
- Способ сварки мпг это
- Инспектору по сварке
- Новая комбинированная технология автоматической сварки неповоротных стыков труб магистрального газопровода
- Описание технологии
- Кто должен проходить аттестацию
- Принцип работы сварочного оборудования
- Что такое НАКС
- Как правильно выбрать режим
- Популярные методы сварки в Польше — список
- Рекомендации
- Технические характеристики аргонодуговой сварки
- Преимущества и недостатки этой технологии
- Самые востребованные методы сварки в Польше
- Технология частично механизированной сварки
- Вывод
- Как получить сертификат
- Недостатки швов
- ПРИЛОЖЕНИЕ 1 Рекомендуемое
- ПРИЛОЖЕНИЕ 2 Рекомендуемое
- Область использования
- Общие сведения
Способ сварки мпг это
Введите свои контактные данные, выберите одну или несколько заявок для прохождения аттестации, и наш специалист свяжется с вами в ближайшее время.

Задать вопрос
Есть вопросы по аттестации?
Оставляйте заявку на вопрос, и наш специалист ответит в ближайшее время.

416474, Астраханская область, Приволжский район, Кулаковский промузел, шоссе Энергетиков, 5Ю, 1-й этаж.
Время работы с 8:00 до 17:00 Перерыв с 12:00 до 13:00
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Источник
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Международные коды и аббревиатура для основных процессов сварки
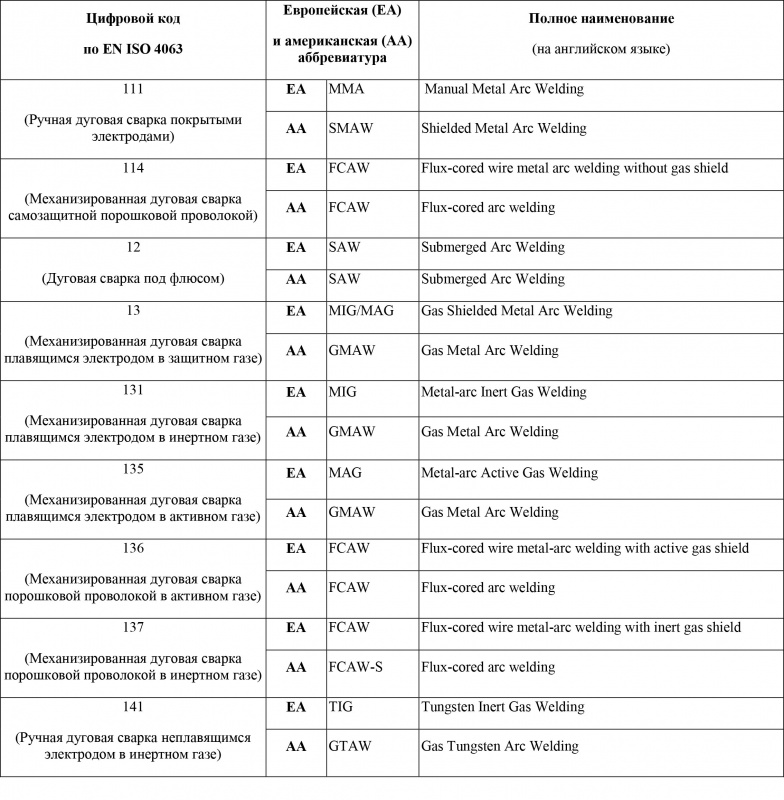
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Источник
Новая комбинированная технология автоматической сварки неповоротных стыков труб магистрального газопровода
Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет к образованию плавильной ванны и соединения металлических поверхностей между собой. Электроды для аргонодуговой сварки могут быть двух видов.
Сварка поверхностей таким методом может осуществляться с помощью электрода-расплава или электрода из вольфрама, который остается целым и плавит соединяемые кромки.
