
- Какой тип сварки лучше?
- Дуговая сварка (покрытым электродом)
- Аргоновая сварка неплавящимся электродом
- Сварка полуавтоматом
- Газопламенная сварка
- Заключение
- Разновидности и способы выполнения сварочных швов
- Наклон электрода
- Траектория движения
- Нормативы и понятие катета
- Виды соединений
- Форма и протяженность
- Слои и расположение в пространстве
- Обработка сварного соединения
- Как выбрать способ сваривания металла
- Особенности электродуговой сварки
- Источники питания для электродуговой сварки
- Электроды для электродуговой сварки
- Преимущества и недостатки электродуговой сварки
- Применение электродуговой сварки
- Особенности полуавтоматической сварки
- Источники питания для полуавтоматической сварки
- Электроды для полуавтоматической сварки
- Преимущества и недостатки полуавтоматической сварки
- Применение полуавтоматической сварки
- Особенности аргонодуговой сварки
- Источники питания для аргонодуговой сварки
- Электроды для аргонодуговой сварки
- Преимущества и недостатки аргонодуговой сварки
- Применение аргонодуговой сварки
- Особенности контактной сварки
- Типы машин контактной сварки
- Электроды для контактной сварки
- Преимущества и недостатки контактной сварки
- Применение контактной сварки
- Заключение
Какой тип сварки лучше?

Вопрос, поставленный выше, периодически возникает у непрофессионалов, которые обращаются в компании, производящие сварку. Но на него нельзя ответить однозначно. Каждый сварочный метод имеет свои плюсы и минусы. Предлагаем вам ознакомиться с информацией о них.
Дуговая сварка (покрытым электродом)

+ Способ распространен повсеместно, его можно заказать практически в любой компании.
+ Этот метод сварки позволяет соединять изделия в любых пространственных положениях
+ Доступность по цене.
+ Способ универсален. С его помощью можно соединять черные, цветные металлы и разнообразные сплавы.
+ Дуговая сварка выполняется и на постоянном, и на переменном токе.
— Довольно некачественный шов. Возможны «непровары» и неравномерные области наплавления.
— Коэффициент полезного действия очень низкий (процент отходов достигает тридцати).
— Требует специальной подготовки и опыта.
— Нельзя сваривать тонкие детали.
Аргоновая сварка неплавящимся электродом

+ Метод идеален для соединения цветных металлов и легированной стали.
+ Подходит для фиксации тонких изделий.
+ Высокая точность и равномерность шва.
— Минимальная производительность при ручной сварке.
— Нельзя применять автоматическое соединение для сварки коротких швов или с разной направленностью.
— Требует дополнительной доработки аппаратов для сваривания разных материалов и деталей.
— Оборудование стоит довольно дорого.
Сварка полуавтоматом

+ Подходит для сварки черных и цветных металлов.
+ Используется для деталей с толщиной от двух до тридцати миллиметров.
+ Позволяет получить ровный шов.
— Во время работы нельзя увидеть, как формируется шов, а также скорректировать процесс.
— При токах больше 200А металл разбрызгивается, окалины следует удалять.
— Может использоваться только в помещении.
— Требует серьезного опыта и подготовки.
Газопламенная сварка

+ Не требует электричества.
+ Оборудование можно переносить куда угодно.
+ Особенности процесса позволяют избежать прожогов или перегрева металла.
— Большая область температурного влияния.
— Для правильного выполнения нужен большой опыт.
— Действия можно производить только вручную.
Заключение
Тип сварки выбирают в зависимости от поставленных задач, обрабатываемого материала и особенностей изделия. Все методы хороши по-своему, когда они используются по назначению.
Источник
Разновидности и способы выполнения сварочных швов
Конечная цель любого сварщика – получение качественного сварочного шва. От этого зависит прочность и долговечность соединения деталей. Для успешной работы важно правильно выполнить подключение; выбрать силу тока, угол наклона электрода; хорошо владеть техникой выполнения шва. Результатом правильной работы будет надежное сваривание металлических деталей.

