
- Можно и без сварки: 5 легких способов соединить профильную трубу
- Как соединить профильную трубу без сварки?
- Цены на профильные трубы
- Способ №1. Краб-элементы
- Цены на краб-системы для профильных труб
- Видео – Краб-системы для профильной трубы
- Способ №2. Хомуты
- Способ №3. Фитинги
- Цены на соединитель для профильных труб
- Способ №4. Фланцы
- Какой способ соединения выбрать?
- Видео – Как соединить профильную трубу без болтов и сварки
- Сварка профильной трубы для начинающих
- Как правильно соединять профильные трубы
- Способы сварки
- Ручной дуговой сваркой
- Электросваркой в защитной среде
- Газовой сваркой
- Контактной сваркой
- Сварка профильной трубы инвертором
- Какими электродами варить профильную трубу
- Сварка встык
- Сварка труб со стенками толщиной до 2 мм
- Как сварить профильную трубу под 90 градусов
- Особенности сварки каркаса из профтрубы
- Сварка профтрубы
- Вертикальный шов
- Потолочное положение
- Горизонтальный шов
- Оборудование и приспособления для сварки профильных труб
- Что делать, чтобы избежать прожига стенок?
- Рекомендации от опытных мастеров
Можно и без сварки: 5 легких способов соединить профильную трубу
Если под рукой нет инвертора или вам просто нужно сделать из профильной трубы разборную конструкцию, рекомендуется использовать элементы с болтовым крепежом. С помощью таких крепежей можно собирать не только мобильные, но и стационарные конструкции. А для работы понадобится только набор слесарных инструментов с гаечными ключами!
 5 легких способов соединить профильную трубу
5 легких способов соединить профильную трубу
Как соединить профильную трубу без сварки?
Есть несколько методов соединения, которые в зависимости от способа выполнения делятся на:
- жесткие (использование фланцев, «крабов», фитингов и муфт);
- плавающие (сюда относятся такие элементы, как клипсы и стяжки).
Рассмотрим каждый из способов более детально.
 Есть разные способы соединения профильной трубы
Есть разные способы соединения профильной трубы
Цены на профильные трубы
Способ №1. Краб-элементы
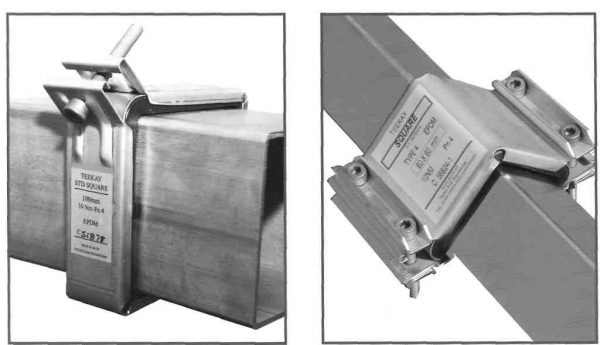
Универсальные крепежные элементы, предназначенные для соединения профильной трубы прямоугольного/квадратного сечения. Каждый «краб» состоит из нескольких частей, которые при монтаже стягиваются болтами. Части «краба» выполняются из 1,5-миллиметрового металла, имеющего стойкое полимерное либо цинковое покрытие.
 Краб-крепление для профильной трубы
Краб-крепление для профильной трубы
Существуют такие виды краб-элементов:
- объемные (предназначены для соединения трех труб по углам или четырех внутри);
- Т-образные (предназначены для соединения трех труб);
- Х-образные (предназначены для фиксации четырех труб);
- Г-образные (предназначены для соединения двух профилей).
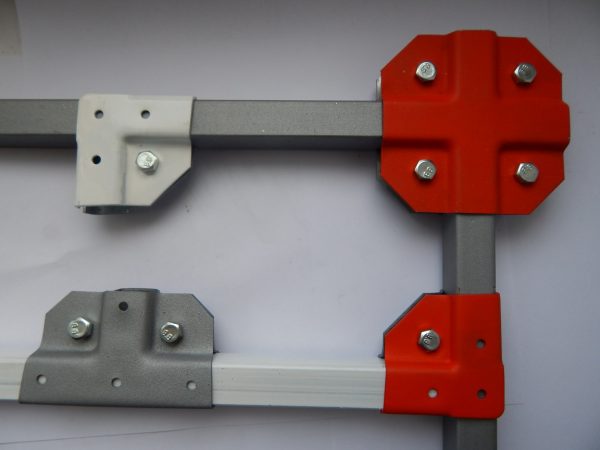 Разновидности креплений профильных труб краб-системой
Разновидности креплений профильных труб краб-системой
Домашние мастера используют краб-системы, чтобы без сварки собирать:
- теплицы, парники;
- стеллажи, скамейки;
- летний душ;
- клетки для питомцев, вольеры;
- беседки, навесы;
- опоры для вьющихся растений, легкие ограждения.
 Такие крепежи используются в теплицах и парниках
Такие крепежи используются в теплицах и парниках
На заметку! Еще краб-системы используют для временного соединения деталей при ремонте сварных конструкций. В целом, это достаточно надежный способ соединения, едва ли уступающий сварке по прочности.
- большой срок службы (до 50-ти лет);
- конструкции можно многократно собирать/разбирать;
- доступная стоимость краб-элементов;
- со сборкой справится даже неквалифицированный работник;
- универсальность.
- нельзя соединять трубы больше 40х40 мм;
- места соединений нужно защищать от коррозии, т. к. в них скапливается влага;
- трубы можно соединять лишь под углом 90 градусов;
- если возникнет большая нагрузка на разрыв, может произойти вытаскивание труб из краб-элементов;
- гайки нужно регулярно подтягивать.
Цены на краб-системы для профильных труб
Видео – Краб-системы для профильной трубы
Способ №2. Хомуты
