
- Методы механического соединения алюминиевых деталей
- Винтовые соединения
- Типы винтовых соединений
- Типы винтовых соединений для тонких листов
- Принцип работы самонарезающих винтов
- Винтовые соединения для алюминиевых профилей
- Фальцевые соединения
- Заклепочные соединения
- Непрямая и прямая клепка
- Типы заклепок для непрямой клепки алюминия
- Применение различных головок заклепок
- Принцип работы вытяжной (слепой) заклепки
- Предотвращение гальваническая коррозия
- Алюминиевый профиль как универсальный ресурс для сборки чего угодно. Часть 2
- Все можно построить из профиля
- Нестандартный — не означает сложный
- Пример: сложные углы без проблем
- Небольшая хитрость: замена т-образной гайки, вставки и чего угодно
Методы механического соединения алюминиевых деталей
Соединение деталей друг с другом является важной и часто критической операцией при производстве изделий и конструкций из алюминиевых листов или профилей. Механические методы обеспечивают высокую прочность соединения, а также являются удобными при производстве и контроле качества. Кроме того, механические методы соединения алюминиевых деталей не требуют дорогого оборудования, удобны в применении и могут быть легко автоматизированы [1].
Основными типами механических соединений алюминиевых деталей являются:
- винтовые соединения;
- фальцовые соединения;
- заклепочные соединения.
Винтовые соединения
Типы винтовых соединений
Винтовые соединения относятся к разъемным соединениям. По своей конструкции они могут быть (рисунок 1):
- сквозными, выступающие с обеих сторон;
- сквозные, выступающие с одной стороны;
- не сквозные (слепые), выступающие с одной стороны.

Рисунок 1 – Конструкционные типы винтовых соединений [1]
Если приняты соответствующие меры против коррозии, то винтовые соединения являются вполне подходящими для компонентов из листового алюминия и алюминиевых профилей:
- Крепежные элементы должны быть выполнены из коррозионностойкой нержавеющей стали (группа сталей А2/А4).
- Поскольку алюминиевые сплавы имеют относительно низкую прочность на сжатие, поверхности контакта должны быть защищены путем применения шайб как под головку винта, так и под гайку.
Типы винтовых соединений для тонких листов
В дополнение к методам соединения типа “винт-гайка” тонкие листы могут соединяться вместе с применением большого количества различных резьбовых крепежных изделий (рисунок 2).
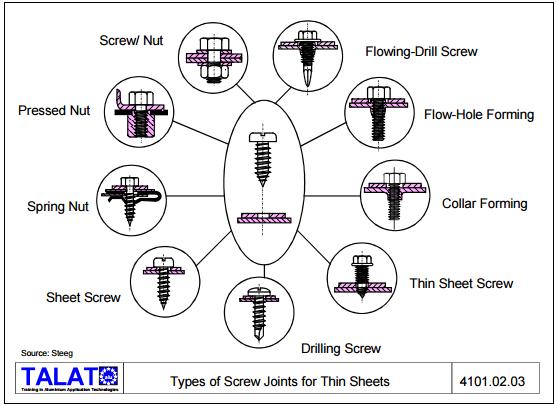
Рисунок 2 -Различные типы винтовых соединений для тонких листов [2]
С помощью крепежных изделий типа “винт-гайка” обеспечивается большие усилия скрепления. С другой стороны, специальные винты для тонкостенных деталей применяют, чтобы исключить операцию сверления при окончательной сборке, так как эти винты сами прорезают отверстие для себя.
Принцип работы самонарезающих винтов
Недостатком большинства тонкостенных соединений является очень ограниченная длина винта, которая несет нагрузку. Улучшить положение может формировании вокруг отверстия цилиндрического буртика, что и происходит при установке самонарезающего винта. Карбидный наконечник самонарезающего винта, у которого нет резьбы, действует как конусный пробойник, который вращается с большой скоростью и пробивает металл насквозь. В результате пластического деформирования металла листа вокруг отверстия формируется массивный буртик. Затем в этом отверстии самонарезающий винт нарезает резьбу и выполняет винтовое соединение (рисунок 3).

Рисунок 3 – Принцип установки самонарезающего винта [1]
Винтовые соединения для алюминиевых профилей
Для соединения деталей из алюминиевых сплавов чаще всего применяют винты из коррозионностойкой нержавеющей стали с головкой, которая приспособлена для крепления листовых материалов. Алюминиевые профили для соединения между собой или с листовыми материалами могут иметь продольные и поперечные винтовые каналы (или пазы) (рисунок 4).

Рисунок 4 – Винтовые соединения для алюминиевых профилей [1]
Фальцевые соединения
Принцип выполнения фальцевого соединения алюминиевых листов показан на рисунке 4.

Рисунок 5 – Этапы процесса выполнения фальцевого соединения
для листов с прямолинейной кромкой [1]
В зависимости от назначения могут выполняться различные формы фальцевых соединений. Ширина фальца имеет особое значение для каждого конкретного случая. Слишком узкий фальц имеет низкую прочность и низкую герметичность, а слишком широкий фальц приводит к чрезмерному расходу листового материала (рисунок 6).