Наклон электрода
Сварочные швы классифицируют по нескольким признакам. Виды и типы сварочных соединений нужно рассматривать последовательно, вникая в тонкости процесса. НА шов влияет расположение, направление и траектория движения электрода.
 После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
После закрепления выбранного электрода в фиксаторе, установки тока, подключения полярности начинается процесс сваривания.
У каждого мастера есть свой предпочтительный угол наклона электрода. Многие считает оптимальным значение 70 ° от горизонтальной поверхности.
От вертикальной оси при этом образуется угол, равный 20 °. Некоторые работают под максимальным углом 60 °. В целом, в большинстве учебных рекомендаций присутствует диапазон значений от 30 ° до 60 ° от вертикальной оси.
В определенных ситуациях, при сварке в труднодоступных местах, нужно ориентировать электрод строго перпендикулярно относительно поверхности свариваемого материала.
Перемещать электрод можно тоже по-разному, в противоположных направлениях: от себя или к себе.
Если материал требует глубокого прогрева, то электродом ведут к себе. В след за ним в направлении сварщика тянется рабочая зона. Образующийся шлак накрывает место сплава.
Если работа не предполагает сильного прогревания, то электрод перемещают от себя. За ним «ползет» сварочная зона. Глубина разогрева при таком исполнении шва минимальна. С направлением вопрос ясен.
Траектория движения
Особое влияние на шов оказывает траекторию движения электрода. Она в любом случае имеет колебательный характер. Иначе две поверхности сшить не удастся.

