
Способ сварки аадп расшифровка
Введите свои контактные данные, выберите одну или несколько заявок для прохождения аттестации, и наш специалист свяжется с вами в ближайшее время.

Задать вопрос
Есть вопросы по аттестации?
Оставляйте заявку на вопрос, и наш специалист ответит в ближайшее время.

416474, Астраханская область, Приволжский район, Кулаковский промузел, шоссе Энергетиков, 5Ю, 1-й этаж.
Время работы с 8:00 до 17:00 Перерыв с 12:00 до 13:00
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Источник
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
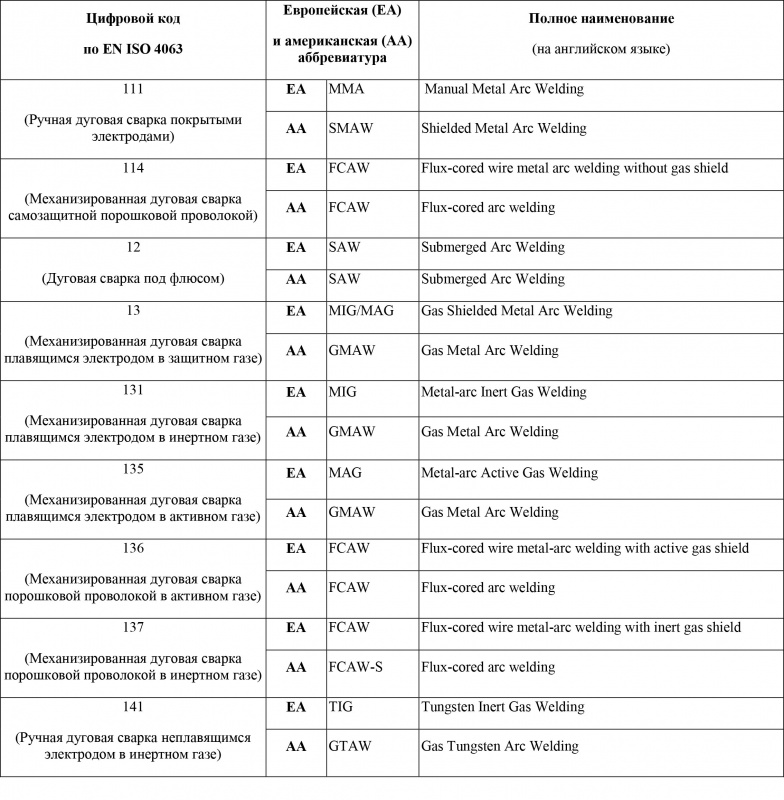
Международные коды и аббревиатура для основных процессов сварки
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ных газов и смесях (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
Н2 (РВ) — нижнее тавровое;
Г (РС) — горизонтальное;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Источник
Способ сварки аадп расшифровка
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ
ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
Дата введения 2000-01-15
РАЗРАБОТАНЫ И ВНЕСЕНЫ Управлением по котлонадзору и надзору за подъемными сооружениями
УТВЕРЖДЕНЫ постановлением Госгортехнадзора России от 19.03.99 г. N 21
1. ПОРЯДОК ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ
1.1. При представлении к аттестации сварщика работодатель (заявитель) направляет в аттестационный центр заявку по форме, приведенной в Приложении 1.
Кандидат имеет право самостоятельно представить о себе необходимую информацию.
1.2. Объем теоретических знаний аттестуемого сварщика должен удовлетворять требованиям, приведенным в Приложении 2.
1.3. Аттестацию сварщиков проводят путем проверки их теоретических знаний и практических навыков.
1.4. Процедура аттестации включает в себя сдачу аттестуемым сварщиком общего, специального и практического экзаменов.
1.5. Аттестацию сварщиков начинают с проведения практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию.
