
- Способ соединения концов каната
- Заделка каната (троса)
- Заделка концов стального каната троса
- 1. Опрессовка алюминиевыми втулками
- 2. Ручная заплетка (ручной заплет)
- 3. Использование канатных зажимов
- 4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
- 5. Запрессовка стальных фитингов
- Эффективность различных видов концевой заделки троса/каната
- Способы крепления концов канатов
Способ соединения концов каната
Типы и конструкция канатов. При монтаже применяют канаты в виде самостоятельных средств монтажной оснастки, как оснащение грузоподъемных машин и устройств, а также грузозахватных приспособлений. Канаты бывают пеньковые, капроновые и стальные.
Пеньковые и капроновые канаты служат для подъема вручную легких грузов, а также в качестве оттяжек при подъеме конструкций.
Стальные канаты используются в грузоподъемных машинах и грузозахватных приспособлениях, полиспастах, при устройстве вант, оттяжек, шевров, мачтовых подъемников, якорей.
Стальные канаты изготовляют из высокопрочной проволоки диаметром преимущественно от 0,4 . 0,5 до 1,8 мм, с разрывным усилием 1400 . 2000 МПа. Канаты (см. схему ниже) имеют одинарную (из отдельных проволок) , двойную (из проволочных прядей) или тройную свивку (из канатов двойной свивки).

Типы свивки стальных канатов
а — одинарная. б — двойная односторонняя, в — двойная крестовая; 1 — пряди, 2 — сердечник.
Пеньковый сердечник, пропитанный смазочным материалом, придает канату правильную форму.
На монтажных работах в основном применяют канаты односторонней (проволоки в прядях и в канате свиты в одном направлении) и крестовой свивки (проволоки в прядях свиты в одном направлении, а пряди в канате — в другом). Канаты односторонней свивки более гибкие, но вместе с тем они вытягиваются и раскручиваются при эксплуатации, поэтому чаще применяют канаты крестовой свивки.
Конструкцию каната характеризуют индексом, включающим буквенные и цифровые обозначения. Например, индекс 6 Х 19 (1 + 6 + 6/6) + 10.С. расшифровывается так: канат имеет б прядей по 19 про волок в каждой и 1 органический сердечник; цифры в скобках обозначают, что в центре каждой пряди размещена 1 проволока, вокруг которой расположены 6 проволок, а в наружном слое — 6 проволок одного и 6 проволок другого диаметра (6/6).
Для характеристики стальных канатов применяют также условные обозначения, которые содержат данные о диаметре каната, его назначении, механических свойствах проволоки, условиях его работы, направлении и способе свивки, а также сведения о маркировочной группе по временному сопротивлению разрыву проволоки. Например, запись: канат 24-Г-В-ЛС-Н-180 расшифровывается так: канат имеет наружный диаметр 24 мм, грузовой, из светлой проволоки, марка В, правая свивка, для легких условий работы, из оцинкованной проволоки, нераскручивающийся, маркировочная группа по временному сопротивлению разрыву 1764 МПа (180 кгс/мм 2 ).
Завод-изготовитель каната снабжает его паспортом (сертификатом), в котором указываются наименование организации-изготовителя, назначение каната и его основные параметры: номинальный диаметр, длина, масса, вид покрытия проволоки, направление и способ свивки, материал сердечника и другие данные.
Для монтажных работ чаще применяют стальные канаты, состоящие из шести прядей с числом проволок в каждой 19, 37, 61 и пенькового сердечника. Чем больше число проволок в пряди, тем канат обладает большей гибкостью, а значит, более удобен и безопасен в эксплуатации. Поэтому канаты с числом проволок в пряди, равным 19 (более жесткие), применяют для изготовления вант и оттяжек, а с числом проволок в пряди, равным 37 и более, — для изготовления грузоподъемных устройств.
Подбор каната. Тип и диаметр каната для монтажных работ выбирают при разработке проекта производства работ в соответствии с требованиями — разрывное усилие P каната (по сертификату или ГОСТ) не должно превышать требуемое по расчету усилие S в канате, умноженное на коэффициент запаса прочности k , установленный нормами: P=S·k .
Наименьший допускаемый коэффициент запаса прочности канатов для подъемных механизмов и приспособлений:

Рубка, разматывание, браковка канатов. Канат разрубают на отрезки требуемой длины зубилом или перерезают кислородным резаком. Во избежание раскручивания обрубленных концов место рубки каната предварительно обматывают стальной проволокой диаметром 1 . 2 мм на длину 1,5 . 2 диаметра с каждой стороны от намечаемого места рубки.
Стальные канаты, намотанные на барабаны или в бухты (см. схему ниже), хранят в закрытых сухих помещениях.

Разматывание каната
а — с барабана, б — из бухты.
Чтобы канат размотать, барабан насаживают на металлический стержень, установленный на козелках, и, вращая барабан, канат сматывают. При этом нельзя снимать канат с бухты и барабана витками так, чтобы на нем образовались петлевые заломы. При выпрямлении петель пряди могут расслоиться, а проволоки оборваться.
Все эксплуатируемые канаты периодически (практически ежедневно) осматривают, чтобы удостовериться, что на них нет петель и узлов, выпучивания прядей и перекруток, признаков поверхностного износа, порванных прядей или проволок. Канат бракуют по величине износа и числу обрывов проволок на длине одного шага свивки в зависимости от конструкции каната и числа проволок в его сечении, а также требуемого коэффициента запаса прочности каната.
Коуши, сжимы, клиновые зажимы. Канат крепят к конструкциям с помощью петли или крюка на конце каната, канатными узлами, заделкой каната в муфту или клиновой зажим.
Петлю на конце каната образуют с помощью заплетки (см. схему ниже, поз. а) или постановкой сжимов (см. схему ниже, поз. б). Внутрь петли заделывают стандартный коуш 2 желобчатого сечения из листового металла. Коуш предохраняет канат от перетирания, делает перегиб каната (петлю) более плавным.
Сжимы для закрепления конца каната в петле, коуше или соединения двух концов каната (см. схему ниже, поз. в) бывают обыкновенные, рожковые и пластинчатые.

Способы соединения и закрепления канатов
а — заплеткой, б, в — сжимами, г — опрессовка, д — клиновой зажим; 1 — канат, 2 — коуш, 3 — сжим, 4 — стальная обойма, 5 — клины, 6 — накладка.
Сжимы затягивают до нормируемого усилия. Расстояние между ними должно быть не менее шести диаметров каната, причем на один узел устанавливают не менее трех сжимов. Если сжимы ослабнут, соединение каната станет ненадежным, поэтому его проверяют через каждые 10 дней работы, а через три месяца сжимы снимают и осматривают канат в месте соединения.
Канаты соединяют также опрессовкой (см. схему выше, поз. г) стальной обоймой 4. Для быстрого крепления и освобождения концов каната применяют клиновые зажимы (см. схему выше, поз. д). Например, чтобы присоединить ванту к якорям, клин 5 крепят к якорю осью, проходящей через отверстие в щеках клина. Устройство клинового зажима таково, что чем больше натяжение каната 1, тем сильнее конец каната зажимается между клином 5 и накладками 6.
Для временных креплений канатов к якорям или конструкциям, заменяющим якоря, канаты, выполняющие роль оттяжек, расчалок, завязывают узлами (см. схему ниже).

Схема узлов канатов
а — прямой, б — беседочный, в — восьмерка (удав), г — двойной беседочный, д — двойная восьмерка, д — мертвая петля, ж — мертвая петля с закладной частью.
Узлами разрешается стыковать канаты только неподвижного такелажа — расчалок, оттяжек.
Источник
Заделка каната (троса)
Заделка концов стального каната троса
Заделка концов троса/каната необходима для создания петли, ушка и т.п. для подвешивания к нему груза либо закрепления троса на подъемном оборудовании.
Представляем самые распространенные виды заделок:
1. Опрессовка алюминиевыми втулками
Концевая заделка каната методом опрессовки — удобный и эргономичный способ заделки каната с высокой степенью эффективности.
Чаще всего применяется при изготовлении канатных стропов.