В технической номенклатуре аргонодуговые сварочные аппараты обозначаются следующими аббревиатурами:
- РАД – сварка аргонодуговая ручная с помощью вольфрамового электрода;
- ААД – сварка аргоном в автоматическом режиме, когда газовая горелка подается к сварным кромкам автоматически с помощью специального суппорта;
- ААДП – добавочное “П” означает, что в данном аппарате используются плавящиеся электроды.
В международном стандарте используются следующие аббревиатуры, как правило, в аппаратах с неплавящимися электродами:
- TIG – сварка производится с помощью вольфрама в инертной среде;
- GTAW – газовая сварка вольфрамом.
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. Как же выбрать простой в использовании сварочный аппарат для дома?
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Детальнее о лазерной резке металла здесь.
Описание технологии
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Кто должен проходить аттестацию
Аттестация НАКС может проводиться для:
- Рабочего персонала. Сотрудники могут повышать свою квалификацию добровольно, рассчитывая на лучшую должность или с прицелом на другое место работы. Кроме того, работники предприятия могут быть обязаны пройти аттестацию перед тем, как будут вовлечены в работу над крупным ответственным проектом. Чтобы после аттестации НАКС получить документы, подтверждающие квалификацию, сварщику необходимо успешно сдать практический, теоретический и специальный экзамены.
- Технологии. Обязательной аттестации подлежат технологии, которые используются при установке, ремонте, монтаже конструкций, применяющихся на опасных производственных объектах. Контрольные сварные соединения (как правило, свариваются изделия из различных металлов) подлежат экспертизе в лаборатории, после чего комиссия НАКС выносит свой вердикт.

Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:
- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Что такое НАКС
Национальное агентство контроля сварки – организация, функционирующая для проведения аттестаций специалистов сварочного производства. Сварщик категории НАКС имеет право работать с особо ответственными конструкциями. Такой труд оплачивается выше, но и требований к профессионализму аттестованным сварщикам гораздо больше.
Кроме проведения экзаменов, учреждение НАКС проводит обучение сварщиков, занимается выпуском методических пособий и усовершенствованием предписывающих документов, а также оказывает услуги консультации во время ответственных проектов.
Виды аттестации сварщиков выделяются на основе очередности прохождения процедуры сварщиком или организацией; уровней сдачи экзамена; основных групп технических устройств, для обслуживания которых требуются высококвалифицированные специалисты; применяемых технологий.
Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Популярные методы сварки в Польше — список
Цифровые обозначения методов сварки PN-EN ISO 4063:2002 Сварка и процессы, связанные. Имена и номера процессов.
- 111 Spawanie łukowe elektrodą otuloną MMA (дуговая сварка крытым электродом ММА)
- 113 Spawanie łukowe elektrodą nieotuloną (дуговая сварка электродом некрытым)
- 114 Spawanie łukowe samoosłonowym drutem proszkowym (дуговая сварка с порошковым покрытием)
- 121 Spawanie łukiem krytym drutem elektrodowym (дуговая сварка с электродной проволокой)
- 131 Spawanie metodą MIG (сварка методом MIG)
- 135 Spawanie metodą MAG (сварка методом MAG)
- 136 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 137 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 141 Spawanie metodą TIG (сварка методом TIG)
- 151 Spawanie plazmowe (плазменная сварка)
- 311 Spawanie acetylenowo-tlenowe (кислородно-ацетиленовая сварка)
- 912 Lutowanie twarde płomieniowe (пайка твердым пламенем)
- Метод MIG/MAG (сварка полуавтоматом).
С менее известными и менее востребованные методами вы можете ознакомиться по ссылке.
Рекомендации
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Технические характеристики аргонодуговой сварки
Аргон используется прежде всего для того, чтобы вытеснить воздух из сварочной среды и свести к нулю взаимодействие расплавленных кромок с воздухом, попадание которого может привести к возникновению каверзности.
Изначально данный прием использовался для сварки алюминиевых поверхностей (аргонодуговая сварка алюминия). Вся сварка производится с помощью капель расплавленного металла (крупнокапельное и капельное).