Колебания могут быть похожи на зигзаги с разным шагом между острыми углами траектории. Они могут быть плавными, напоминающими движение по смещенной восьмерке. Траектория может быть подобна елочке или прописной букве Z с вензелями вверху и внизу.
Идеальный шов имеет постоянную высоту, ширину, равномерный внешний вид без дефектов в виде кратеров, подрезов, пор, непроваров. Название возможных изъянов говорит само за себя. Хорошо отработав умения, можно успешно накладывать любой шов, сваривать разнообразные металлические детали.
Нормативы и понятие катета
Сварной шов начинает формироваться в рабочей зоне при расплавленном состоянии металлов, и окончательно образуется после застывания.
Существующая классификация группирует швы по различным признакам: типу соединения деталей, образующейся форме шва, его протяженности, количеству слоев, ориентации в пространстве.
Типы возможных сварных соединений отображены в стандарте для ручной и дуговой сварки ГОСТ 5264. Соединения, выполняемые дуговой сваркой в атмосфере защитного газа нормированы документом ГОСТ 14771.
В ГОСТах имеется обозначение каждого сварного соединения, а также таблица, содержащая основные характеристики, в частности значения катета сварочного шва.
 Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
Что такое катет, понять достаточно просто, взглянув на рисунок соединяемых деталей. Это сторона умозрительного равнобедренного треугольника максимальных размеров, который поместится в поперечном сечении шва. Правильно рассчитанное значение катета гарантирует прочность соединения.
У деталей неравномерной толщины за основу берут площадь сечения детали в самой тонкой ее части. Не следует пытаться неоправданно увеличивать катет. Это может привести к деформации сваренной конструкции. К тому же увеличится расход материалов.
Проверка размеров катета проводится с помощью универсальных справочных шаблонов, представленных в специальной литературе.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
 При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Форма и протяженность
 Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Форма шва может быть выпуклой, ровной (плоской). Иногда появляется необходимость сделать вогнутую форму. Выпуклые соединения предназначены для усиленной нагрузки.
Вогнутые места сплавов хорошо выдерживают динамические нагрузки. Универсальностью характеризуются плоские швы, которые делают чаще всего.
По протяженности швы бывают сплошными, не имеющими интервалов между сплавленными соединениями. Иногда достаточно швов прерывистого типа.
Интересной промышленной разновидностью прерывистого шва является соединение, которое образует контактная шовная сварка. Делают ее на специальном оборудовании, оснащенном дисковыми вращающимися электродами.
Часто их называют роликами, а такой вид сварки – роликовой. На таком оборудовании можно выполнять также сплошные соединения. Полученный шов очень прочен, абсолютно герметичен. Способ используют в промышленных масштабах для изготовления труб, емкостей, герметичных модулей.
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
 При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Обработка сварного соединения
 При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
При проведении сварки образуются шлаки. Если шлаковые включения попадают в шов, его качество ухудшается. Все шлаковые наслоения обязательно следует зачистить.
Если сварка выполняется несколькими проходками, то зачистка швов выполняется после каждого этапа сварки. При этом используют любые способы. Сначала сваренные детали оббивают молотком и чистят жесткой щеткой.
Затем проводят грубую зачистку. Мелкие детали чистят специальными ножами или шлифовальными кругами. Крупные болванки чистят на станках. На завершающей стадии место сварного соединения полируют.
Часто для этого применяют фибровый круг шлифовальной машины. Существуют другие способы полировки сварных соединений.
Сварочное дело постоянно развивается. Появляются новые материалы, совершенствуется технология. Необходимо следить за новостями в сварочном деле, чтобы узнавать много нового и интересного.
Источник
Как выбрать способ сваривания металла
В этой статье мы рассмотрим четыре основных вида сварки – электродуговую
, полуавтоматическую, аргонодуговую и контактную. Расскажем, на какие особенности каждой из них нужно ориентироваться, выбирая сферу применения.
Особенности электродуговой сварки
Ручная электродуговая сварка (РДС) по-другому обозначается ММА. Это один из самых простых способов соединения металлов, поэтому он часто используется в бытовых целях. Ручная сварка выполняется на постоянном или переменном токе. С использованием прямой полярности – к положительному полюсу подключают деталь, а к отрицательному – держатель электрода – или обратной полярности, когда деталь подключают к отрицательному полюсу, а электрод – к положительному. Для ее реализации важен правильный выбор источника питания и плавящихся электродов.
Источники питания для электродуговой сварки
Источник питания необходим для изменения параметров сетевого напряжения и силы тока. По этой характеристике сварочные аппараты делятся на два вида:
- Трансформаторные – преобразуют стандартные параметры электрического тока (понижают напряжение и повышают силу тока) с помощью трансформатора. В таких аппаратах сила сварочного тока регулируется механически. Она зависит от количества витков во вторичной обмотке трансформатора. Эти аппараты надежные, но большие, тяжелые и потребляют много электроэнергии. С их помощью сложно обеспечить хорошее качество швов.
- Инверторные сварочные аппараты – электронные устройства, в которых используются управляющие блоки на основе микропроцессоров. Они компактные, легкие. Позволяют использовать любой тип электродов, обеспечивают низкое разбрызгивание металла и отличаются широким диапазоном регулирования сварочного тока. Но инверторные аппараты чувствительны к влаге и строительной пыли.
Электроды для электродуговой сварки
При электродуговой сварке используют плавящиеся электроды, состоящие из металлического сердечника и специального покрытия (обмазки). Сердечник необходим для легирования металла шва и его формирования. Покрытие нужно, чтобы поддерживать горение дуги, создавая защитное газовое облако. В зависимости от состава покрытие может быть рутиловым, целлюлозным, основным, кислым или смешанным.
Более подробная информация об электродах представлена на видео ниже:
Преимущества и недостатки электродуговой сварки
- можно использовать в труднодоступных местах ;
- мобильное оборудование;
- простота технологического процесса.
- невысокая производительность;
- прямая зависимость качества швов от квалификации сварщика.
Применение электродуговой сварки
Ручная дуговая сварка подходит для работы с углеродистыми, легированными, высоколегированными, нержавеющими и жаростойкими сталями, а также чугуном. Для каждого из этих материалов нужно использовать разные типы электродов, отличающиеся химическим составом сердечника.
Как выполняется электродуговая сварка, можно увидеть на видео ниже:
Особенности полуавтоматической сварки
Полуавтоматическая сварка обозначается MIG/MAG. MIG – аббревиатура, образованная от Metal Inert Gas – сварка, которая выполняется в среде инертного газа: гелия, аргона или его смеси с углекислым газом. MAG – сокращенная аббревиатура Metal Active Gas, с применением активного газа, чаще всего – углекислого. Основное отличие полуавтоматической сварки – механизация процесса подачи плавящегося электрода.
Источники питания для полуавтоматической сварки
Используют трансформаторные и инверторные источники питания. У них такие же плюсы и минусы, как у аппаратов для электродуговой сварки.
Электроды для полуавтоматической сварки
Для полуавтоматической сварки используют плавящиеся электроды в виде проволоки, уложенной в катушки или кассеты. Она может быть с медным покрытием или без него. Покрытие обеспечивает равномерную подачу проволоки и снижает ее контактное сопротивление, а это приводит к стабильному горению дуги и малому разбрызгиванию электродного металла.
Еще одно преимущество таких электродов – минимальное количество вредных для сварочного шва примесей. Дело в том, что неомедненная проволока покрывается технической смазкой, содержащей жирные кислоты, щелочь и воду. Они становятся поставщиками водорода в металл шва и вызывают его пористость.