Не рекомендуется применять в случае эксплуатации при температуре выше 100С
2. Ручная заплетка (ручной заплет)
Заделка концов каната методом заплетки — традиционный способ заделки каната, при котором конец каната фиксируется путем переплетения прядей каната после формирования петли.

3. Использование канатных зажимов
Заделка каната винтовыми зажимами — самы простой и доступный из видов заделки.

Для обеспечения максимальной эффективности данного способа заделки каната, воспользуйтесь этими советами:
— правильно расположите зажимы
— установите зажимы так, чтобы расстояние между двумя зажимами составляло 1,5-3 (максимум) ширины перемычки
— затягивайте зажимы до нужного усилия затяжки с помощью ключа
4. Муфта с заливкой цинком/металлом с низкой точкой плавления/каучуком
Заделка концов каната с помощью фиксирования (заливки) муфт (сокетов) легкоплавким металлом или полимерной композицией (канат вставляется в муфту и ) — является наиболее прочным, но трудоемким и дорогим способом заделки концов каната.

5. Запрессовка стальных фитингов
Заделка концов каната запрессовкой стальных фитингов — это соединения стального каната и стального фитинга различной формы с применением специальных приспособлений и прессов высокой мощности. Фитинг изготавливается из специальной стали способной выдержать прилагаемые к нему нагрузки.

Эффективность различных видов концевой заделки троса/каната
Эксплуатационная эффективность концевой заделки каната это отношение разрывного усилия каната (R) к нагрузке, при которой ломается заделка.
На таблице ниже наглядно продемонстрирована эксплуатационная эффективность наиболее часто используемых концевых фитингов.
Следующее выражение применяется для расчёта фактического разрывного усилия концевой заделки:
R = разрывное усилие каната в Н
Reff. = фактическое разрывное усилие концевой заделки в Н
a = степень эффективности (коэффициент эффективности)
Источник
Способы крепления концов канатов
Классификация стальных канатов
Стальные канаты имеют большое число типов и конструкций и различаются по назначению, типу свивки прядей, сочетанию направлений свивки. Далеко не все канаты, изготавливаемые промышленностью, могут быть применены на кранах. Как показывают исследования и опыт эксплуатации, число конструкций крановых канатов может быть ограничено 8-10. Специальная обработка канатной проволоки обеспечивает её высокие механические свойства. Так, маркировочная группа (временное сопротивление разрыву) проволок изменяется в широком диапазоне 1372…2352 МПа. В зависимости от количества проволок в пряди, прядей в канате, их конструкции и формы, сочетания направлений свивки элементов каната, наличия и типа сердечника и других факторов возможны самые различные конструктивные формы стальных проволочных канатов (таблица 1.1).
Таблица 1.1 — Классификация стальных канатов
| Признаки, по которым подразделяются канаты | Обозначение |
| 1. По назначению: | |
| грузолюдские | ГЛ |
| грузовые | Г |
| 2. По краткости свивки: | |
| одинарной — канат изготавливается из центральной проволоки, вокруг которой по винтовой линии в несколько слоев навивается проволока | |
| двойной — изготавливается из прядей одинарной свивки, свитой вокруг сердечника | |
| тройной — изготавливается из прядей двойной свивки, свитой вокруг сердечника | |
| 3. По типу сердечника: | |
| пеньковый | |
| асбестовый | |
| стальной (применяется при высоких температурах, для увеличения разрывного усилия — прядь или канат двойной свивки) | |
| 4. По механическим свойствам проволок: | |
| высшей марки — для канатов типа ГЛ | В |
| первой марки — для всех канатов | I |
| второй марки (с согласия потребителя) | II |
| 5. По виду покрытия поверхности проволок: | |
| из светлой проволоки без покрытия — для лёгких условий работы | — |
| из оцинкованной проволоки для агрессивных условий работы | С |
| из оцинкованной проволоки для жёстких агрессивных условий работы | Ж |
| из оцинкованной проволоки для особо жёстких агрессивных условий работы (коррозионно стойкие, но дороже) | ОЖ |
| 6. По направлению свивки прядей: | |
| правая — преимущественная (свивка справа налево вниз) | — |
| левая — слева направо вниз | Л |
| 7. По сочетанию направлений свивки проволок в прядях и прядей каната: | |
| крестовая — применяется в основном: направления свивки проволок в прядях и прядей разное, не раскручиваются | — |
| односторонняя — направления свивки проволок в прядях и прядей одинаковое, более гибкие | О |
| 8. По способу свивки: | |
| нераскручивающиеся — с обжатием прядей | Н |
| раскручивающиеся | Р |
| 9. По роду свивки: | |
| с точечным касанием проволок одинакового диаметра — углы навивки проволок в разных слоях неодинаковы, что повышает давление между проволоками и увеличивает их изнашивание, но они не раскручиваются под нагрузкой | ТК |
| с линейным касанием проволок — углы навивки проволок в разных слоях одинаковы, более гибкие, долговечные, срок службы на 30-40% выше, чем ТК | ЛК |
| с линейным касанием проволок одинаковых диаметров в верхнем слое пряди | ЛК-О |
| с линейным касанием проволок разных диаметров в верхнем слое пряди — имеют лучшее заполнение сечения | ЛК-Р |
| с линейным касанием проволок разного и одинакового диаметра по отдельным слоям пряди | ЛК-РО |
| с точечным и линейным касанием проволок в пряди | ТЛК |
На ГПМ применяют канаты только двойной свивки, шестипрядные, крестовые. Внешне канат крестовой свивки отличается тем, что проволоки на его поверхности располагаются параллельно оси каната. Проволоки каната односторонней свивки располагаются под углом к его оси рисунок 1.2.