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
Самые востребованные методы сварки в Польше
Скажем по своему опыту, так как мы агентство, которое трудоустраивает в среднем 20 сварщиков на работу в Польше каждый месяц непосредственно к работодателю и к нам в агентство. По методу сварки в Польше самый востребованный метод 135. Мы уже писали это в нашей прошлой статье “Сварщик в Польше. Что и за что предлагают работодатели? Интервью”.
На наглядном примере вы можете убедиться перейдя в наш раздел вакансий для сварщиков. Больше всего там по методу 135.
Советуем сварщикам также освоить другие методы. Таким образом вы становитесь более редким специалистом, что позволит вам выторговать для себя самую лучшую ставку. Почему мы в этом уверены? Так как на поиски сварщика работодатель тратит время и деньги. Плюс страх, что может прийти хороший специалист, но пьющий. Мы это написали не просто так. Работодатели, когда дают нам заказ на рекрутацию работников подчёркивают, чтобы сварщик не пил и не являлся в пьяном состоянии на работе.
Технология частично механизированной сварки
Частично механизированная сварка предполагает ручное перемещение горелки и (или) заготовки и осуществление погрузки и разгрузки деталей. А вот подача присадочного металла происходит механическим способом. Возможна ручная регулировка сварочных параметров.
Существуют левый и правый способ газовой сварки. Левый способ заключается в перемещении горелки справа налево, при этом также передвигается перед пламенем присадочный пруток. В идеале движение должно носить зигзагообразный характер, перпендикулярный шву.
Правая сварка подразумевает прямолинейное перемещение горелки слева направо. Пламя расположено перед прутком и направлено в сторону расплавленной ванны. Металлический шов остывает не так быстро, как в первом случае. Из-за этого прочность соединения и производительность работ повышаются, а расход газа уменьшается.
Вывод
Для новичка идеальным вариантом будет MMA-сварочник: он прост, не требует особых навыков и дополнительного дорогостоящего баллонного газа. Освоив классический способ сварки покрытыми электродами, можно свободно выполнять работы с большим количеством конструкций и изделий.
Если вы — профессионал своего дела и вам необходим аппарат для работы с цветными металлами и их сплавами, стоит выбирать сварочный агрегат, работающий в защитной среде инертных газов.
Компания Евроинструмент предлагает качественные аппараты для любых видов сварки по доступным ценам. В наличии — как маломощные бюджетные модели бытового назначения, так и более мощное профессиональное оборудование ведущих отечественных и мировых производителей.
Как получить сертификат
Пройти аттестацию может любой специалист, имеющий соответствующее образование, квалификацию и необходимую профессиональную подготовку.
- Кандидат представляет в аттестационный центр заявку, документы об образовании и квалификации, справку с места работы.
- В течение 3 дней принимает решение об одобрении заявки. Если заявка отклонена, аттестационный центр письменно сообщает о причине отклонения заявки.
- Аттестация сварщиков заключается в проверке знания теории сварки и практических навыков специалиста. При сертификации 1 уровня проверка включает не меньше 15 теоретических вопросов, для сварщиков 2, 3 и 4 уровня – не менее 20 вопросов. Проверку теоретических знаний проводят при помощи компьютера или в письменной форме с использованием методических материалов, которые разработаны органом сертификации. Также может быть проведено дополнительное собеседование. Теоретическая часть считается пройденной, если кандидат правильно ответил на 80% вопросов.
- При проверке практических навыков руководствуются документами НАКС и ГОСТами, которые регламентируют проведение практических испытаний. Проверка пройдена, если специалист выполнил практическое задание соответственно заявленной области сертификации. Кандидату, успешно прошедшему проверку, выдается сертификат.
- Если кандидат не прошел проверку на знание теории или практических навыков, он имеет право в течение 3 месяцев повторно сдать эту часть в том же аттестационном центре. Не прошедший повторную проверку кандидат считается не сдавшим аттестацию, он получает письменный отказ в сертификации.
