
- Инспектору по сварке
- Способ сварки мадп что это
- Особенности технологии и принцип работы аргонодуговой сварки
- Особенности и принципы
- Влияние чистых газов на TIG, MAG
- Аргон (Ar)
- Гелий (He)
- Технология и оборудование
- Электроды вольфрамовые
- Формообразование электрода
- Горелка
- С помощью инвертора
- Процедуры подготовки и проведения работ
- Режимы
- Особенности розжига дуги
- Преимущества и недостатки
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Международные коды и аббревиатура для основных процессов сварки
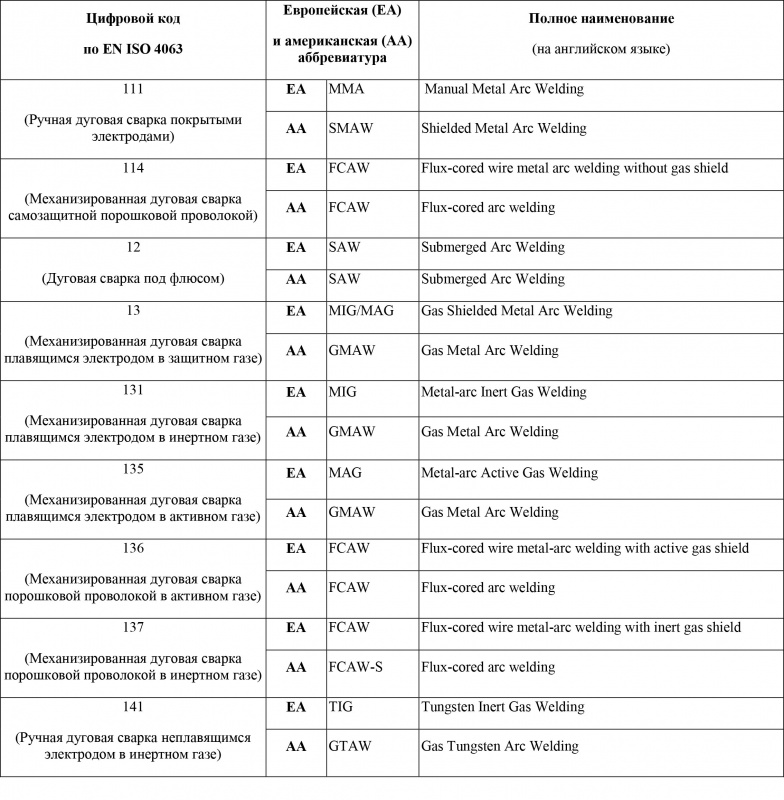
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Источник
Способ сварки мадп что это
Введите свои контактные данные, выберите одну или несколько заявок для прохождения аттестации, и наш специалист свяжется с вами в ближайшее время.

Задать вопрос
Есть вопросы по аттестации?
Оставляйте заявку на вопрос, и наш специалист ответит в ближайшее время.

416474, Астраханская область, Приволжский район, Кулаковский промузел, шоссе Энергетиков, 5Ю, 1-й этаж.
Время работы с 8:00 до 17:00 Перерыв с 12:00 до 13:00
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Источник
Особенности технологии и принцип работы аргонодуговой сварки
Инертные газы защищают неразъёмные соединения стальных сплавов на стадии создания шва. Для цветных металлов аргоно-дуговая сварка – это надёжный способ соединения. Особенно такого капризного материала, как алюминий и тугоплавкого титана.
Особенности и принципы
 Технология сварки в среде аргона совместила технические приёмы газовой и дуговой сварок. Разница в неучастии аргона в горении и плавлении. Отсечение атмосферных газов аргоном в качестве зонирующего элемента с участка металлургического плавления, исключает окисление расплава, горение в кислородной среде, устраняет пористость шовных соединений.