Для соединения труб с ограждениями используются хомуты с болтами, состоящие из 2-х половин. Одна часть устанавливается на потолок/стену. Вставляется труба, ее положение фиксируется второй половиной за счет стягивание болтов. Данный способ соединения называется клипсой.
 Хомут для соединения квадратных труб
Хомут для соединения квадратных труб
Если правильно подобрать размеры, элементы собираются без провисов. С помощью регулируемых хомутов можно соединять трубы с любым сечением. Но важно помнить, что стальные профили нужно соединять хомутами из стали, а полимерные – элементами из пластика.
Способ №3. Фитинги
Если профильные трубы необходимо соединить с загибами и ответвлениями, на торцы ставятся специальные крепежи – фитинги. Есть фитинги для наружного и внутреннего применения, а по своему назначению они делятся на:
- крестовины, тройники (чтобы создавать ответвления разного или одинакового сечения);
- муфты (чтобы стыковать прямолинейные участки);
- угольники (чтобы создавать колени и повороты для изменения направления трубы).
 Труба устанавливается внутрь фитинга
Труба устанавливается внутрь фитинга  Фитинг устанавливается внутрь трубы
Фитинг устанавливается внутрь трубы
Алгоритм сборки выглядит следующим образом:
- вначале на торцы нужно надеть обжимные гайки;
- затем нужно установить кольца – зажимные/прижимные/уплотнительные;
- после этого надевается фитинг;
- в конце нужно затянуть гайки на торцах, чтобы скрепить детали.
 Фитинг для соединения труб круглого сечения
Фитинг для соединения труб круглого сечения
Цены на соединитель для профильных труб
Способ №4. Фланцы
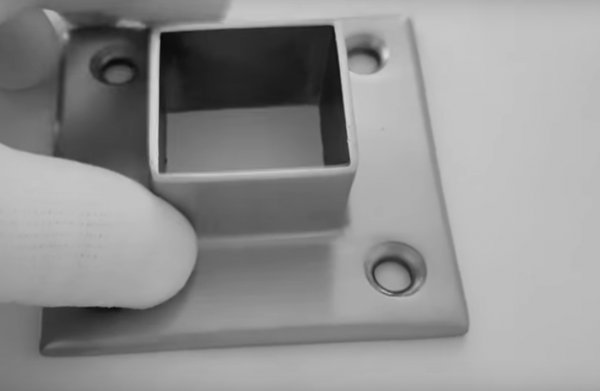
Такой крепеж состоит из пары прямоугольных или круглых металлических пластин с отверстиями под болты и трубы. Алгоритм сборки выглядит так:
- торцы труб нужно срезать перпендикулярно относительно оси;
- следует удалить заусенцы, после чего надеть фланцы;
- между ними устанавливается резиновая прокладка, при этом нужно следить, чтобы ее наружный край равномерно выходил на 8-10 мм;
- в конце фланцы нужно скрепить болтами с гайками.
 Фланец для квадратной трубы
Фланец для квадратной трубы
Чтобы соединение получилось долговечным и надежным, при сборке нужно следовать нескольким несложным правилам.
- Прокладка должна быть одна, не больше, иначе снизится герметичность.
- Каждые один-два года состояние прокладки следует проверять.
- Гайки лучше закручивать диаметрально расположенными парами – это также повысит герметичность.
- Важно, чтобы прокладка не касалась болтов.
- Если собирается водопровод, то прокладки должны быть из картона, пропитанные олифой.
- Резьба болта не должна выходить из гайки больше, чем на ½ часть длины.
- Для герметизации стыков в отопительных системах используется асбестовый картон.
 Есть ряд правил соединения профильных труб фланцем
Есть ряд правил соединения профильных труб фланцем
Какой способ соединения выбрать?
Выбирая способ соединения, учитывайте тип и назначение будущей конструкции:
- если выберите фитинги, то помните, что соединения все же лучше усилить сваркой по причине недостаточной прочности;
- краб-системы больше подходят для сборки небольших хозяйственных или садовых конструкций;
- фланцы применяют для профильной трубы большого сечения в конструкциях, которые часто приходится разбирать/собирать.
 Правила выбора подходящего соединения
Правила выбора подходящего соединения
Покупая крепежные элементы, обращайте внимание не следующие моменты:
- первый этап работы – это создание эскиза, по которому будет подсчитываться количество требуемых материалов;
- не покупайте краб-элементы, стенки которых имеют толщину меньше 1,5 мм (такие не обеспечат требуемой прочности);
- крепежи не должны иметь вмятин, трещин, отклонений по размерам или конфигурации;
- детали с пятнами ржавчины или с поцарапанной поверхностью долго не прослужат;
- очень важен и производитель, отдавайте предпочтение продукции хорошо зарекомендовавших себя компаний.
Для создания построек своими руками оптимальным вариантом являются краб-системы. Но он применим далеко не во всех случаях, когда требуется собрать конструкцию из профильной трубы. К примеру, сварной трубопровод в стене или сварные ворота будут более надежными в эксплуатации.
Видео – Как соединить профильную трубу без болтов и сварки
Источник
Сварка профильной трубы для начинающих

