
- Сварка многослойных швов
- СВАРКА И РЕЗКА МЕТАЛЛОВ
- Аппарат для сварки: какой выбрать
- Расходные материалы, необходимые для сварки
- Критерии выбора сварочных аппаратов
- Продажа шагающий экскаватор 20/90
- Сварка металлов
- Вы здесь
- Сообщение об ошибке
- Многослойные швы
- Многослойные швы
- Двойной слой
- Технология сварки многослойных швов
- Сварка толстостенных конструкций
- МНОГОСЛОЙНЫЙ
- МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
- НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
- Большая Энциклопедия Нефти и Газа
- Многослойный шов
Сварка многослойных швов
При сварке многослойного шва сначала проваривают его корень ниточным валиком электродом диаметром 3—4 мм. Тщательность наложения первого валика имеет важное значение для получения прочного соединения при многослойной сварке. Затем производят наплавку последующих слоев, предварительно очистив поверхность ранее наплавленных валиков от шлака. При V-образной подготовке шва корень последнего подваривают также и с обратной стороны.
При многослойной сварке стыковых Х-образных швов сначала проваривают корень шва с одной стороны электродами диаметром 3—4 мм, очищают шов от шлака и наносят второй слой электродами большего диаметра. Затем изделие поворачивают, проваривают корень шва с другой стороны также электродами диаметром 3— 4 мм и накладывают второй слой в том же порядке. Предварительно шов очищают проволочной щеткой и, если нужно, прорубают зубилом канавку. После этого наносят попеременно то с одной, то с другой стороны разделки последующие слои электродами диаметром 5— 6 мм. Этим обеспечивается меньшее коробление изделия при сварке. Чтобы при наплавке вышележащих слоев обеспечивался достаточный прогрев и отжиг ранее наплавленного слоя, толщина каждого слоя не должна быть более 4—5 мм.
Практически для многослойных швов установлены следующие соотношения между площадью поперечного сечения металла, наплавленного за один проход, и диаметром электрода: для первого прохода (провар корня шва) Fx = (6 8)d3J[;
для последующих проходов Fu = (8 — 12)с? зл, где F, — площадь сечения шва для первого прохода, мм2;
F„ — площадь сечения шТза для последующих проходов, мм2;
d-ъп — диаметр проволоки электрода, мм.
СВАРКА И РЕЗКА МЕТАЛЛОВ
Аппарат для сварки: какой выбрать
Самый популярный способ крепления металлических деталей – сварка. И заниматься ею можно не только во промышленных масштабах. В быту сварочные работы используются также часто, причем речь не всегда о сварщиках, …
Расходные материалы, необходимые для сварки
Чтобы выполнить сварку прочно и качественно, недостаточно иметь только сварочный аппарат. Дополнительно потребуется подобрать расходные материалы с учетом вида свариваемого металла. Перед началом работы определите, что именно вам нужно, и …
Критерии выбора сварочных аппаратов
Есть несколько факторов, анализировать которые при выборе сварочного аппарата нужно обязательно в магазине сварочного оборудования. Следует учесть рабочий диапазон температур, а также мощность. Рекомендуется учесть возможность смены полярности, и показатель …
Продажа шагающий экскаватор 20/90
Цена договорная
Используются в горнодобывающей промышленности при добыче полезных ископаемых (уголь, сланцы, руды черных и
цветных металлов, золото, сырье для химической промышленности, огнеупоров и др.) открытым способом. Их назначение – вскрышные работы с укладкой породы в выработанное пространство или на борт карьера. Экскаваторы способны
перемещать горную массу на большие расстояния. При разработке пород повышенной прочности требуется частичное или
сплошное рыхление взрыванием.
Вместимость ковша, м3 20
Длина стрелы, м 90
Угол наклона стрелы, град 32
Концевая нагрузка (max.) тс 63
Продолжительность рабочего цикла (грунт первой категории), с 60
Высота выгрузки, м 38,5
Глубина копания, м 42,5
Радиус выгрузки, м 83
Просвет под задней частью платформы, м 1,61
Диаметр опорной базы, м 14,5
Удельное давление на грунт при работе и передвижении, МПа 0,105/0,24
Размеры башмака (длина и ширина), м 13 х 2,5
Рабочая масса, т 1690
Мощность механизма подъема, кВт 2х1120
Мощность механизма поворота, кВт 4х250
Мощность механизма тяги, кВт 2х1120
Мощность механизма хода, кВт 2х400
Мощность сетевого двигателя, кВ 2х1600
Напряжение питающей сети, кВ 6
Более детальную информацию можете получить по телефону (063)0416788
Источник
Сварка металлов
Вы здесь
Сообщение об ошибке
Многослойные швы
По способу заполнения швов по сечению различают однопроходные, однослойные швы (рис. 27, а), многопроходные многослойные (рис. 27,6) и многослойные (рис. 27, в).

Рис. 27. Сварные швы
Многослойные швы
Если число слоев равно числу проходов дугой, то такой шов называют многослойным. Если некоторые из слоев выполняются за несколько проходов, то такой шов называют многопроходным.