Технология сварки в среде аргона совместила технические приёмы газовой и дуговой сварок. Разница в неучастии аргона в горении и плавлении. Отсечение атмосферных газов аргоном в качестве зонирующего элемента с участка металлургического плавления, исключает окисление расплава, горение в кислородной среде, устраняет пористость шовных соединений.
Сварка аргоном ведётся 4 классическими способами:
- Ручной режим неплавящимся вольфрамовым электродом с подачей присадочной проволоки – РАД.
- Автоматизированная – горелка подаётся суппортом автоматически к сварным кромкам, электрод неплавящийся – ААД.
- Автоматическая сварка плавящимся электродом (проволокой) – ААДП.
- Механизированная сварка плавящимся электродом – МАДП.
Поверхностное наплавление металлической основы, классификация:
- Автоматизированная наплавка: вольфрамовый электрод и присадка – ААДН.
- Автоматическая наплавка плавящимся электродом – ААДПН.
- Механизированная наплавка плавким электродом – МАДПН.
Влияние чистых газов на TIG, MAG
Интенсивность процесса, при рафинировании условий создания шва: глубины, формы, влияния дымообразования, скорость осаждения расплава, производительности регулирует искусственная защитная среда. Влияние на дугу двояко: воздействие носит и положительный, и отрицательный характер.
Аргон (Ar)
Инертность аргона нейтрализует вовлечение атмосферы в окислительные процессы. Подавляет химическую активность металлов. Низкая теплопроводность замедляет теплопередачу окружающей среде.
Формируется узкий столб дуги. Соответственно профиль проникновения V-образный: глубокий и зауженный. Тенденция к выпуклости шва и подрезам на пограничных линиях – последствия ограничения теплопередачи внешним граням. Расход аргона при сварке 7–8 л/мин.
Вес одноатомного Ar больше, чем у воздуха, это удерживает облако в зоне сварки. Полярность преимущественно прямая – на обратной полярности газ порождает поток токопроводящих электронов сродни плазме. В MAG чистый Ar способствует струйному переносу металла.
Гелий (He)
Лёгкий гелий – полная противоположность ленивому аргону. Профиль проникновения широк, вследствие большего тепловложения, температура дуги выше при снижении величины тока. Без высокочастотного возбуждения зажжение дуги затруднено. Успешно применяется в сварке разнородных металлов.
Атомный вес принуждает увеличивать выходное рабочее давление и расход He против Ar в 2,5 раза: до 25 л, кроме потолочных швов. Стоимость неочищенного гелия в 4 раза выше аргона, очищенного – в 8 раз. Электродный материал в среде чистого He переносится крупными каплями. В смеси гелий и аргон проявляют лучшие свойства.
Технология и оборудование
Технология сварочного процесса реализуется аппаратами Tungsten Inert Gas (TIG) при толщинах сопрягаемых металлов свыше 2 мм плавящимся электродом в режиме работы полуавтомата. Либо вольфрамовым электродом для тонких материалов с участием присадочной проволоки – РАД сварка.
Оснащение сварочного поста основным и вспомогательным оборудованием:
- Стабилизирующее сетевую энергию устройство.
- Полуавтомат инверторного типа, трансформатор с интервалом мощности холостого хода 60–70 В.
- Силовой контактор подачи напряжения.
- Возбудитель высокочастотных импульсов осцилляторного типа для преодоления ионизации и возбуждения дуги без соприкосновения с поверхностью.
- Комплект разнотипных керамических горелок.
- Вольфрамовые электроды либо подающий присадку механизм.
- Газобаллонное оборудование с редуцирующими устройствами.
- Средства индивидуальной защиты.
Что такое аргонодуговая сварка с точки зрения рекомендаций технологии:
- Удержание короткой дуги для образования узкого шва с глубоким проплавом.
- Прямолинейность подачи горелки вдоль оси шва без поперечных отклонений движения.
- Внешний признак непроплава – выпуклость шва переходит в округлость.
