
- Популярные методы сварки в Польше. Советы сварщику в Польше
- Популярные методы сварки в Польше — список
- Самые востребованные методы сварки в Польше
- Методы сварки в Польше – описание
- Описание метода 135 – сварка методом MAG
- Что это за понятие сварка полуавтоматом?
- Характеристики метода сварки MIG/MAG
- Описание газовой сварки метод 311
- Дуговая сварка крытым электродом, метод 111
- Метод сварки MIG 131
- Метод сварки TIG 141
- Метод сварки 141 111
- Популярные методы сварки в Польше. Советы сварщику в Польше
- Популярные методы сварки в Польше — список
- Самые востребованные методы сварки в Польше
- Методы сварки в Польше — описание
- Описание метода 135 – сварка методом MAG
- Что это за понятие сварка полуавтоматом?
- Характеристики метода сварки MIG/MAG
- Описание газовой сварки метод 311
- Дуговая сварка крытым электродом, метод 111
- Метод сварки MIG 131
- Метод сварки TIG 141
- Сравнительная таблица обозначений способов сварки
- Инспектору по сварке
- Правила аттестации сварщиков — Классификация сварочных работ
- Содержание материала
- Что такое сварка MMA,TIG,MIG/MAG
- Работа Сварщики 111 135 136 141 метод
- Сварщики MIG-MAG 135/136
Популярные методы сварки в Польше. Советы сварщику в Польше
Большинство иностранцев сварщиков, которые желают работать на территории ЕС, сталкиваются с тем, что их многолетний опыт работы сварщиком на родине не совсем подходит к сегодняшнему Европейскому рынку. Какие же методы сварки в Польше и ЕС популярны и востребованные?
Мы написали статью, чтобы рассказать вам о том, какие методы сварки в Польше популярны, а также об их особенностях. Также опишем технологию сварки некоторых методов + наши советы для сварщика в Польше.
Популярные методы сварки в Польше — список
Цифровые обозначения методов сварки
PN-EN ISO 4063:2002
Сварка и процессы, связанные. Имена и номера процессов.
- 111 Spawanie łukowe elektrodą otuloną MMA (дуговая сварка крытым электродом ММА)
- 113 Spawanie łukowe elektrodą nieotuloną (дуговая сварка электродом некрытым)
- 114 Spawanie łukowe samoosłonowym drutem proszkowym (дуговая сварка с порошковым покрытием)
- 121 Spawanie łukiem krytym drutem elektrodowym (дуговая сварка с электродной проволокой)
- 131 Spawanie metodą MIG (сварка методом MIG)
- 135 Spawanie metodą MAG (сварка методом MAG)
- 136 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 137 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 141 Spawanie metodą TIG (сварка методом TIG)
- 151 Spawanie plazmowe (плазменная сварка)
- 311 Spawanie acetylenowo-tlenowe (кислородно-ацетиленовая сварка)
- 912 Lutowanie twarde płomieniowe (пайка твердым пламенем)
- Метод MIG/MAG (сварка полуавтоматом).
С менее известными и менее востребованные методами вы можете ознакомиться по ссылке.
Самые востребованные методы сварки в Польше
Скажем по своему опыту, так как мы агентство, которое трудоустраивает в среднем 20 сварщиков на работу в Польше каждый месяц непосредственно к работодателю и к нам в агентство. По методу сварки в Польше самый востребованный метод 135. Мы уже писали это в нашей прошлой статье “Сварщик в Польше. Что и за что предлагают работодатели? Интервью”.
На наглядном примере вы можете убедиться перейдя в наш раздел вакансий для сварщиков. Больше всего там по методу 135.
Советуем сварщикам также освоить другие методы. Таким образом вы становитесь более редким специалистом, что позволит вам выторговать для себя самую лучшую ставку. Почему мы в этом уверены? Так как на поиски сварщика работодатель тратит время и деньги. Плюс страх, что может прийти хороший специалист, но пьющий.
Мы это написали не просто так. Работодатели, когда дают нам заказ на рекрутацию работников подчёркивают, чтобы сварщик не пил и не являлся в пьяном состоянии на работе.

Методы сварки в Польше – описание
Описание метода 135 – сварка методом MAG
Метод MAG (Metal Active Gas) – технология сварки, когда в качестве защитного газа используется химически активный газ, например CO2. Расплавленным электродом является полный или порошковый провод, который также выполняет роль связующего. В процессах сварки методом MAG как защитные газы применяются двуокись углерода или смеси газовые, в состав которых входят: аргон, кислород, двуокись углерода и другие.
Применение метода сварки MAG.
Метод MAG применяется для сварки нержавеющей стали нелегированной, низколегированной и высоколегированной стали. Сварщики с методом сварки MAG самые востребованные на рынке труда в Польше и ЕС. Остальные методы сварки в Польше менее востребованы.
Что это за понятие сварка полуавтоматом?
Вы скорее всего слышали или видели объявление, что требуется сварщик, который сваривает полуавтоматом. Так вот, если бы те посредники, которые писали то объявление и знали базовые понятия, они бы могли написать точнее. Так как понятия сварка мигмаг, сварка полуавтоматом — это разговорные названия процесса сварки как мигом, так и магом. И это понятия говорит о том, что сварка мигмагом (MIG/MAG) является универсальной.