1.6. На общем экзамене сварщику задают 20 вопросов по теоретическим основам сварки, а на специальном экзамене — 15 произвольно выбранных вопросов в соответствии со способом сварки, по которому он аттестуется, и направлением его производственной деятельности. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый из сборников должен содержать не менее 150 вопросов.
Если сварщик аттестуется на два или более способов сварки, например, ручная дуговая сварка покрытыми электродами и ручная аргонодуговая сварка вольфрамовым электродом, то на специальном экзамене ему задают не менее 15 вопросов из разных сборников, причем не менее 5 по каждому способу сварки, на которые он аттестуется.
1.7. Общий и специальный экзамены проводят в письменной форме или с помощью компьютера с последующим дополнительным собеседованием.
1.8. Сварщик считается выдержавшим общий и специальный экзамены, если он правильно ответил не менее чем на 80% заданных ему вопросов на каждом из экзаменов.
1.9. Сварщик считается аттестованным при успешной сдаче всех теоретических и практического экзаменов.
1.10. Если сварщик выдержал только практический и один из теоретических экзаменов, то ему разрешается пересдача несданного экзамена по дополнительной заявке в течение одного года со дня первого экзамена, но не ранее чем через месяц после сдачи экзаменов. При повторной несдаче все ранее сданные при аттестации экзамены не засчитываются, а сварщик считается не прошедшим аттестацию.
1.11. При аттестации сварщика подлежат учету следующие характеристики сварных соединений:
— способы сварки и наплавки;
— виды контрольных сварных соединений;
— группы основных материалов;
— размеры контрольных сварных соединений;
— положение соединения при сварке.
1.11.1. Аттестацию сварщиков проводят по следующим способам сварки и наплавки:
РД — ручная дуговая сварка покрытыми электродами (111);
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом (131);
МП — механизированная сварка плавящимся электродом в среде углекислого газа (135);
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в углекислом газе;
АФ — автоматическая сварка под флюсом (12);
ПАФ — полуавтоматическая (механизированная) сварка под флюсом;
ПП — механизированная сварка порошковой проволокой (114);
ПП — механизированная сварка порошковой проволокой в среде углекислого газа (136);
П — плазменная сварка (15);
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
Г — газовая сварка (311);
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
1. Под аргонодуговой сваркой следует понимать как сварку в среде аргона, так и сварку в среде гелия, в смеси аргона с гелием (в любых пропорциях), а также в смеси аргона с углекислым газом при содержании последнего в смеси до 25% или в смеси аргона с кислородом при содержании кислорода до 5%.
2. В скобках указан код способа сварки по европейской классификации.
3. Аттестация на право выполнения сварочных (наплавочных) работ другими способами сварки (наплавки) плавлением должна выполняться по программам, разработанным аттестационными центрами и утвержденным Госгортехнадзором России.
1.11.2. При аттестации сварщики выполняют контрольные сварные соединения следующих типов: со стыковыми — СШ (BW) и/или угловыми — УШ (FW) швами.
Правила распространяются на сварку стыковых и угловых швов в соединениях листов — Л (Р) и труб — Т (Т) следующих типов: стыковые, тавровые, угловые, торцевые и нахлесточные.
Под понятием » труба», кроме собственно труб, подразумеваются также детали круглого полого профиля (штуцера, патрубки, обечайки, корпуса коллекторов и пр.).
1.11.3. Контрольные сварные соединения, выполняемые при аттестации, подразделяются на следующие виды:
— сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
— сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
— сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
— сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb).
1.11.4. Аттестационные испытания проводят отдельно для каждой группы основных материалов (табл. 4).