- Подача присадочной проволоки ведётся навстречу движения горелки равномерно, под углом для удобства контроля швообразования.
- Стыковые швы и по отбортовке металлов малых толщин ведут без использования присадки.
[stextbox сварка чувствительна к загрязнениям и оксидным проявлениям.[/stextbox]
Электроды вольфрамовые
Переносимость сверхвысоких температур до 3000 0 С при сохранении формы наконечника и твёрдости усиливаются напылением оксидами редкоземельных металлов. Маркировка указывает химсостав, размер прутка.
Изделия отечественной промышленности не всегда совпадают с мировыми требованиями. Международная символика стандартизирована, обобщена, включает буквенные, цифровые и цветовые обозначения:
- W – начальный символ маркировки, обозначает доминирующий металл вольфрам;
- WP – основа без добавок, сигнальный цвет зелёный;
- Вторая литера означает добавку лигатур на 1000 долей основы (0,1%);
- Длинновой размер электрода (50–175 мм);
- WC – универсальные электроды на оба вида тока;
- Диоксид тория (WТ) – применяется для цветных сплавов, нержавейки, низколегированными углеродистыми сталями; самая ходовая марка списка, характеризуется повышенной прочностью;
- Диоксид иттрия (WY) – максимальные значения силы тока при прямой полярности: титан, медь, сварка чёрного металла аргоном;
- Оксид циркония (WZ) – стабильность дуги при переменном токе: медь, алюминий, чувствительность к чистоте поверхности;
- Оксид лантана (WL) – выступает в двух подкатегориях с 1,5 и 2% содержания примеси; прочностные характеристики стержня и геометрия заточки сохраняются при высоких энергозатратах при переменном и постоянном токе.
Формообразование электрода
Наплавляющие электроды с примесями редкоземельных металлов по назначению и величине фронта плавления производятся размерами Ø 1–6,4, обладают улучшением свойств по показателям:
- токопроводимости;
- дугообразованию и поддержанию дуги;
- тугоплавкости;
- сохранению заданной формы.
Конфигурация рабочего конца в виде сферы, конуса углом 15–120 0 влияет на качество соединения при изменении толщин деталей:
- тупоугольность выгодна на тонколистовых заготовках, для толстых неудобна;
- остроугольность способствует увеличению производительности труда;
- лучшая стабильность дуги при 60 0 .
Метод формообразования важен: при ручной заточке поперечное снятие металла децентрализует дугу. Интенсивность провара концентрируется по боковым кромкам. Центру недостаёт тепла, равномерность создания шва нарушается.
Типичные ошибки заточки:
- Излишне острый угол – активизация плавления, характерная исключительно для упрочнения соединения толстостенных деталей.
- Степень проплавки наименьшая, когда угол в районе 15 0 , остроугольный электрод выгорает скорее.
- Заточка влияет на ширину проплава, выход показателя за рамки ширины наложения ведёт к незапланированному расходу присадки и времени.
- Асимметричность угла заточки, иные дефекты приводят к неконтролируемому смещению, блужданию дуги.
Горелка
Горелка удерживает W-электрод и является проводником аргона. Сертификация инструмента ведётся согласно ГОСТ 5.917-71. Сопла подразделяются по величине максимального тока и по виду охлаждения.
Горелки до 200 А имеют воздушное охлаждение, цанговые патроны рассчитаны на максимальный Ø 3. Мощные охлаждаются проточной водой. Цанги зажимают вставки до Ø 6. Ток достигает 500 А.
Горелка с плавящимся электродом работает по тому же принципу: дуга подаётся между изделием и проволокой. Отпадает надобность в цанге. Узкая зона термовоздействия, механизация процесса при сварке алюминия и нержавейки выигрышны.
С помощью инвертора
Подбор инвертора для работы в среде аргона определяют задачи и Материал сварочных единиц. Базовый элемент выбора – максимальное значение тока. Ориентир – табличные значения марки, толщины сплава.