Характеристики метода сварки MIG/MAG
Плюсы метода сварки MIG/MAG:
+ универсальный метод — можно сваривать различные металлы и их сплавы во всех пространственных положениях;
+ высокая эффективность сварки-намного выше, чем покрытые электродами;
+ относительно низкая стоимость сварочных материалов-общая стоимость ниже примерно на 20% от стоимости сварки покрытыми электродами;
+ хорошее качество сварных швов;
+ возможность механизировать и автоматизировать метод.
Недостатки метода сварки мигмаг, он же сварка полуавтомат:
– качество сварного шва в большой степени зависит от квалификации сварщика,
– относительно высокие затраты на приобретение устройств и оборудования,
– сварка маг характеризуется большей склонностью к образованию прилипаний и пористости швов.
Описание газовой сварки метод 311
Процесс сварки методом 311 – газовая сварка:
Этот способ сварки заключается в плавлении краев соединяемых металлов через нагрев пламенем горящего горючего газа в атмосфере подаваемого кислорода. В качестве горючего газа применяется преимущественно ацетилен.
Применение газовой сварки:
Газовая сварка используется для всех видов стали и цветных металлов. Газовая сварка менее популярна в Польше, чем в Украине. Мы знаем, так как у нас 90% – это сварщики из Украины.
Если хотите найти высокооплачиваемую работу в Европе, то стоит развиваться и изучать дополнительные методы. И мы вам советуем с метода 135 (MAG).
Дуговая сварка крытым электродом, метод 111
Описание процесса сварки методом 111
Этот метод сварки состоит из плавления металлов в месте их соединения через электрическую дугу, образующуюся между сварным элементом и покрытым электродом. Для дуговой сварки используется постоянный или переменный ток, но первый более благоприятный.
Для сварки используются электроды, покрытые оболочкой:
- кислой (А);
- рутила (г);
- щелочной (B);
- рутилово-кислой (РА);
- целлюлозы (C);
- рутиловая целлюлоза (RC);
- и другой.
Применение
Сварка покрытыми электродами применяется ко всем нелегированным, низколегированным и высоколегированным сталям, литой стали, чугуна и цветных металлов.
Метод сварки MIG 131
Описание работы методом сварки MIG:
Метод MIG (Metal Inert Gas) – это cварка расплавленным электродом в среде защитных инертных газов. Так как в методе MAG, проволока выполняет роль связующего (так называемый электродная проволока). В процессе сварки применяются защитные газы, такие как аргон и гелий, и их смеси.
Применение технологии сварки MIG:
Метод MIG, применяется для сварки цветных металлов. В большинстве случаев это алюминиевые сплавы.
Метод сварки TIG 141
Описание работы методом сварки TIG 141
Метод TIG-это процесс дуговой сварки неплавким электродом в среде защитного инертного газа. Газы, используемые для прикрытия зоны сварки в режиме TIG: аргон, гелий или их смесь (как в методе MIG).
Применение технологии сварки TIG 141.
Сварка TIG используется для соединения стали, низколегированной и высоколегированной стали, а также цветных металлов (меди, алюминия, магния и их сплавов, а также никеля). Метод TIG-это мало эффективный метод сварки, но имеет преимущественное качество, а также точность соединения.
Плюсы метода сварки TIG 141:
• легкий контроль во время работы;
• универсальность — можно сваривать почти все металлы и сплавы;
• возможность сварки тонколистового металла (около 0,5 мм);
• позволяет достичь очень высокого качества сварки в особенно требовательных проектах, таких как трубопроводы, контейнеры для пищевой промышленности и аэрокосмической промышленности;
• нет брызг.
Недостатки технологии сварки TIG:
• низкая скорость сварки, примерно 0,1÷0,4 m/min;
• малая эффективность при толстых материалах;
• качество шва зависит от мастерства сварщика.
Данный метод не менее популярен в Польше, чем метод сварки 135 MAG. Метод сварки TIG 141 также высокооплачиваемый, как и метод MAG. В некоторых случаях ставка может быть выше рыночной. В основном, это для более опытных мастеров, которые ведут шов, как художники.
Хотелось бы ещё подчеркнуть, что эту статью написал не практик сварщик, а человек, который занимается рекрутацией сварщиков на работу в Польшу напрямую к работодателю и через агентство Worksol.
Не забудьте заглянуть посмотреть наши вакансии.
Автор статьи “Популярные методы сварки в Польше”:
Источник
Метод сварки 141 111
Популярные методы сварки в Польше. Советы сварщику в Польше
Большинство иностранцев сварщиков, которые желают работать на территории ЕС, сталкиваются с тем, что их многолетний опыт работы сварщиком на родине не совсем подходит к сегодняшнему Европейскому рынку. Какие же методы сварки в Польше и ЕС популярны и востребованные?
Мы написали статью, чтобы рассказать вам о том, какие методы сварки в Польше популярны, а также об их особенностях. Также опишем технологию сварки некоторых методов + наши советы для сварщика в Польше.
Популярные методы сварки в Польше — список
Цифровые обозначения методов сварки
PN-EN ISO 4063:2002
Сварка и процессы, связанные. Имена и номера процессов.
