяемых полимеров.
Раструбный метод
Выполняется раструбная сварка полиэтиленовых труб с использованием специальных соединительных фитингов.
Инструменты для сварочных работ:
- труборез;
- фаскосниматель;
- калибратор;
- сварочный аппарат с регулируемым нагревом для полимерных материалов;
- набор соответствующих насадок для нагревания трубы и фитинга.
Обратите внимание! Если работы проводят при минусовой температуре, то время нагрева соединяемых элементов увеличивают на 1-2 секунды от норматива.
Сварка в раструб выполняется следующим образом:
- Трубу нарезают на необходимые сегменты.
- Край, который планируют соединять, обрабатывают фаскоснимателем до получения непрерывной стружки, равной по длине двум окружностям.
- Калибруют до получения идеальной окружности.
- Протирают детали и обезжиривают.
- Закрепляют сварочный аппарат на устойчивую подставку и нагревают. Температуру регулируют при помощи штрих кода фитинга. Если аппарат не оснащен подобной функцией, то температуру нагрева выставляют в 210 градусов. Когда сварочник нагреется до заданной температуры, на нем загорится индикатор.
- Одновременно на насадки электросварочного аппарата надевают трубу, соединительную муфту и нагревают.
- Снимают разогретые детали и соединяют физическим усилием.
- Фиксируют неподвижно до остывания.
Обратите внимание! Сварочное соединение враструб для полиэтиленовых материалов используют на трубопроводах с небольшим диаметром и толщиной стенки до 5 мм.
Этот метод в частном строительстве не находит большого распространения, так как затратен, требует специального оборудования. Соединение на пресс-фитингах проще и достаточно надежно для индивидуальных водопроводных или отопительных коммуникаций.
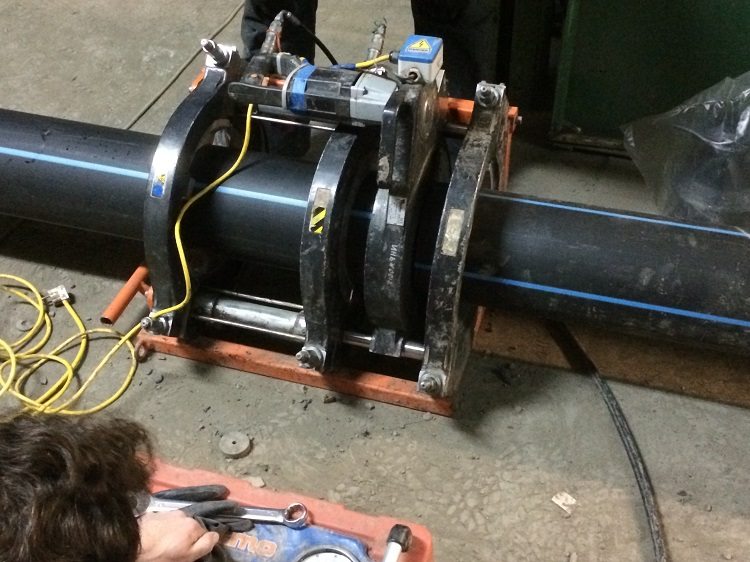
Сварка встык
Соединение встык проводят для деталей, толщина стенки которых более 5 мм Работы проводят чаще всего на магистральных трубопроводах. Оборудование для такой сварки кардинально отличается от сварки в раструб.
Для сварочных соединений методом «встык» потребуется следующее оборудование:
- Центратор – устройство для неподвижного, соосного закрепления соединяемых концов труб. Имеет два неподвижных и два передвигающихся зажима.
- Торцеватель – инструмент для обработки среза. Подготовленные срезы должны соприкасаться друг с другом полностью. Допустимый зазор составляет не более 0,5 мм, для трубопроводов большого диаметра это расстояние допустимо увеличить до 0,7 мм. Если зазор при примерке больше, то трубы вновь следует обработать.
- Сварочный аппарат для торцевой сварки. Он представляет собой нагревательную пластину, покрытую тефлоном.
- Специальный привод, который сближает и соединяет оплавленные концы трубопровода. Есть гидравлические или механические разновидности.
- Редукционные вкладыши, которые противодействуют деформации мягкой полиэтиленовой трубы.
- Блок управления, если процесс автоматизирован.

Сварку проводят в автоматическом режиме. Алгоритм операций следующий:
- концы трубопровода закрепляют в центровочной станине;
- снимают фаску и зачищают (операция выполняется одновременно);
- соединяемые концы одновременно нагревают специальным сварочным «зеркалом», глубина расплавления материала около 2 мм;
- удерживают под давлением до остывания.
В результате манипуляций должно получиться герметичное соединение с внешним наплавленным валом.
Обратите внимание! Отход от технологии грозит перегревом материала и образованием внутреннего наплыва. Это уменьшает проходимость трубопровода и считается браком в работе.
Сварка встык является недорогой (при наличии собственного оборудования) и повсеместно используется при монтаже централизованных магистралей. Для прокладки индивидуальных коммуникаций оборудование можно взять напрокат.
Сварка экструдером
Сварка с использованием экструдера (специальный инструмент для расплавления гранулированного полимера) применяется в промышленном строительстве для монтажа криволинейных трубопроводов. Это удешевляет работы, поскольку не требует соединительных фитингов.
Соединение полиэтиленовых труб экструдером схематично выглядит так:
- Трубы обрезают под необходимым углом, очищают от стружки и заусенец.
- Ветошью стирают грязь с места среза, обезжиривают раствором на спиртовой основе.
- Вручную сводят срезы встык и фиксируют в необходимом положении точечной сваркой – прихватывают.
- Тщательно проваривают шов экструдером.
Обратите внимание! Экструдер расплавляет органический полимер, что в результате может выглядеть не слишком аккуратно. Не следует трогать мягкую пластмассу руками. Следует дать ей остыть, после чего можно ножом и наждачной бумагой зачистить полученный шов.
Сварка электросварными фитингами
Монтаж при помощи электросварных фитингов требует закупки дорогостоящих комплектующих. Для работы потребуется особый сварочный аппарат без нагревающегося сегмента.
Электросварные фитинги – это детали для соединения труб из полимерных материалов, внутрь которых вмонтированы нагревательные элементы для расплавления внешней части трубы и внутренней части фитинга. Результатом является сплавление составляющих в одно целое. Для подключения к сварочному аппарату на детали есть готовые контакты.

По технологии выполнения работ монтаж трубопровода на электросварных фитингах является самым простым. Достаточно вставить концы соединяемых труб в фитинг и подсоединить его к сварочному аппарату. Процесс нагрева, расплавления материала трубы и муфты является автоматическим. Для этого на каждой детали имеется особый штрих код с информацией о температуре и времени нагрева.
Недостаток у этого метода соединения полиэтиленовых труб один – его дороговизна.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Источник