Комплект оборудования для полуавтоматической сварки
Преимущества и недостатки полуавтоматической сварки
- малая зона термического влияния, позволяющая без прожогов варить металл толщиной до 0,5 мм;
- высокая производительность;
- возможность варить элементы разной толщины;
- высокое качество швов;
- возможность проведения работ в любом пространственном положении;
- отсутствие шлаковой корки и необходимости механической доработки швов.
- сварочные работы проводятся только в закрытых помещениях, поскольку на отрытом воздухе газовая защита сдувается;
- обязательное наличие качественной вентиляции для удаления углекислого газа.
Применение полуавтоматической сварки
Сфера применения полуавтоматической сварки такая же, как и электродуговой.
Особенности аргонодуговой сварки
Аргонодуговая сварка обозначается аббревиатурой TIG. Это сокращение от Tungstren Inert Gas. Она выполняется в среде защитного газа – аргона. Он на 35 % тяжелее воздуха и легко вытесняет его из зоны сварки. При этом аргон не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. В результате количество дефектов в швах минимально. Аргон можно заменить гелием или смесью аргона с кислородом.
При аргонодуговой сварке электрод не касается поверхности металла. Для зажигания дуги используется осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют воздух в небольшом промежутке между электродом и поверхностью металла, и дуга зажигается при подаче тока на электрод.
Источники питания для аргонодуговой сварки
Для аргонодуговой сварки используют и трансформаторные, и инверторные источники питания. По типу питающей сети они делятся на однои трехфазные. По поддерживаемым режимам работы аппараты TIG бывают двух видов:
- DC – работают только на постоянном токе;
- AC/DC – на постоянном и переменном.
Электроды для аргонодуговой сварки
Аргонодуговую сварку выполняют неплавящимися вольфрамовыми электродами. Швы образуются за счет расплавления кромок соединяемых элементов. Для сварки толстостенных деталей дополнительно используют присадочную проволоку. Для работы на постоянном и переменном токе используют разные вольфрамовые электроды. Они выпускаются в чистом виде или легированные специальными добавками для разных условий работы.