- 111 Spawanie łukowe elektrodą otuloną MMA (дуговая сварка крытым электродом ММА)
- 113 Spawanie łukowe elektrodą nieotuloną (дуговая сварка электродом некрытым)
- 114 Spawanie łukowe samoosłonowym drutem proszkowym (дуговая сварка с порошковым покрытием)
- 121 Spawanie łukiem krytym drutem elektrodowym (дуговая сварка с электродной проволокой)
- 131 Spawanie metodą MIG (сварка методом MIG)
- 135 Spawanie metodą MAG (сварка методом MAG)
- 136 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 137 Spawanie w osłonie gazu aktywnego drutem proszkowym (сварка в защитном газе активной порошковой проволокой)
- 141 Spawanie metodą TIG (сварка методом TIG)
- 151 Spawanie plazmowe (плазменная сварка)
- 311 Spawanie acetylenowo-tlenowe (кислородно-ацетиленовая сварка)
- 912 Lutowanie twarde płomieniowe (пайка твердым пламенем)
- Метод MIG/MAG (сварка полуавтоматом).
С менее известными и менее востребованные методами вы можете ознакомиться по ссылке.
Самые востребованные методы сварки в Польше
Скажем по своему опыту, так как мы агентство, которое трудоустраивает в среднем 20 сварщиков на работу в Польше каждый месяц непосредственно к работодателю и к нам в агентство. По методу сварки в Польше самый востребованный метод 135. Мы уже писали это в нашей прошлой статье «Сварщик в Польше. Что и за что предлагают работодатели? Интервью».
На наглядном примере вы можете убедиться перейдя в наш раздел вакансий для сварщиков. Больше всего там по методу 135.
Советуем сварщикам также освоить другие методы. Таким образом вы становитесь более редким специалистом, что позволит вам выторговать для себя самую лучшую ставку. Почему мы в этом уверены? Так как на поиски сварщика работодатель тратит время и деньги. Плюс страх, что может прийти хороший специалист, но пьющий.
Мы это написали не просто так. Работодатели, когда дают нам заказ на рекрутацию работников подчёркивают, чтобы сварщик не пил и не являлся в пьяном состоянии на работе.
Методы сварки в Польше — описание
Описание метода 135 – сварка методом MAG
Метод MAG (Metal Active Gas) — технология сварки, когда в качестве защитного газа используется химически активный газ, например CO2. Расплавленным электродом является полный или порошковый провод, который также выполняет роль связующего. В процессах сварки методом MAG как защитные газы применяются двуокись углерода или смеси газовые, в состав которых входят: аргон, кислород, двуокись углерода и другие.
Применение метода сварки MAG.
Метод MAG применяется для сварки нержавеющей стали нелегированной, низколегированной и высоколегированной стали. Сварщики с методом сварки MAG самые востребованные на рынке труда в Польше и ЕС. Остальные методы сварки в Польше менее востребованы.
Что это за понятие сварка полуавтоматом?
Вы скорее всего слышали или видели объявление, что требуется сварщик, который сваривает полуавтоматом. Так вот, если бы те посредники, которые писали то объявление и знали базовые понятия, они бы могли написать точнее. Так как понятия сварка мигмаг, сварка полуавтоматом — это разговорные названия процесса сварки как мигом, так и магом. И это понятия говорит о том, что сварка мигмагом (MIG/MAG) является универсальной.
Характеристики метода сварки MIG/MAG
Плюсы метода сварки MIG/MAG:
+ универсальный метод — можно сваривать различные металлы и их сплавы во всех пространственных положениях;
+ высокая эффективность сварки-намного выше, чем покрытые электродами;
+ относительно низкая стоимость сварочных материалов-общая стоимость ниже примерно на 20% от стоимости сварки покрытыми электродами;
+ хорошее качество сварных швов;
+ возможность механизировать и автоматизировать метод.
Недостатки метода сварки мигмаг, он же сварка полуавтомат:
— качество сварного шва в большой степени зависит от квалификации сварщика,
— относительно высокие затраты на приобретение устройств и оборудования,
— сварка маг характеризуется большей склонностью к образованию прилипаний и пористости швов.
Описание газовой сварки метод 311
Процесс сварки методом 311 – газовая сварка:
Этот способ сварки заключается в плавлении краев соединяемых металлов через нагрев пламенем горящего горючего газа в атмосфере подаваемого кислорода. В качестве горючего газа применяется преимущественно ацетилен.
Применение газовой сварки:
Газовая сварка используется для всех видов стали и цветных металлов. Газовая сварка менее популярна в Польше, чем в Украине. Мы знаем, так как у нас 90% — это сварщики из Украины.
Если хотите найти высокооплачиваемую работу в Европе, то стоит развиваться и изучать дополнительные методы. И мы вам советуем с метода 135 (MAG).
Дуговая сварка крытым электродом, метод 111
Описание процесса сварки методом 111
Этот метод сварки состоит из плавления металлов в месте их соединения через электрическую дугу, образующуюся между сварным элементом и покрытым электродом. Для дуговой сварки используется постоянный или переменный ток, но первый более благоприятный.
Для сварки используются электроды, покрытые оболочкой:
- кислой (А);
- рутила (г);
- щелочной (B);
- рутилово-кислой (РА);
- целлюлозы (C);
- рутиловая целлюлоза (RC);
- и другой.
Применение
Сварка покрытыми электродами применяется ко всем нелегированным, низколегированным и высоколегированным сталям, литой стали, чугуна и цветных металлов.