Гибкость, подстраивоимость инверторов превращают установки в универсальное оборудование. Но наличие желательных функциональных установок упрощает работу и малоопытному сварщику:
- Переключение с постоянного тока на переменный, обозначается TIG AC DC, без этой функции придётся отказаться варить алюминий.
- Дополнение к TIG ручного режима ММА, полуавтоматического MIG, MAG расширяет спектр работ до бесконечности.
- Осциллятор, обеспечивающий бесконтактное зажжение дуги за счёт поднятия напряжения в 10–30 раз, частоты в 30 тыс. раз.
- Управление нарастанием и спадом амперной характеристики.
- Антизалипание электрода и горячий старт.
Процедуры подготовки и проведения работ
Со стыковочных поверхностей удаляются загрязнения, следы ржавчины, проводится обезжиривание. Алюминий подвергается обязательной мехобработке по разрушению плёнки окислов.
Подача газозащиты настраивается с упреждением в 10 сек. до зажжения дуги и задержкой отключения газопотока по завершении цикла для ограждения шва против окислительных реакций. Электрод удерживается вблизи заготовки без контакта. Короткая дуга – залог качества.
В течение 10-минутных циклов в соответствии с паспортной продолжительностью нагрузки проводятся регламентированные перерывы. Сопло ведётся по продольной оси шва без поперечных колебаний. Завершают шов плавным сбросом тока реостатом для заполнения выемки кратера сварочной ванны.
В экипировку сварщика входят маска со светофильтром, не сковывающие движения теплостойкие перчатки, куртка, устойчивая к прожигу брызгами, закрытая обувь.
Режимы
Как варить аргоном новичку при сварке в домашних условиях, подскажут справочные таблицы. Полнота данных поможет определиться предварительно с основными настройками, подкорректировать режимы.
Остаётся проследить, чтобы горелка относительно заготовки находилась под углом более 80 0 , наконечник электрода выступал из сопла на 3–5 мм, и удерживать его при возбуждении дуги в 2–3 мм над деталью.
Токовую нагрузку определяют:
- диаметр электрода (проволоки);
- типы и толщины металла;
- полярность.
Сварку чёрного металла аргоном ведут с прямой полярностью. Газ подаётся равномерным потоком без пульсации.
Особенности розжига дуги
Старт розжига с устойчивым поддержанием горения облегчён при постоянном токе прямой полярности. Токи высокой плотности при минимальном ампераже не способствуют перегреву и выходу из строя электрода.
Смена полярности чревата ростом напряжения электродуги. Электрод теряет теплостойкость, а сама дуга устойчивость. Положительный момент обратной полярности – бомбардировка положительными зарядами частиц аргона разрушает окисление сварной поверхности.
Поток электронов приводит электризованный газ в состояние токопроводящей плазмы. Для сварки алюминия этот аспект важен. Низкая температура плавления и текучесть преодолеваются благодаря более низким токам, чем при сварке стали.
Сварка меди осложняется необходимостью подогрева, внесения раскисляющих присадок, флюсов для ответственных соединений. С неплавящимся электродом применяется прямая полярность.
Проволока малых диаметров с раскислителями подаётся полуавтоматом на высокой скорости. Производительный режим со стойкой дугой, должным проплавлением обеспечивается обратной полярностью.
Плавление проволоки с увеличением скорости подачи из мелкокапельного переходит в струйный вид. Плотность шва удовлетворительная, разбрызгивание на минимуме.
Преимущества и недостатки
Плюсы аргонной сварки:
- Низкотемпературный процесс сварки алюминия совмещается с интенсивным прогревом меди, титана.
- Плотность и атомный вес аргона обеспечивают защиту при снижении расхода.
- Допустимость сращения различных металлов.
- Лёгкость освоения ремеслом.
- Сквозняк и вытяжная вентиляция увеличивают расход газа.
- Сложность оборудования и настроек.
Источник