Рисунок 1.2 — Типы свивки стальных канатов:
а — канат крестовой свивки; б — канат односторонней свивки
Канаты различаются по диаметру каната, по маркировочной группе, по количеству проволок в прядях и количеству прядей в канате.
Способы крепления концов канатов
Петля на конце каната при креплении его на кране, а также петля стропа, сопряжённая с кольцами, крюками или другими деталями, должна быть выполнена:
с применением коуша и заплёткой свободного конца каната или установкой зажимов (рисунок 1.3а, в);
с применением стальной кованой, штампованной, литой втулки с закреплением клином (рисунок 1.3б);
другим способом в соответствии с нормативными документами.
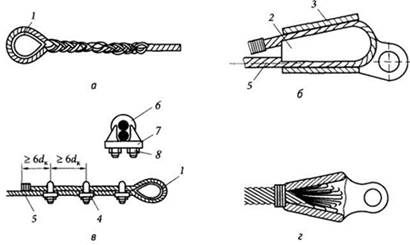
Рисунок 1.3 — Способы выполнения петли на конце каната: a — заплётка свободного конца; б — применение клиновой втулки; в — установка винтовых зажимов; г — заливка в конусной втулке; 1 — коуш; 2 — клин; 3 — клиновая втулка; 4 — винтовой зажим; 5 — рабочая ветвь; 6 — скоба; 7 — планка; 8 — гайка
Корпуса, втулки и клинья не должны иметь острых кромок, о которые может перетираться канат. Клиновая втулка и клин должны иметь маркировку, соответствующую диаметру каната.
Конструкция зажимов должна соответствовать нормативным документам.
Количество зажимов определяется при проектировании с учётом диаметра каната, но должно быть не менее трёх. Шаг расположения зажимов и длина свободного конца каната за последним зажимом должны составлять не менее шести диаметров каната. Скобы зажима должны устанавливаться со стороны свободного конца каната.
Источник