Метод сварки MIG 131
Описание работы методом сварки MIG:
Метод MIG (Metal Inert Gas) — это cварка расплавленным электродом в среде защитных инертных газов. Так как в методе MAG, проволока выполняет роль связующего (так называемый электродная проволока). В процессе сварки применяются защитные газы, такие как аргон и гелий, и их смеси.
Применение технологии сварки MIG:
Метод MIG, применяется для сварки цветных металлов. В большинстве случаев это алюминиевые сплавы.
Метод сварки TIG 141
Описание работы методом сварки TIG 141
Метод TIG-это процесс дуговой сварки неплавким электродом в среде защитного инертного газа. Газы, используемые для прикрытия зоны сварки в режиме TIG: аргон, гелий или их смесь (как в методе MIG).
Применение технологии сварки TIG 141.
Сварка TIG используется для соединения стали, низколегированной и высоколегированной стали, а также цветных металлов (меди, алюминия, магния и их сплавов, а также никеля). Метод TIG-это мало эффективный метод сварки, но имеет преимущественное качество, а также точность соединения.
Плюсы метода сварки TIG 141:
• легкий контроль во время работы;
• универсальность — можно сваривать почти все металлы и сплавы;
• возможность сварки тонколистового металла (около 0,5 мм);
• позволяет достичь очень высокого качества сварки в особенно требовательных проектах, таких как трубопроводы, контейнеры для пищевой промышленности и аэрокосмической промышленности;
• нет брызг.
Недостатки технологии сварки TIG:
• низкая скорость сварки, примерно 0,1÷0,4 m/min;
• малая эффективность при толстых материалах;
• качество шва зависит от мастерства сварщика.
Данный метод не менее популярен в Польше, чем метод сварки 135 MAG. Метод сварки TIG 141 также высокооплачиваемый, как и метод MAG. В некоторых случаях ставка может быть выше рыночной. В основном, это для более опытных мастеров, которые ведут шов, как художники.
Хотелось бы ещё подчеркнуть, что эту статью написал не практик сварщик, а человек, который занимается рекрутацией сварщиков на работу в Польшу напрямую к работодателю и через агентство Worksol.
Не забудьте заглянуть посмотреть наши вакансии.
Автор статьи «Популярные методы сварки в Польше»:
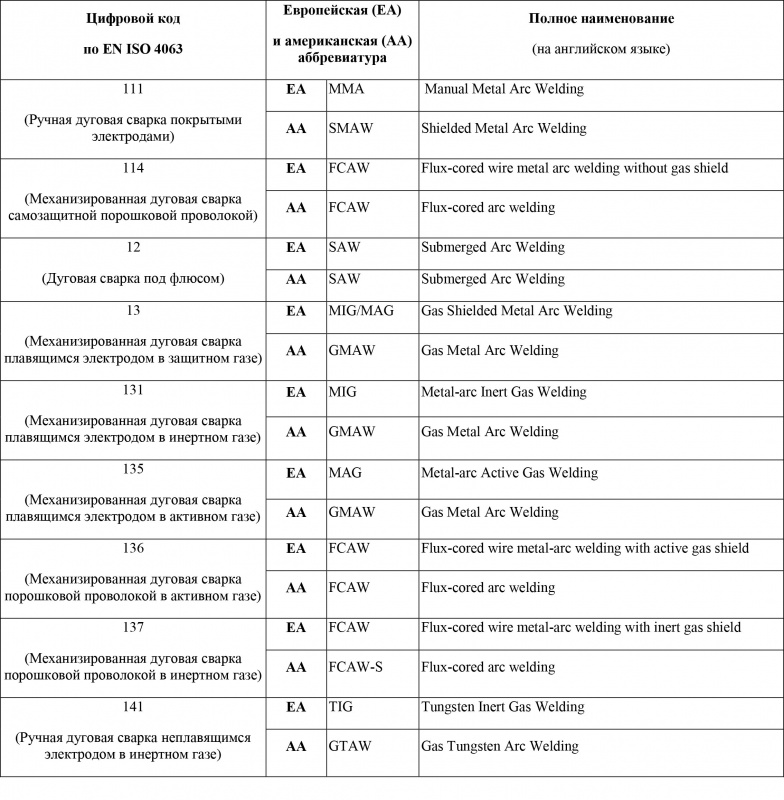
Сравнительная таблица обозначений способов сварки
Перевод (Русский, Английский)
Дуговая сварка плавящимся покрытым электродом
Shielded Metal Arc Welding
Газовая сварка, кислородно-газовая сварка
Gas Welding, Oxy-fuel gas welding
Дуговая сварка под флюсом
Дуговая сварка порошковой проволокой
Дуговая сварка металлически плавящимся электродом в среде инертных газов
Gas Metal Arc welding using inert gas and solid wire electrode
Дуговая сварка металлическим плавящимся электродом в среде активных газов
Gas metal arc welding using active gas with solid wire electrode
Дуговая сварка порошковой проволокой в среде активных газов
Дуговая сварка порошковой проволокой в среде инертных газов
Дуговая сварка вольфрамовым электродом в инертном газе с присадочным материалом или без него
Gas Tungsten Arc Welding using inert gas and solid filler м material (wire/rod) ( проволока / пруток )
Контактная точечная сварка
Цифровое обозначение видов сварки согласно ISO 4063.