Сварка профильной трубы имеет некоторые особенности. Чтобы быстро освоить эту технологию, следует придерживаться рекомендаций опытных специалистов и некоторых правил. Об особенностях процесса подробно рассказывается в статье.
Металлопрокат уже давно и успешно применяется в строительстве. Один из наиболее востребованных видов металлического проката – профильная труба. Она незаменима в создании целого ряда конструкций: теплиц, разного рода опор, систем по отводу бытовых стоков, водоснабжения и каркасных строений. Столь широкое распространение материала вызвано следующими факторами:
- невысокая стоимость профиля;
- малый вес готовых конструкций и каркасов;
- длительный период службы;
- механическая прочность и надежность;
- устойчивость к деформациям;
- соответствие заявленных линейных параметров фактическим;
- ровная поверхность проката как внутри, так и снаружи.
Металлические конструкции чаще всего собираются с использованием сварочного оборудования. Далее речь пойдет о том, как лучше всего варить профильные трубы.

Как правильно соединять профильные трубы
Стенки профильных труб отличаются в зависимости от размера продукции и технических условий производителя. Большинство представленных на рынке материалов относятся к числу тонкостенных. И вот именно с таким профилем работать могут сварщики, имеющие за плечами достаточный опыт соединения заготовок с тонкими стенками. Сваривание тонких полок является непростым делом и вызывает затруднения в начинающих сварщиков. Процесс отличается особенностями. Вот основные из них:
- ток должен быть выставлен в диапазоне от 10 до 60А;
- лучше всего выбрать электроды диаметром 0,5-2 мм;
- сваривание деталей выполняется в один проход.
Качество сварного соединения отчасти определяется скоростью перемещения электрода вдоль стыка. Желательно закончить сваривать участок шва до того момента, когда начнут остывать кромки. С отрывом можно формировать шов в том случае, если используются рутиловые электроды.
Помимо этого, не стоит забывать общие правила сварки металлических заготовок, которые актуальны при работе с полками любой толщины:
- высокие температуры способны деформировать металлическую заготовку. Необходимо учесть, что профильные трубы больше подвержены деформации нежели круглые;
- расплав может вытекать внутрь трубы и заполнить все пространство между стенками. Поэтому нужно внимательно следить за тем, в каком состоянии находятся полости труб. Особенно, если требуется сохранить пустотелость;
- торцевое соединение способствует появлению статического напряжения в углах. Оно возникает в случае неравномерного прогрева металла или из-за неверно сформированных валиков на стыке.
Способы сварки
Существует несколько общепринятых способов соединения профильных труб. Далее детальнее будут рассмотрены наиболее распространенные варианты сварки данного вида проката.