- Номер удостоверения аттестованного специалиста, заносится в реестр НАКС. При помощи реестра можно узнать, когда проводилась сертификация, область сертификации, а также срок действия документа.
Для сварщиков удостоверение действительно– 2 года, для сотрудников сварочного производства 2 и 3 уровней действует 3 года, для 4 уровня – 5 лет.
Недостатки швов
Дефекты сварочных швов возникают вследствие:
- дифференциального нагрева металлического изделия;
- усадки расплавленного вещества;
- структурных изменений в химическом элементе.
Для предотвращения несовершенства сварки детали закрепляют в специальных инструментах. Этот вариант идеально годится для вязких составов, которые не вызывают образование трещин.
Некоторые сварщики используют метод обратной деформации или метод полного (частичного) устранения внутренних напряжений.
ПРИЛОЖЕНИЕ 1 Рекомендуемое
| Предел текучести свариваемой стали, МПа | Минимальное значение катетов углового шва для свариваемого элемента большей толщины | |||||||
| от 3 до 4 | св. 4 до 5 | св. 5 до 10 | св. 10 до 16 | св. 16 до 22 | св. 22 до 32 | св. 32 до 40 | св. 40 до 80 | |
| До 400 | 3 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Св. 400 до 450 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Примечание. Максимальное значение катетов не должно превышать 1,2 толщины более тонкого элемента.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 2 Рекомендуемое
| Катет углового шва для сварки | ||||
| ручной дуговой | под флюсом | |||
| проволокой диаметром от 3 до 5 | проволокой диаметром от 1,4 до 2,5 | |||
| в положении «в лодочку» | в нижнем положении | в положении «в лодочку» | в нижнем положении | |
| 4 | 3 | 3 | 3 | 3 |
| 5 | 3 | 3 | 4 | 4 |
| 6 | 4 | 4 | 5 | 5 |
| 7 | 5 | 5 | 6 | 6 |
| 8 | 5 | 5 | 6 | 6 |
| 9 | 6 | 7 | 7 | 8 |
| 10 | 6 | 8 | 8 | 9 |
| 11 | 7 | 9 | 9 | 10 |
| 12 | 8 | 9 | 9 | 11 |
| 13 | 8 | 10 | 11 | 13 |
| 14 | 9 | 11 | 12 | 14 |
| 15 | 10 | 12 | 13 | 15 |
| 16 | 10 | 13 | 14 | 16 |
| 17 | 13 | 17 | 17 | 17 |
| 18 | 14 | 18 | 18 | 18 |
| 19 | 15 | 19 | 19 | 19 |
| 20 | 16 | 20 | 20 | 20 |
| 21 | 16 | 21 | 21 | 21 |
| 22 | 17 | 22 | 22 | 22 |
| 23 | 23 | 23 | 23 | 23 |
| 24 | 24 | 24 | 24 | 24 |
| 25 | 25 | 25 | 25 | 25 |
Область использования
Данный вид технологических работ широко используется при производстве:
Механизированная сварка – это вид сварочных работ, где все ключевые манипуляции, кроме погрузки и разгрузки изделий, выполняются в автоматическом режиме.
Частично механизированная – представляет собой металлообработку, где в ручном режиме осуществляется передвижение горелки и заготовки, погрузка и разгрузка изделий, а проволока поступает механически.
Общие сведения
Довольно часто в быту возникает необходимость выполнить какие-либо действия с металлом, будь-то сборка армировочного пояса для фундамента, возведение забора, ремонт автомобиля. Ввиду специфики работы сварочным инструментом большинство людей прибегает к услугам профессионалов, однако, находятся и те, кто самостоятельно пытается постичь сварное дело.
Самый первый и самый главный шаг, которые делает новичок на пути прохождения тернистого пути к успеху — покупка сварочного аппарата. В статье рассмотрим классификацию сварочных аппаратов, которая поможет сделать правильный выбор.
Источник