11Дугове зварювання металевим електродом без газового захисту
11 Metal arc welding without gas protection
111 Дугове зварювання металевим електродом (дугове зварювання металевим електродом з покриттям /Європа/; дугове зварювання металевим покритим електродом /США/
111 Manual metal arc welding
(metal arc welding with covered electrode)
114 Дугове зварювання порошковим дротом без газового захисту
114 Self-shielded tubular-cored arc welding
12 Дугове зварювання під флюсом
121 Дугове зварювання під флюсом дротяним електродом
121 Submerged arc welding with one solid wire electrode
122 Дугових зварювання під флюсом стрічковим електродом
122 Submerged arc welding with sol > strip electrode
123 Дугове зварювання під флюсом з багатьма дротяними електродами
123 Submerged arc welding with multiple solid wire electrodes
124 Дугове зварювання під флюсом порошковим дротом
124 Submerged arc welding with metallic powder addition
125 Дугове зварювання під флюсом з трубчастим порожнистим електродом
125 Submerged arc welding with tubular cored electrode
1 3 Дугове зварювання металевим електродом в захисному газі
131 Дугове зварювання плавким металевим електродом в інертному газу MIG
131 Gas Metal Arc welding
using inert gas and solid wire electrode
131-1 Дугове зварювання плавким металевим електродом в інертному газу MIG з перенесенням металу з короткими замиканнями
131-1 Gas metal arc welding
using inert gas and solid wire
electrode with short circuiting transfer
131-2 Дугове зварювання плавким металевим електродом в інертному газі з крупнокраплинним перенесенням
131-2 Gas metal arc welding
using inert gas and solid wire
electrode with globular transfer
131-3 Дугове зварювання плавким металевим електродом в інертному газі зі струминним перенесенням
131-3 Gas metal arc welding
using inert gas and solid wire electrode with spray transfer
131-4Дугове зварювання плавким металевим електродом в інертному газі з імпульсним перенесенням
131-4 Gas metal arc welding
using inert gas and solid wire with pulsed transfer
132 Дугове зварювання металевим електродом в активному газі
132 Gas Metal Arc welding
using active gas and metal cored wire
132-1 Дугове зварювання металевим електродом в активному газі з перенесенням металу з короткими замиканнями (MАG)
132-1 Gas Metal Arc welding
using active gas and metal cored wire with short
132-2 Дугове зварювання металевим електродом в активному газі з перенесенням металу з крупно краплинним перенесенням (MАG)
132-2 Gas Metal Arc welding
using active gas and metal cored wire with globular transfer
132-3 Дугове зварювання металевим електродом в активному газі з перенесенням металу зі струминним перенесенням (MАG)
132-3 Gas Metal Arc welding
using active gas and metal cored wire with spray transfer
132-4 Дугове зварювання металевим електродом в активному газі з перенесенням металу зі імпульсним перенесенням
132-4 Gas Metal Arc welding
using active gas and metal cored wire with pulsed transfer
134 Дугове зварювання порошковим дротом
134 Flux cored arc welding
135 Дугове зварювання металевим дротом в активному газі
135 Gas metal arc welding using active gas with solid wire electrode
136Дугове зварювання порошковим дротом в активному газі
136 Gas Metal Arc welding
using active gas and flux cored electrode
138 Дугове зварювання металевим електродом в інертному газі і електродом з металевим сердечником
138 Gas Metal Arc welding
using active gas and metal cored electrode
14 Зварювання в захисних газах неплавким електродом
14 Gas-shielded welding with nonconsumable electrode
141 Дугове зварювання вольфрамовим електродом в інертному газі і присадного матеріалу (дріт/пруток); TIG
141 Gas Tungsten Arc Welding
using inert gas and solid filler material (wire/rod )
142 Дугове зварювання вольфрамовим електродом в інертному газі і трубчатого присадного матеріалу (дріт/пруток) TIG
142 Autogenous Gas TungstenArc Welding using inert gas;
- 145 Дугове зварювання вольфрамовим електродом в інертному газі плюс доповнення відновного газу і твердий наповнювач (дріт/ c тричка )
Welding using inert gas plusreducing gas additions and solid filler material (wire/rod)
146 Д угове зварювання вольфрамовим електродом в інертному газі плюс додавання відновного газу і твердий присадний матеріал (дріт/стричка); TAG і твердий присадний матеріал
146 Gas Tungsten Arc Welding using inert gas plus
reducing gas additions and tubular cored filler material filler material (wire/rod
15-1 Плазмове зварювання з дугою прямої дії
15-1 Plasma arc welding with transferred arc
15-2 Плазмове зварювання з дугою непрямої дії
15-2 Plasma arc welding with non-transferred arc
15-3 Плазмове зварювання з дугою полу-прямої дії
15-3 Plasma arc welding with semi-transferred arc
151 Плазмове зварювання MIG
152 Порошкове плазмове зварювання
152 Powder plasma arc welding
153 Плазмове зварювання свердловин
153 Plasma keyhole welding
18 Інші дугові зварювальні процеси
18 Other arc welding processes
185 Зварювання дугою, що приводиться до руху магнітним полем
185 Magnetically impelled arc butt welding
21 Контактне точкове зварювання
211 Непряме точкове зварювання
211 Indirect spot welding;
212 Пряме точкове зварювання
22 Seam welding; resistance
221 Шовне зварювання внакладку
222Шовне зварювання з роздавлюванням кромок
223 Попереднє зварювання внакладку
224Дрояне роликове зварювання
225 Шовне зварювання в стик із стрічковими накладками
225 Foil butt-seam welding
226 Шовне зварювання зі стрічкою
226 Seam welding with strip