Ручной дуговой сваркой
Наиболее распространенный способ сварки. Популярность вызвана рядом причин, среди которых основными являются:
- возможность выполнения работ в труднодоступных местах;
- невысокая стоимость сварочного аппарата;
- большой выбор расходных материалов и их доступность;
- простота использования;
- возможность формирования качественного соединения.
Для сварки труб потребуется сам сварочный аппарат, расходники, средства индивидуальной защиты, дополнительные принадлежности (молоточек, щетка и т.п.), приспособления для работы с трубами.
На приспособления необходимо остановиться подробнее. К ним, например, относятся магнитные уголки, позволяющие быстро выставить заготовки под прямым углом. Это могут быть специальные шаблоны, в том числе самодельные, которые дают возможность быстро установить детали в нужном положении или же зажимные устройства – струбцины, зажимы и т.п.
Если работа по сварке труб носит систематический характер, то стоит приобрести центратор. Это приспособление, позволяющее быстро и точно сопоставить торцы заготовок и зафиксировать их в нужном положении. То есть, не будет возникать никаких проблем, если требуется соединить две трубы по торцу. С помощью устройства заготовки легко выставляются по одной прямой без осевого смещения труб относительно друг друга.
Принято различать центраторы наружные и внутренние. Последние предназначены для работы с заготовками большого размера. Для домашней мастерской достаточно будет иметь центраторы-струбцины. Если приобретение такой оснастки не входит в планы, то ее можно изготовить самостоятельно из уголка и струбцин.

Ручная дуговая сварка отлично подходит для работы с трубами разного диаметра и сечения. Но при этом стенки заготовок не должны быть толще 4 мм. В противном случае высока вероятность образования непроваров и других дефектов. В большинстве случаев исключить брак можно при помощи предварительной подготовки толстостенных заготовок.
Перед началом работы торцы необходимо обезжирить и зачистить. Важно взять электроды оптимального диаметра. Если стенки имеет толщину меньше 4 миллиметров, то следует воспользоваться электродами 2-3 мм. Значение силы тока при этом установить 50-60А. сварочные работы могут выполняться в горизонтальном, вертикальном или нижнем положении.
Электросваркой в защитной среде
Технология востребована и часто применяется в разных ситуациях. Работы выполняются с использованием неплавящихся электродов. Метод отлично подходит для сваривания тонкостенных заготовок. Предварительная подготовка поверхности стандартная: очистка и обезжиривание места соединения. Во время работы электрод нужно держать как можно ближе к ванночке. Металл проваривается лучше и шов получается более качественным при короткой дуге.
Подобрать диаметр электрода из вольфрама не составит никакого труда. Стержни толщиной 1 миллиметр используются в случаях, когда толщина стенок не превышает 2 мм. Если соединяемые полки будут толще, то следует отдать предпочтение электродам диаметром 1,6 мм. По такому же принципу выбирается и присадочная проволока. Она должна быть такой же по толщине, как и свариваемый материал или чуть-чуть толще. К примеру, когда стенки заготовок составляют 1 мм, то для них подойдет проволока диаметром 1-1,5 мм; а если 2 мм – 2-2,5 миллиметра.

