
Обозначение способов сварки в стандартах
Сообщение об ошибке
Обозначение способов сварки в стандартах (на основные типы, конструктивные элементы и размеры, выполненные различными способами)
1. Ручная дуговая сварка соединений из сталей, а также сплавов на железоникелевой основе выполняется по ГОСТ 5264. Стандарт не устанавливает обозначения на этот способ сварки. Толщина свариваемого металла от 1 до 175 мм.
2. Дуговая сварка в защитных газах сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 14771.
В стандарте приняты следующие обозначения способов сварки:
ИН – в инертных газах неплавящимся электродом без присадочного материала (толщина металла от 0.5 до 6.0 мм),
ИНп- в инертных газах неплавящимся электродом с присадочным материалом (толщина металла от 0.8 до 20 мм),
ИП — в инертных газах и их смесях в углекислом газе и кислородом плавящимся электродом (толщина металла от 0.5 до 120 мм),
УП — в углекислом газе плавящимся электродом (толщина металла от 0.5 до 120 мм).
3. Дуговая сварка точечных сварных соединений из сталей, медных, алюминиевых и никелевых сплавов выполняется по ГОСТ 14776 (нахлесточные соединения).
В стандарте приняты следующие обозначения способов сварки:
Ф – под флюсом (толщина верхнего листа – 0.8. 5.0 мм, толщина листа с круглым отверстием – 3.5. 14 мм),
УП – в углекислом газе плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
УН – в углекислом газе неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм, толщина листа с круглым отверстием – 4.5. 30 мм),
ИП – в инертных газах плавящимся электродом (толщина верхнего листа – 0.8. 6.6 мм, толщина листа с круглым отверстием – 4.5. 15 мм),
ИН – в инертных газах неплавящимся электродом (толщина верхнего листа – 0.4. 3.3 мм),
ПП – плавящимся покрытым электродом с принудительным несквозным проплавлением и формированием (толщина верхнего листа – 0.8. 12 мм без подготовки кромок).
4. Дуговая сварка под флюсом сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах выполняется по ГОСТ 8713.
В стандарте приняты следующие обозначения способов сварки:
АФ – автоматическая на флюсовой подушке (толщина металла — 2.0. 60 мм),
АФм — автоматическая на флюсомедной подкладке (толщина — 3.0. 30 мм),
АФо — автоматическая на остающейся подкладке (толщина — 2.0. 60.0 мм),
АФп — автоматическая на медном ползуне (толщина — 5.0. 20 мм),
МФ — механизированная на весу (толщина — 1.5. 30 мм).
5. Электрошлаковая сварка сварных соединений из сталей выполняется по ГОСТ 15164.
В стандарте приняты следующие обозначения способов сварки:
ШЭ – проволочным электродом (толщина металла — 30. 450 мм),
ШМ – плавящимся мундштуком (толщина более 30 мм),
ШП — электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства (зазора), толщина – 30. 800 мм.
6. Сварные соединения трубопроводов из сталей выполняются по ГОСТ 16037.
В стандарте приняты следующие обозначения способов сварки:
ЗП – дуговая сварка в защитном газе плавящимся электродом, ЗН – дуговая сварка в защитном газе неплавящимся электродом, Р – ручная дуговая сварка, Ф -дуговая сварка под флюсом, Г – газовая сварка.
Источник
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
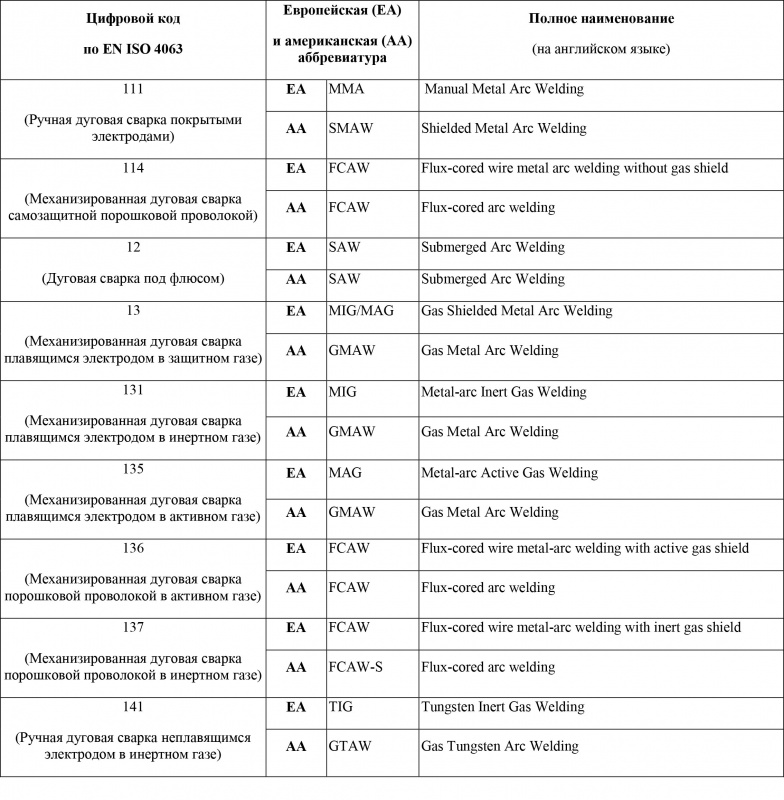
Международные коды и аббревиатура для основных процессов сварки
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Источник
Новая комбинированная технология автоматической сварки неповоротных стыков труб магистрального газопровода