231 Непряме рельєфна зварювання
231 Indirect projection welding bossages
232 Пряме рельєфна зварювання
232 Direct projection welding
24 Стикове зварювання оплавленням
241 Стикове зварювання оплавленням з попереднім підігрівом
241 Flash welding with preheating
242 Стикове зварювання оплавленням без попереднього підігріву
242 Flash welding without preheating
25 Стикова контактна зварювання; стикове зварювання опором
25 Resistance butt welding
29 Інші процеси зварювання опором
29 Other resistance welding processes
291 Високочастотна зварювання опором (високочастотна зварювання опором); високочастотна стикове зварювання опором
291 HF resistance welding (high frequency resistance welding)
3 Газове зварювання; газове зварювання
31 Киснева газове зварювання, киснева газове зварювання
311 Ацетиленокисневе зварювання; ацетиленокисневе зварювання
312 Киснево –пропанове зварювання
313 Киснево-воднева зварювання; Киснево-воднева зварювання
41 Ультразвукове зварювання
42-1 Прямо передавальне зварювання тертям
42-1 Direct drive friction welding
42-2 Інерційне зварювання тертям
42-2 Inertia friction welding
43 Зварювання постійним тертям
44 Зварювання високою механічною енергією
44 Welding by high mechanical energy
441 Зварювання вибухом; зварювання вибухом
47 Зварювання під тиском газоподібного палива кисню
47 Oxy-fuel gas pressure welding
48 Холодна зварювання тиском
48 Cold pressure welding; cold welding
51 Електронно – променеве зварювання
511 Електронно – променеве зварювання у вакуумі
511 Electron beam welding in vacuum
512 Електронно – променеве зварювання в атмосфері
512 Electron beam welding in atmosphere
513 Електронно променеве зварювання з додатковим захистом
513 Electron beam welding with addition of shielding
52 Laser welding; laser beam welding
521 Лазерне зварювання твердого тіла
521 Solid state laser welding
522 Газо-лазерне зварювання
7 Other welding processes
71 Aluminothermic welding
72 Електрошлакове зварювання
721 Електрошлакове зварювання з стрічковим електродом
721 Electroslag welding with strip electrode
722 Електрошлакове зварювання з дротяним електродом
722 Electroslag welding with wire electrode
73 Електрошлакове газове зварювання
741 Індукційне зварювання у стик
741 Induction butt welding;
742 Індукційне роликове зварювання
742 Induction seam welding
75 Зварювання радіаційним випромінюванням
75 Light radiation welding
753 Зварювання ІЧ- випромінюванням
782 Контактне приварювання шпильок
782 Resistance stud welding
783 Цілісне приварювання шпильок або болтів з керамічним затиском або захисним газом
783 Drawn arc stud welding with ceramic ferrule or shielding gas
784 Коротко — циклове цілісне приварювання шпильок або болтів
784 Soudage a l’arc des goujons avec cycle court
785 Дугове приварюванням шпильок або болтів
785 Capacitor discharge drawn arc stud welding
786 Конденсаторне приварювання шпильок розвантаження з розпалом наконечник
786 Capacitor discharge stud welding with tip ignition
787 Цілісне приварювання шпильок з плавким буртиком
787 Drawn arc stud welding with fusible collar
788 Приварювання шпильок тертям
788 Friction stud welding
8 Різання і поверхневе різання
81 Газополуменевене різання
821 Повітряне дугове різання
821 Air arc cutting; air carbon arc cutting
823 Газополуменеве різання
84 Laser cutting; laser beam cutting
86 Газополуменеве поверхневе різання
86 Flame gouging; thermal gouging
87 Дугове поверхневе різання
871 Легко-дугове поверхневе різання
871 Air arc gouging; air carbon arc cutting
872 Кисневе дугове поверхневе різання
88 Плазмове поверхневе різання
9 Паяння твердим припоєм, паяння м’яким металом і паяння-зварювання
9 Brazing, soldering and braze welding
91 Паяння твердим припоєм
911 Паяння інфрачервоними променями
912 Газополуменеве паяння
913 Паяння зануренням у ванну
914 Паяння зануренням в розплавлену сіль
919 Дифузне паяння твердим припоєм
91X Лазерне променеве паяння
91X Електронне променеве паяння
91X Electron beam brazing
93 Інші процеси паяння твердим припоєм
93 Other brazing processes
941Паяння інфрачервоними променями
942 Газополуменеве паяння
945Паяння зануренням в розплавлену сіль
949 Дифузне паяння м’яким припоєм
952 Soldering with soldering iron
96 Other soldering processes
971 Газове паяння-зварювання
972 Дугове паяння-зварювання
1305 Газозахисне металеве дугове паяння твердим припоєм
1305 Gas-shielded metal arc brazing;
1306 Металеве інертне газове паяння твердим припоєм
1306 Metal inert gas brazing
1355 Металеве паяння твердим припоєм в активних газових
1355 Metal active gas brazing
1405 Газозахисне паяння твердим припоєм з неплавким електродом
1405 Gas-shielded brazing with nonconsumable
1406 Паяння вольфрамовим електродом в інертному газі
Инспектору по сварке
Инспектор по сварке – это инспектор, который проводит контроль от хранения сварочных и основных материалов до контроля проведения неразрушающих испытаний на уже готовом сварном изделии. Я подготовил для Вас целую серию статей, в которых постарался вкратце изложить суть задачи инспектора по сварке. В данной статье познакомимся с классификацией основных способов сварки, с принципами основных способов электродуговой сварки плавлением и с международными кодами и аббревиатурами для основных процессов сварки.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как указано ниже, все существующие способы сварки могут быть разделены на две основные группы:
- сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
- сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.
Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка — химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.
Международные коды и аббревиатура для основных процессов сварки
Виды (способы) сварки для металлов, согласно РД
РД — ручная дуговая сварка покрытыми электродами (111);
РДВ — ванная ручная дуговая сварка покрытыми электродами;
РАД — ручная аргонодуговая сварка неплавящимся электродом (141);
МАДП — механизированная аргонодуговая сварка плавящимся электродом
МП — механизированная сварка плавящимся электродом в среде актив-
ААД — автоматическая аргонодуговая сварка неплавящимся электродом;
АПГ — автоматическая сварка плавящимся электродом в среде активных
ААДП — автоматическая аргонодуговая сварка плавящимся электродом;
АФ — автоматическая сварка под флюсом (12);
МФ — механизированная сварка под флюсом;
МФВ — ванная механизированная сварка под флюсом;
МПС — механизированная сварка самозащитной порошковой проволокой
МПГ — механизированная сварка порошковой проволокой в среде актив-
МПСВ — ванная механизированная сварка самозащитной порошковой
МСОД — механизированная сварка открытой дугой легированной
ЭШ — электрошлаковая сварка;
ЭЛ — электронно-лучевая сварка;
РДН — ручная дуговая наплавка покрытыми электродами;
РАДН — ручная аргонодуговая наплавка;
ААДН — автоматическая аргонодуговая наплавка;
АФЛН — автоматическая наплавка ленточным электродом под флюсом;
АФПН — автоматическая наплавка проволочным электродом под флюсом.
КТС – контактно-точечная сварка;
КСС – контактная стыковая сварка сопротивлением;
КСО – контактная стыковая сварка оплавлением;
ВЧС – высокочастотная сварка;
Условные обозначения положений сварки:
Н1 (РА) — нижнее стыковое и в “лодочку”;
П1 (РЕ) — потолочное стыковое;
П2 (PD) — потолочное тавровое;
В1 (PF) — вертикальное снизу вверх;
В2 (PG) — вертикальное сверху вниз;
Н45 (H-L045) — наклонное под углом 45 градусов.
Правила аттестации сварщиков — Классификация сварочных работ
Содержание материала
3. Классификация сварочных работ и условные обозначения при аттестации сварщиков
3.1. Аттестация сварщиков проводится отдельно по каждому виду работ согласно требованиям относительно качества сварных соединений, предусмотренным Правилами Госнадзорохрантруда, ГСН или другой нормативной документацией.
3.2. При аттестации необходимо учитывать такие характеристики сварных соединений:
— способ сварки;
— тип шва, вид и условия выполнения сварного соединения;
— группу свариваемых материалов;
— вид и размеры свариваемых деталей;
— положение при сварке.
3.2.1. Аттестация проводится отдельно для каждого из таких способов сварки (условное цифровое обозначение способов сварки отвечает ISO 4063-78):
— ручная дуговая сварка покрытым электродом (РСЭ) — 111
— дуговая сварка порошковой проволокой (СП) — 114
— дуговая сварка под флюсом проволочным электродом (СФ) — 121
— дуговая сварка металлическим (плавким) электродом в инертных газах (МИГ) — 131
— дуговая сварка металлическим (плавким) электродом в активных газах (МАГ) — 135
— дуговая сварка порошковой проволокой с защитой активным газом (ПАГ) — 136
— дуговая сварка порошковой проволокой в инертных газах (ПИГ) — 137
-дуговая сварка вольфрамовым электродом в инертных газах с присадной
проволокой или без нее (ВИГ) — 141
— плазмовая сварка (ПС) — 15
— газовая сварка (ГС) — 311
3.2.2. При аттестации следует учитывать тип сварного шва, вид и условия выполнения сварного соединения:
стыковый шов — BW
угловой шов — FW
одностороннее сварное соединение — ss
двухстороннее сварное соединение — bs
с подкладкой — mb
без подкладки — nb
с зачищением корня шва — gg
без зачищения корня шва — ng
с присадным материалом — wm
без присадного материала — nm
3.2.3. Для уменьшения технически равнозначных проверок свариваемые материалы, которые имеют подобные металлургические и сварочно-технологические характеристики, объединены в группы,
приведенные в таблице 1, и аттестация сварщиков проводится на допуск к сварке определенной группы материалов. При испытании сварных соединений из любого одного материала группы сварщику предос авляется право на сварку всех других материалов, которые входят в эту группу.