На фото – схема выполнения аргонодуговой сварки
Преимущества и недостатки аргонодуговой сварки
- отсутствие шлаковой корки и необходимости ручной доработки швов;
- минимальное количество дефектов в сварных швах;
- отсутствие разбрызгивания металла;
- возможность соединения разнородных металлов.
- невысокая производительность;
- сложная настройка оборудования и высокая квалификации сварщиков.
Применение аргонодуговой сварки
Оптимальна для тонкостенных изделий и трудносвариваемых металлов. Она подходит для работы с любыми сталями, включая оцинкованные и нержавеющие. С ее помощью можно варить медь, чугун, титан и другие цветные металлы. Для соединения алюминиевых элементов аргонодуговая сварка самый подходящий вариант.
Особенности контактной сварки
Контактная сварка отличается ото всех остальных видов соединения металлов. При ее использовании соединяемые поверхности нагреваются в результате прохождения через место контакта электрического тока, а затем прижимаются друг к другу. Основные особенности контактной сварки – высокие значения сжимающего усилия (до сотен кг) и сварочного тока (до 1 000 А), а также малое время всего процесса – не более нескольких секунд.
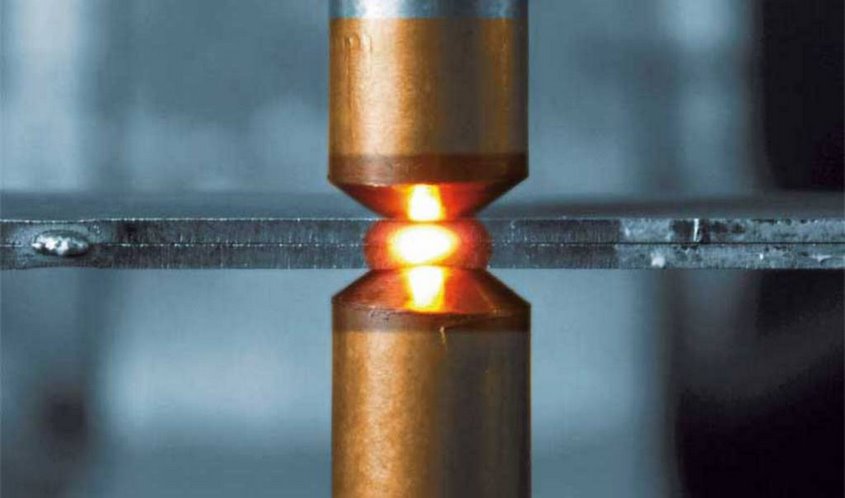
Так формируется сварочный шов при контактной сварке
Типы машин контактной сварки
По форме импульса и роду сварочного тока машины контактной сварки делятся на четыре типа:
- Аппараты переменного тока. Их основные узлы – трансформатор и тиристорный модуль. Трансформатор необходим для изменения стандартных параметров электрического тока, а тиристорный модуль – для подключения первичной обмотки трансформатора к питающему напряжению на время, достаточное для формирования сварочного импульса.
- Аппараты постоянного тока. Выпрямителями тока здесь являются силовые полупроводниковые вентили. Такие машины оптимальны для работы с алюминием и его сплавами.
- Аппараты конденсаторного типа. Их особенность в медленном накоплении электроэнергии в конденсаторе и последующем образовании мощного токового импульса. Сварка выполняется за очень короткое время. Оптимальна для работы с металлами с высокой теплои электропроводностью: серебром, медью или алюминиевыми сплавами.
- Низкочастотные аппараты. В них трехфазный ток промышленной частоты преобразуется в импульсы тока низкой частоты с помощью силовых выпрямителей. Используются для сварки легких сплавов на основе алюминия, магния и титана.
Электроды для контактной сварки
При контактной сварке электроды подводят ток, передают сжимающее усилие и отводят тепло. Они могут быть прямыми или фигурными, с плоской или сферической поверхностью. Последние отличаются большей стойкостью и меньшей чувствительностью к перекосам при установке, поэтому используются чаще. Электроды изготавливаются из медных сплавов, обладающих высокой тепло-, электрои жаропрочностью.
Преимущества и недостатки контактной сварки
- высокая степень автоматизации и производительность;
- стабильное качество сварных швов;
- не нужно использовать защитный газ или присадочную проволоку;
- низкий уровень химической неоднородности швов.
- узкая специализация;
- жесткие допуски на толщину стенок стыкуемых деталей.
Применение контактной сварки
По форме сварных соединений контактная сварка делится на следующие виды:
- Точечную. Используется для соединения тонких деталей толщиной от 0,02 мкм до 20 мм. Применяется при изготовлении электронных приборов, в судо-, самолетои автомобилестроении.
- Шовную. Используются электроды в форме роликов. Такой способ применяется для сварки листов толщиной от 0,2 до 3 мм. Он востребован при изготовлении различных емкостей.
- Стыковую. Детали соединяются сразу по всей плоскости соприкосновения. Такой способ удобен для изготовления трубопроводов, сверл или арматуры.
Контактная сварка подходит для работы с любыми металлами, включая разнотолщинные и разноименные.
Пример выполнения контактной сварки можно увидеть на видео ниже:
Заключение
Выбирая вид сварки, обязательно учитывают:
- толщину металла свариваемых деталей;
- серийность продукции;
- химический состав основного металла.
При этом электродуговая сварка удобна при работе в труднодоступных местах и наложении коротких швов, расположенных на большом расстоянии друг от друга. Она оптимальна для установки прихваток.
Полуавтоматическая сварка больше подходит для швов сложной конфигурации и средней длины, расположенных в различных пространственных положениях. Она обеспечивает высокое качество швов, поэтому применяется для сборки ответственных конструкций.
Аргонодуговая сварка подходит для работы с любыми металлами. Ее используют для соединения тонкостенных изделий и разнородных металлов, но особенно подходит она для сварки алюминия и его сплавов.
Контактная сварка считается самой производительной для работы с тонкостенными деталями. Часто является единственным вариантом соединения валов, стержней или прутов.
Источник