НОВАЯ КОМБИНИРОВАННАЯ ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ МАГИСТРАЛЬНОГО ГАЗОПРОВОДА
Рассмотрена новая полностью автоматизированная комбинированная технология сварки неповоротных кольцевых стыковых соединений труб магистрального газопровода в специальную зауженную разделку кромок, собранных со «слепым» зазором. Произведено сравнение рассматриваемой технологии с традиционно применяемыми технологиями сварки линейной части магистрального газопровода. Выделены основные преимущества использования новой технологии.
Ключевые слова: магистральный газопровод, неповоротные стыки, специальная зауженная разделка кромок, «слепой зазор», автоматическая сварка.
В настоящее время на территории России реализуется большая программа проектирования и строительства крупных внутрироссийских, а также транснациональных газопроводных систем. В рамках данной программы осуществляется широкомасштабное строительство системы магистральных газопроводов «Южный коридор», ориентированное на сооружение системы магистралей нового поколения, отвечающей требованиям высокого уровня безопасности, надежности и эффективности функционирования.
Особенностями реализации проекта строительства газопровода «Южный коридор» является большая проектная мощность (63 млрд. м3 газа в год), достаточно высокое рабочее давление (до 9,8 МПа) а также использование в связи с этим труб большого диаметра с большой толщиной стенки (Ш 1420 мм х 25,8 мм – для строительства линейной части), произведенных из стали высокого класса прочности. Следует учитывать также, что газопровод проходит через большое количество земель сельскохозяйственного назначения, а также пересекает большое количество рисовых чеков, каналов, рек и различного рода препятствий искусственного и естественного происхождения.
Указанные особенности не дают возможности полноценного и эффективного применения в данном проекте традиционных технологий сварки неповоротных стыков труб, наиболее часто используемых в современном строительстве магистральных газопроводов, к числу которых относят:
1) технологию автоматической сварки проволокой сплошного сечения в защитных газах (АПГ+ААДП);
2) комбинированную технологию механизированной сварки плавящимся электродом в среде активных газов корневого слоя шва с последующим заполнением разделки автоматической сваркой порошковой проволокой в защитных газах (МП+АПИ).
Данные технологии сварки неповоротных стыков труб на сегодняшний день обладают наилучшим сочетанием таких показателей, как: качество готовых сварных соединений, производительность процесса сварки, а также экономическая эффективность от применения в проектах.
Помимо этого, несомненным преимуществом применения технологии сварки АПГ+ААДП при строительстве магистральных газопроводов является полная автоматизация сварочного процесса, которая в сочетании с усовершенствованной геометрией свариваемых кромок, обеспечивает высокую производительность для широкого диапазона типоразмеров свариваемых труб в сочетании с высокими механическими свойствами сварных соединений [1]. Осуществление данного способа сварки в щелевую разделку минимизирует количество наплавленного металла, что помимо экономии сварочных материалов, сокращает время производства сварочных работ. Но высокая стоимость комплекса оборудования (табл. 1), его квалифицированного обслуживания делает рентабельным применение данной технологии сварки только при строительстве достаточно протяженных линейных участков магистральных газопроводов [1]. А количество таких участков при строительстве системы газопроводов «Южный коридор» сильно ограничено ввиду наличия большого количества указанных ранее препятствий естественного и искусственного происхождения. Именно этот факт не дает возможности использования технологии сварки АПГ+ААДП при реализации проекта строительства газопровода «Южный коридор» на полную мощность.
Что касается технологии сварки МП+АПИ, также широко реализуемой при строительстве современных газопроводов, то важнейшими ее преимуществами является простота применения, а также распространённость используемого оборудования, его приемлемая цена и стоимость обслуживания. Но такие недостатки, как отсутствие полной автоматизации сварочного процесса (не автоматизирована сварка корневого слоя шва), а также большой объем наплавленного металла (вследствие сварки в стандартную неусовершенствованную разделку кромок) не позволяют обеспечить необходимый на сегодняшний день темп строительства в сочетании с высоким экономическим эффектом от использования данной технологии при строительстве системы магистралей «Южный коридор».
Проанализировав положительные и отрицательные стороны вышеуказанных технологий, было принято решение о необходимости создания новой технологии сварки неповоротных стыков труб, которая может быть эффективно применена при строительстве системы газопроводов «Южный коридор». Соответствующая технология должна обеспечить получение высококачественных сварных соединений в сочетании с надежной работой оборудования и его приемлемой ценой. Помимо этого, основным требованием к новой технологии явилось обеспечение полной автоматизации сварочного процесса, а также усовершенствование геометрии свариваемых кромок труб.
Сравнение способов сварки неповоротных стыков труб
Источник
Способ сварки апг что это
Введите свои контактные данные, выберите одну или несколько заявок для прохождения аттестации, и наш специалист свяжется с вами в ближайшее время.

Задать вопрос
Есть вопросы по аттестации?
Оставляйте заявку на вопрос, и наш специалист ответит в ближайшее время.

416474, Астраханская область, Приволжский район, Кулаковский промузел, шоссе Энергетиков, 5Ю, 1-й этаж.
Время работы с 8:00 до 17:00 Перерыв с 12:00 до 13:00
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Источник