Таблица 1
Группы свариваемых сталей
Вид и характеристика свариваемых материалов
Углеродистые и низколегированные стали с гарантированной границей текучести при нормальной температуре 360 МПа (в основном, не нуждаются в подогревании при сварке)
Хромомолибденовые и/или хромомолибденованадиевые стали (нуждаются, в основном, в предварительном подогревании, и контроле тепловложения и термообработки после сварки)
Нормализованные улучшенные мелкозернистые стали и стали, обработанные термомеханическим способом с границей текучести при нормальной температуре более 360 МПа, а также аналогично свариваемые стали с содержимым никеля от 2 до 5% (в основном, нуждаются в предварительном подогревании и/или контроле тепловложения)
Стали феритного, мартенситного и мартенситно-феритного классов, которые содержат от 12 до 20% хрома
Высоколегированные хромоникелевые стали феритно — аустенитного и аустенитного классов
Примечание. Индексы групп отвечают европейскому стандарту EN 287-1.
Сварка контрольных соединений осуществляется с применением присадного материала, близкого по составу к основному. Если основной материал сваривается с применением присадного материала, который отличается по составу от основного материала, то группа устанавливается по составу материала шва.
При сварке материалов, которые принадлежат к различным группам, аттестация сварщика проводится по группе материалов высшего номера при условии, что это предусмотрено п.6.3. Если эти группы не включены в таблицы 6 и 7 п.6.3, то для такого соединения необходимо отдельное испытание. При сварке плакованых (двухслойных) сталей устанавливается группа для основного и плакующего слоев, и аттестация осуществляется отдельно для каждой из групп материалов.
3.2.4. Сварка контрольных соединений выполняется с применением одного из присадных материалов, предусмотренных Правилами Госнадзорохрантруда или ГСН для сварки материалов данной
группы.
Аттестация, проведенная с применением определенного присадного материала, который подходит к группе данного основного металла, предоставляет сварщику право применять остальные присадные материалы этой группы. При сварке покрытыми электродами следует учитывать область распространения в зависимости от типа электродного покрытия.
3.2.5. Контрольные сварные соединения выполняются с использованием пластин (Р) и труб (Т).
Аттестационные испытание по сварке пластин проводятся отдельно для диапазонов толщин (t), указанных в таблице 2.
Аттестационные испытание по сварке труб проводятся отдельно для диапазонов диаметров (D) и толщин стенки (t), указанных в таблицах 2 и 3.
Таблица 2
Толщина образца и область распространения аттестации
Трубы диаметром более 500 мм приравниваются к пластинам.
3.2.6. Аттестацию следует проводить с использованием контрольных сварных соединений из пластин или труб отдельно для положений сварки, отмеченных на рис. 1 и 2 (ГСТ Украины 2092-92, ГОСТ 11969-93).
В отдельных случаях, по разрешению аттестационной комиссии, сварщик может выполнять контрольные сварные соединения в положениях, отличных от приведенных на рис. 1 и 2, но под углами и в положениях, которые используются сварщиком на производстве.
Рис. 1 Положения при сварке пластин (отсутствует)
Рис. 2 Положения при сварке труб (отсутствует)
3.2.7. При необходимости проведения аттестации сварщиков по способам сварки, которые не перечислены в этом разделе, аттестационные комиссии разрабатывают инструкции по аттестации, которые учитывают требования НД относительно качества сварных соединений. Эти инструкции согласовываются с УАКС и утверждаются Госнадзорохрантруда.
Что такое сварка MMA,TIG,MIG/MAG
В наше современное время практически всё сварочное оборудование выпускается за рубежом и даже те небольшие компании, которые работают на внутренний рынок, перешли на иностранное обозначение способов сварки. Привычные для нашего слуха слова Ручная Дуговая Сварка заменили на иностранное MMA (Manual Metal Arc) . Единственное у кого вызывает радость буквенное обозначение MMA, это студенты. На вопрос что такое MMA, однозначно хор улыбок и повторяющийся ответ «Это смешанные единоборства».
Способ сварки Ручная Дуговая Сварка или MMA на чертежах так же имеет цифровое обозначение 111 . Этими цифрами обозначаются сварные швы, которые необходимо заварить Ручной Дуговой Сваркой.
Ручная Аргоно-Дуговая сварка превратилась в иностранное обозначение TIG (Tungsten Inert Gas) и имеет цифровое обозначение на чертежах 141 .
И конечно же всем известная Полуавтоматическая сварка в среде защитных газов обозначается MIG/MAG (инертный/активный газ). На чертежах обозначается 135 ( сварка в защитном газе проволокой сплошного сечения) и 136 ( сварка в защитном газе порошковой проволокой ).
Для большинства любителей сварки нет большой необходимости зубрить иностранные буквенные обозначения способов сварки, т. к. взглянув на сварочное оборудование сразу становится понятным для какой цели оно предназначено. А вот для будущих профессиональных сварщиков, знание иностранных обозначений, как на чертежах так и на оборудовании, становится обязательным и очень важным.
Работа Сварщики 111 135 136 141 метод
Получать новые вакансии на почту
Сварщики MIG-MAG 135/136
Мужчины до 60 лет. Обязанности: Требуется сварщик для сварки самосвальных кузовов мультилифт (бляха от и свыше 5мм). Требования: С опытом .
Источник