Помимо расходных материалов для работы потребуется блок питания, а также инвертор, трансформатор либо иной источник питания. Кроме того, еще нужно иметь оборудование для подачи аргона или другого защитного газа.
Максимально допустимый расход инертного газа – не более 12 л за одну минуту. Сила тока выставляется в зависимости от толщины стенок профиля. Ее значение задается в диапазоне 50-120 А. Заканчивается сварочный процесс понижением напряжения. Газ перекрывается в последнюю очередь через 10-15 секунд после того, как прекратилась подача электричества.
Газовой сваркой
Для выполнения работ потребуется оборудование:
- горелка с редуктором;
- баллоны под ацетилен и кислород;
- шланги подачи газа;
- расходный материал.
Процесс ничем не отличается от других аналогичных действий. Зона сварки нагревается, а в нее подается присадочный пруток. Расходник плавится, а расплав заполняет место стыка. Проволоку или пруток следует перемещать исключительно по направлению стыка. Не следует допускать поперечных движений.

В зависимости от направления перемещения присадочного материала принято различать два метода сварки:
- слева-направо. Присадка перемещается вслед за горелкой. Преимущества способа состоят в том, что рабочая зона хорошо прогревается. Ничего не перекрывает специалисту обзор, и он визуально контролирует процесс. Благодаря этому, снижается расход газа и повышается производительность труда специалистов. Техника является оптимальной при сваривании заготовок толщиной от 5 миллиметров;
- справа-налево. Оптимальный вариант для соединения тонкостенных материалов. Вероятность того, что заготовки прогорят сведена к минимуму.
Контактной сваркой
Чаще всего технология используется на производстве. Ее применение в домашних условиях исключено из-за высокой стоимости оборудования и сложности самого процесса. Сваривание деталей осуществляется в результате высокого давления электродов на место сварки с одновременным прохождением через точку соединения напряжения. В результате металл плавится и образует однородную среду, которая после остывания становится монолитной. В результате соединение получается очень прочным и надежным. Для рабочего процесса присадочные материалы не требуются.
Сварка профильной трубы инвертором
Самым простым и надежным способом соединения профильной трубы является дуговая сварка. Технология активно используется и на производственных участках, и в домашних условиях. Популярность метода обоснована многими причинами, среди которых важное место занимает невысокая стоимость, малый вес и компактность оборудования. Для новичков инвертор станет наиболее приемлемым вариантом, поскольку такие установки дают возможность задействовать импульсный режим.
Оборудование инверторного типа подходит для работы с заготовками разной толщины. Если стенки тонкие, то требуется выставить ток силой 50-60 Ампер. В случае соединения заготовок с более толстыми стенками силу тока желательно увеличить.

Электрическая дуга разжигается путем прямого контакта между электродом и рабочей поверхностью. При возрастании температуры начинает гореть обмазка и плавиться сердечник. Часть флюса тоже переходит в жидкое состояние и наполняет ванночку. Другая же часть испаряется, образуя облако защитного газа. В результате расплав не контактирует с атмосферной влагой. Благодаря этому образуется незначительное количество оксида металла. Следовательно, качество сварного шва выигрывает.
Основные достоинства инверторной сварки:
- электроды не прилипают к металлическим заготовкам;
- возможность работать с постоянным током, что гарантирует стабильное горение электрической дуги.
Какими электродами варить профильную трубу
Профтруба производится из углеродистой или низкоуглеродистой стали. По этой причине для сварочных работ лучше всего подходят электроды таких марок:
- АНО-4. На сегодняшний день, пожалуй, наиболее распространенный вид расходных материалов. Среди преимуществ продукта следует выделить несколько моментов. АНО-4 не требуется обязательная прокалка перед использованием. Они универсальны и подходят для работы с оборудованием разного типа.
- МР-3С. Применяются намного реже. Чаще всего востребованы в случаях, когда к сварочному шву предъявляются повышенные требования.
- УОНИ-13/55. Выбор профессионалов. Позволяют сформировать прочное сварное соединение.
- ОЗС-12. Качество соединения получается очень хорошим. Имеют существенный недостаток – чувствительны к повышенной влажности.