Таблица 4. Группы материалов на основе железа, алюминия и меди
Углеродистые и низколегированные конструкционные стали перлитного класса с пределом текучести до 355 Н/мм (355 МПа)
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
Низколегированные конструкционные стали перлитного класса с пределом текучести свыше 355 Н/мм (355 МПа)
Высоколегированные (высокохромистые) стали мартенситного, мартенситно-ферритного и ферритного классов с содержанием хрома от 10 до 30%
Легированные стали мартенситного класса с содержанием хрома от 4 до 10%
Высоколегированные стали аустенитно-ферритного и аустенитного классов
Чистый алюминий и алюминиево-марганцевые сплавы, например, AI 99,8; AI 99,5; Аl 99; AIMn 1
Нетермоупрочняемые алюминиево-магниевые сплавы, например, AIMg 1 до 5; АlМg 3 Мn; АlМg 4,5 Мn, и алюминиево-кремниевые сплавы — силумины.
Термоупрочняемые алюминиевые сплавы, например, AIMgSi 0,5 до 1; AISiMgMn; AISiMg; AIZn 4,5 Мg 1; AISiCu.
1. Для литейных алюминиевых сплавов присадочный материал должен быть таким, который установлен нормативными документами для деформируемых сплавов той же группы.
2. В скобках приведен код группы по европейской классификации. Перечень марок основных материалов, используемых при изготовлении объектов, подконтрольных Госгортехнадзору России, приведен в табл. 5.
Таблица 5. Группы марок основных материалов
Ст2, Ст3, Ст3Г, Ст4, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, Е32, Д32, 16ГМЮЧ, 12ГС, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ, 20ГСЛ, 20ГМЛ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ, 09ХГ2НАБЧ, 07ГФБ-У, 15ХСНД, 14ГНМА, 16ГНМА, 10ГН2МФА, 10ГН2МФАЛ, 15ГНМФА
12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 20Х2МА, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А-Ш, 12Х1МФ, 15Х1М1Ф, 20ХМФП, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФА, 15Х2МФА, 15Х2МФА-А
13ГС-У, 13Г1С-У, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09Г2ФБ, 10Г2ФБ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А, 10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 15Х2НМФА, 15Х2НМФА-А, 18Х2МФА, 25Х2МФА, 12Х2Н4А, 18Х3МВ, 20Х3МВФ, 25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20ХН3Л, 38ХН3МФА
20Х13, 08Х14МФ, 20Х17Н2, 12Х13, 12Х11В2МФ (1Х12В2МФ), 08Х13, 08Х17Т, 15Х25, 15Х25Т, 15Х28, 05Х12Н2М, 06Х12Н3ДЛ, 07Х16Н4Б
15Х5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12Х8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ
12Х21Н5Т, 07Х16Н6, 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т, 10Х21Н6М2Л, 15Х18Н12С4ТЮ, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15МЗТ, 12Х18Н9Т, 0ЗХ16Н9М2, 08Х16Н9М2, 08Х16Н11М3, 08Х18Н9, 09Х19Н9, 10Х18Н9, 12Х18Н9, 04Х18Н10, 08Х18Н10, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 02Х18Н11, 03Х18Н11, 12Х18Н12Т, 08Х18Н12Б, 03Х19АГ3Н10Т, 03Х20Н16АГ6, 03Х21Н21М4ГБ, 10Х18Н9ТЛ, 10Х18Н12М3Л, 10Х18Н12М3ТЛ, 10Х18Н9Л, 20Х18Н9ТЛ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ, 02Х8Н22С6, 02Х8Н22С6-ПД, 02Х8Н22С6-Ш
АД0, АД00, АД1, А99, А85, А5, А6, А7, А8, АМц
АМг1, АМг2, Амг3, АМг4, АМг5, Амг6
M1, M2, M3, М1p, M2p, М3р
Л63, Л68, ЛС59-1, ЛО62-1, ЛЖМЦ59-1-1
Примечание. По согласованию со специализированными научно-исследовательскими организациями допускается применение других марок сталей, цветных металлов и сплавов. Программы экзаменов при этом должны быть согласованы в установленном порядке.
Аттестационные испытания сварщика по сварке контрольных сварных соединений из конкретной марки материала, входящего в группу, распространяются на все материалы, входящие в эту группу.
Источник