Рис. 28. Схемы заполнения шва при сварке: а — каскадом, б — блоками, в — поперечной горкой: 1 — 12 — слои в шве. I, II, III, IV — ступени шва, S — толщина стыка
Многослойные швы чаще применяют в стыковых соединениях, многопроходные — в угловых и тавровых.
Для более равномерного нагрева металла шва по всей его длине швы выполняют двойным слоем, секциями, каскадом и блоками, причем в основу всех этих способов положен принцип обратноступенчатой сварки (рис. 28).
Двойной слой
Сущность способа двойного слоя заключается в том, что наложение второго слоя производится по неостывшему первому после удаления сварочного шлака: сварка на длине 200 — 400 мм ведется в противоположных направлениях.
Этим предотвращается появление горячих трещин в шве при сварке металла толщиной 15 — 20 мм, обладающего значительной жесткостью.
Источник
Технология сварки многослойных швов




![]()
![]()
Многослойные швы чаще применяются для стыковых соединений(швов). При сварке многослойных швов применяются разделка U-образная и Х-образная. Многослойный многопроходной двухсторонний шов чаще применяются для угловых и тавровых швов. Для равномерного прогрева металла по всей длине шва накладывают горкой и блоками (секциями).
Второй слой накладывают по не остывшему первому, после отбивания(зачистки) шлака накладывают в противоположном направлении. Подварочный шов варят с диаметром электрода меньше чем при сварке облицовочного шва. Перед подваркой корень шва зачищают.
При накладном методешов разбивают на участки по 200мм. Каждый последующий слой накладывают на не успевший остыть металл предыдущего слоя,
Сварка «горкой»— ведется 2-мя сварщиками одновременно от середины к краям, обратно ступенчатой сваркой.
При сварке блоками(секциями)шов заполняется отдельными ступенями по всей высоте шва. Этот метод применяется для сталей, заканчивающихся при сварке.
3.Кристаллическое строение металлов. Изменение решетки в зависимости от температуры. Влияние кристаллического строения на свойства металла.
Все металлы являются кристаллическими телами, имеющими определенный тип кристаллической решетки, состоящей из малоподвижных положительно заряженных ионов, между которыми движутся свободные электроны (так называемый электронный газ). Такой тип структуры называется металлической связью.
Строение кристаллической решетки может иметь разные формы. Это зависит от температуры плавления, охлаждения (на воздухе, при закалке в масле или воде, медленное охлаждение) и от количества углерода, легирующих элементов.
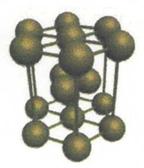
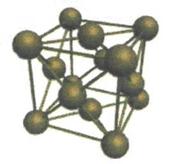
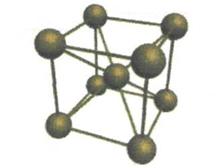
Рис. Виды кристаллических решеток
Основные виды кристаллических решеток металлов:
а) объемно- центрированная кубическая;
б) гранецентрированная кубическая;
в) гексагональная плотноупакованная.
Кристаллические решетки металла могут изменяться в зависимости от изменения температуры металла и изменять механические и технологические свойства металла. На этом явлении основаны процессы термообработки металлов. Металл нагревается до температуры начала превращений в металле, выдерживается при этой температуре до окончания превращений и охлаждается.
Источник
Сварка толстостенных конструкций
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный).
Сварка за один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины
МНОГОСЛОЙНЫЙ
чаще — для стыковых швов

I — VI — очередность нанесения слоев
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых

I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм

НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя

СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей

ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке
Источник
Большая Энциклопедия Нефти и Газа
Многослойный шов
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Под слоем сварного шва ( I-1V на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков ( 7 — 5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке. [2]
Швы многослойного шва выполняют, как правило, электродами одного диаметра при одинаковой силе тока. [3]
Металл многослойного шва , особенно при сварке покрытыми электродами, обладает более низкой критической температурой перехода в хрупкое состояние, чем металл однослойного шва. Это связано в основном с измельчением структуры металла шва под воздействием теплоты, выделяемой при наложении последующих слоев. Термическое воздействие повторного нагрева сходно с воздействием, оказываемым нормализацией. [4]
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке. [5]
Каждый слой многослойного шва имеет увеличенное в несколько раз сечение по сравнению с сечением каждого валика при многопроходной сварке; поэтому многослойный шов обеспечивает повышенную производительность. [6]
Первый слой многослойного шва не проковывают, так как в нем от ударов могут возникнуть трещины. [8]
Важным элементом многослойного шва является подварочный шов, который выполняют после тщательной зачистки или даже удаления части корневого шва, где наиболее вероятно скопление дефектов. Это делают с помощью рубильного молотка крейц-мейеелем путем вышлифовки абразивным кругом или выплавкой воздушно-дуговым резаком. Качественное выполнение подварочного шва во многом обеспечивает прочность всего сварочного соединения. [9]
Медленно охладившийся металл многослойного шва , подвергавшийся тепловому воздействию при наложении последующих слоев. [11]
При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе — обозначение основного способа сварки. [12]
Если отдельные слои многослойного шва выполняются в разных положениях, обозначения относятся к каждому слою в отдельности, В табл. 2.1 показаны схемы различных положений и их обозначения. Стрелкой, направленной вверх, обозначена сварка на подъем, направленной вниз — сварка на спуск. По удобству и легкости выполнения самое лучшее положение — это Л и Н, затем положения усложняются в таком — порядке: Пв, Пг, В, Г, Пп и П, последние два — самые трудные для выполнения, их следует избегать. [14]
Кроме того, металл многослойного шва будет всегда неоднородным, так как его слои, примыкающие к основному металлу иного состава, чем наплавленный, будут разбавляться за счет неизбежного при сварке проплавления. При этом рядом с зоной сплавления могут быть получены хрупкие прослойки. Последние могут явиться причиной разрушений типа отколов в сварных конструкциях из закаливающихся сталей с большой толщиной свариваемых элементов. [15]
Источник