Для новичков желательно отдать предпочтение расходным материалам марок ОК-46, ОЗС-12, МР-3. Состав обмазки данных продуктов включает рутил, что облегчит работы на начальном этапе и позволит создать качественное соединение. Рутиловые электроды известны тем, что легко поджигаются на любом этапе работы, устойчивы к влаге и хорошо держат дугу.
Сварка встык
Если тавровое соединение даже начинающим специалистам дается достаточно легко, то торцевое соединение является сложным процессом. Новичкам сложно сварить профильную трубу встык. Советы от опытных исполнителей облегчат выполнение задачи:
- Следует прихватить заготовки по углам сечения. После этого нужно проверить стыковку, устранить погрешность и можно после этого приступать к обварке по периметру.
- Заготовки с тонкими стенками следует соединять за один проход. Толстостенные можно сваривать в два и больше проходов.
- Дугу необходимо вести с такой скоростью, чтобы избежать проседания металла и в то же время кромки заготовок должны оплавиться.
- Заканчивать работу необходимо так, чтобы край шва совпадал с первым нахлестом.
Сварка труб со стенками толщиной до 2 мм
Работать с металлами малой толщины сложно и очень трудоемко. Но если правильно подбирать расходные материалы, то многих проблем удастся избежать. Как показывает практика, оптимальным выбором в таком случае станут электроды диаметром 1,5-2 мм.
Электрическую сварку рекомендуется использовать только уверенным в себе опытным специалистам. В электродуговой сварке важно правильно выбрать режим работы. А сделать это без опыта будет крайне сложно. В любом случае сила тока не должна превышать порог в 60 ампер. В подборе электродов желательно отдать предпочтение маркам АНО-21 или МР-3С.
В соединении тонкостенного проката можно применять разные методы работы. Новички предпочитают сначала прихватить заготовки, то есть выполнить работу точечным способом. Поэтому для них оптимальным оборудованием станет инвертор.

Многие специалисты не советуют в таких операциях прибегать к газосварке. Высока вероятность деформации или прожога тонкостенного материала.
Как сварить профильную трубу под 90 градусов
Идеально прямой угол сварного соединения, как правило, получается после длительных тренировок и практики. Независимо от опыта специалиста нельзя получить нужный результат, если не следовать требованиям технологического процесса. Есть несколько важных моментов, которые помогут выдержать угол 90 градусов:
- трубы нужно правильно и аккуратно обрезать;
- стыковать и прихватывать заготовки необходимо на ровной поверхности;
- фиксировать детали нужно с использованием специальных инструментов, позволяющих выдержать угол в 90 градусов – угольников, косынок, распорок и т.п.;
- работы выполняются поэтапно. На первой стадии заготовки прихватываются (так называемое, черновое соединение). Угол проверяется и если все в норме, то выполняется окончательная сварка заготовок.
Особенности сварки каркаса из профтрубы
Прочные, легкие, недорогие – это некоторые из достоинств каркасов, выполненных их профильных труб. Они востребованы и применяются в самых разных целях.
Особенность создания таких конструкций – это высокая вероятность деформаций заготовок и разнообразное пространственное расположение швов. Чаще всего дефекты возникают из-за неровностей на боковых гранях труб. Заготовки в таком случае не стыкуются ровно. Приходится наплавлять больше металла. А это в свою очередь приводит к перегреву деталей.
И как результат – сварочная деформация. Профильную трубу ведет. Чтобы этого не случилось при сваривании используются специальные шаблоны, называемые кондукторами. Они фиксируют положения заготовок и те остаются в таком положении до завершения процесса. Применение кондукторов в значительной степени увеличивает скорость сборки конструкций. Особенно важно их использование в серийном производстве.

Крупногабаритные изделия нужно крепить к стапелю. Для этого лучше всего подходят струбцины. Сначала детали прихватываются по углам, а после этого они свариваются в противоположной от места прихвата стороне. Формирование шва начинается от середины и постепенно продвигается к краю. В случаях, когда соединяются заготовки разной толщины, то разжигать дугу следует на более толстой и после этого переходить на тонкую. Колебательные движения могут быть круговыми или зигзагообразными.
Сварка профтрубы
Вертикальный шов
При выполнении работы электрод необходимо держать углом вперед. В таком случае расплав не будет вытекать из ванночки из-за давления дуги. Порядок работы следующий:
- Дуга разжигается на более толстой заготовке (если соединяются детали со стенками разной толщины). Электрод перемещается снизу-вверх.
- Удерживать стержень нужно углом вперед, чтобы препятствовать вытеканию расплава из ванночки.
- После минимальной задержки электрод перемещается на деталь, имеющую тонкие стенки.
- Дальнейшие действия зависят от уровня мастерства специалиста. Новички, как правило, обрывают дугу и переходят выше по стыку. А более опытные сварщики, совершая колебательные движения, продолжают формировать шов.
Потолочное положение
Методика остается такой же, как и в формировании вертикального шва. Начинающие сварщики могут прибегнуть к более простому способу с отрывом электрода. Заготовки свариваются как бы точками. Зажгли дугу, наплавили соединение, оборвали. Если же получается ложить шов без отрыва, то лучше всего делать кончиком стержня круговые движения небольшой амплитуды.

Угол должен быть направлен в сторону более толстой заготовки. Сила тока выставляется в зависимости от метода работы. С отрывом электрода – 75-95А, без отрыва – 65-75А.
Горизонтальный шов
В ситуации, когда заготовки расположены под углом 90 градусов, нужно учесть несколько факторов. Варить желательно на вертикально расположенной трубе, так как у нее будет большим теплоотвод. Благодаря этому снижается вероятность деформации заготовки или прожига ее стенок. Наклонять электрод следует к вертикально расположенной стойке.
Формирование сварного шва с отрывом выполняется точно так же, как и в предыдущих случаях. Если же выбрана техника без отрыва, то электрод перемещается вдоль линии стыка без каких-либо колебательных движений. Технология подходит для сваривания заготовок, расположенных под другими углами – 45, 60 и т.п. градусов.
Оборудование и приспособления для сварки профильных труб
По большей части, если речь идет о ручной дуговой сварке, то в качестве источника тока выступает инвертор. Он обладает большим количеством возможностей, компактными размерами и скромным весом. Помимо инверторов нередко применяются выпрямители или генераторы, способные давать постоянный ток.
Сварка полуавтоматом выполняется при наличии комплекса оборудования, состоящего из:
- инвертора;
- устройства непрерывной подачи расходного материала;
- газового оборудования – баллоны, шланги, редукторы и т.д.;
- газовой горелки.
В случаях, когда планируется использование порошковой проволоки, газовое оборудование не требуется.

Сварка в среде защитного газа выполняется с помощью инвертора или выпрямителя. Используется также газовое оборудование (точно такое же, как и для полуавтоматической сварки), обеспечивающее подачу в рабочую зону инертного газа. Для работы потребуется неплавящийся вольфрамовый электрод. Он устанавливается в горелку и ей же выполняются сварочные работы.
Что делать, чтобы избежать прожига стенок?
Такие дефекты возникают при работе с тонкостенными заготовками. Избежать такой проблемы можно путем выбора электрода. Новичкам лучше всего остановить свой выбор на расходных материалах диаметром не больше 1,5 миллиметра. Второй очень важный нюанса – это минимально допустимые значения силы тока. Также важно выбрать обратную полярность подключения.

Прожечь стенку профтрубы можно из-за неверно выбранного способа сваривания. Чтобы такого не произошло, желательно придерживаться такой последовательности действий:
- дуга разжигается на прихватке;
- электрод проводится вдоль стыка на расстоянии 10-15 мм углом назад
- колебательные движения исключены;
- дугу необходимо сделать как можно короче. Ее удаление от расплава не должно превышать 1,5 мм. При короткой дуге меньше напряжение, а соответственно, и температура расплава;
- нельзя обрывать дугу в конце стыка. Нужно вернуться назад на 15-20 мм и уже в этом месте убрать электрод от стыка;
- убирается шлак и брызги расплава.
Рекомендации от опытных мастеров
Специалисты, имеющие большой опыт работы в данной области, готовы поделиться секретами. Они помогут новичкам избежать досадных ошибок и быстрее научиться сваривать профильные трубы:
- Выбирать температурный режим следует, ориентируясь на толщину стенок. Это позволит исключить прожиг или деформацию металла.
- Когда свариваются проводящие магистрали (канализация, водопровод и т.д.), нужно следить, чтобы расплав не попадал внутрь трубы. Иначе возможно засорения участка магистрали и снижение ее пропускной способности.
- При торцевом соединении профильной трубы на ее углах возникает высокое напряжение.
- Практиковаться лучше на ненужных отрезках труб.
Соблюдение рекомендаций и технологических требований позволит начинающему сварщику быстро освоить процесс сварки профильных труб.
Источник