Рисунок 6 – Ширина нахлеста в фальцевых соединениях:
неправильная (вверху) и правильная (внизу) [1]
Заклепочные соединения
Непрямая и прямая клепка
Долгое время соединение заклепками считалось устаревшим и неэкономичным. Однако в последние десятилетия 20 века соединение заклепками было заново открыто как эффективная технология, особенно в аэрокосмической технике. Для алюминия применяют методами непрямой и прямой клепки (рисунок 7). В процессе непрямой клепки детали соединяются путем притягивания друг к другу с помощью дополнительного соединительного элемента – отдельной заклепки. При прямой клепке одна из соединяемых деталей сама является заклепочным элементом и дополнительная отдельная заклепка не требуется.

Рисунок 7 – Типы клепки: непрямая и прямая [1]
Типы заклепок для непрямой клепки алюминия
В настоящее время для выполнения неразъемных (постоянных) заклепочных соединений применяется четыре основных типа заклепок для непрямой клепки:
- сплошные заклепки (рисунок 8);
- вытяжные (слепые) заклепки (рисунок 8);
- винтовые (резьбовые) заклепки (рисунок 8);
- самопробивные заклепки (рисунок 9).

Рисунок 8 – Три типа заклепок [1]

Рисунок 9 – Самопробивные заклепки [2]
Сплошная заклепка – это стержень с головкой на одном конце, а на другом его конце в процессе клепки пластически формуется другая, крепежная, головка. Такие заклепки могут применяться только для компонентов, которые имеют доступ с обеих сторон.
Слепая заклепка (вытяжная) состоит из одного или более элементов и требует доступ только с одной стороны.
Винтовая заклепка применяется для сильно нагруженных заклепочных соединений. Поэтому эти заклепки делают из высокопрочных материалов, которые не могут легко деформироваться при установке заклепки.
Самопробивная заклепка сами пробивают отверстие для своей установки и не требуют предварительно выполненного отверстия.
Применение различных головок заклепок
Заклепки различают по виду головки, которая формируется при установке заклепки. Для листового металла и легких конструкций, которые не требуют заклепок толще, чем 8 мм, обычно применяют такие крепежные головки как и головки на исходных заклепках. Алюминиевые заклепки диаметром до 8 мм легко поддаются холодной пластической деформации (рисунок 10).

Рисунок 10 – Различные типы заклепочных головок и их применение [1]
Принцип работы вытяжной (слепой) заклепки
Обычно вытяжная (слепая) заклепка состоит из полого стержня и вытяжного сердечника, который служит инструментом для формирования крепежной головки.
Заклепка устанавливается путем вытягивания сердечника с помощью специального инструмента – “заклепочника”. В результате из стрежня заклепки формируется крепежная головка (рисунок 11). Когда усилие вытягивания превысит некоторый уровень, сердечник обрывается в заданном месте. Место разрыва может внутри втулки или в головке заклепки.

Рисунок 11 – Принцип установки вытяжной заклепки [1]
Предотвращение гальваническая коррозия
Материалы механических крепежных элементов и соединяемые компоненты должны быть совместимы с точки зрения коррозии. Это означает, что детали, которые находятся в контакте друг с другом должны иметь близкие электрохимические потенциалы для предотвращения гальванической коррозии. Например, крепежные элементы из меди или латуни не подходят для соединения алюминиевых деталей.
Источник
Алюминиевый профиль как универсальный ресурс для сборки чего угодно. Часть 2
В прошлой статье мы говорили о типах алюминиевого профиля, видах крепежа и других нюансах. Сейчас наступила очередь добавить к профилю еще один отличный инструмент — 3D-печать. Воистину, используя алюминиевый профиль и напечатанные на принтере пластиковые детали можно собрать все, что угодно.
Те из нас, кому повезло иметь собственные мастерские, могут применять деревообработку, сварку или металлобработку. Но если мастерской нет или она небольшая, либо использование всех этих методов по какой-то иной причине невозможно, лучше обратиться к 3D-печати и алюминиевому профилю.
Все можно построить из профиля
В прошлой статье уже были приведены в качестве примера некоторые проекты, где использовался алюминиевый профиль. Например, вот этот регулируемый модульный рабочий стол из ДСП и профиля.
При помощи 3D-принтера можно создавать нестандартные соединения для алюминиевого профиля, которые отличаются от тех, что есть в большинстве каталогов. Как правило, стандартные крепежи предназначены для соединения профиля под прямым углом. При помощи печати можно создавать соединения любой формы.

С их помощью крепить профиль можно под любым углом — 30, 45 или 60 градусов — изготовить подобное несложно. Пример нестандартного пластикового соединения показан выше.
Нестандартный — не означает сложный
Это действительно так — мы можем объединить купленные компоненты (профиль и часть крепежа) с изготовленными собственноручно элементами. Алюминиевый профиль при этом обеспечивает общую структуру изделия, а пластик связывает направляющие вместе, задавая определенную форму и поддерживая ее. Давайте посмотрим, как можно изготовить крепления для построения нестандартных углов.

Проектирование креплений выполняется в любой CAD-программе. Как правило, это задача обработки прямоугольного твердого тела с выемкой нескольких цилиндров для создания монтажных отверстий. Соединение с трехсторонним профилем, выполненное на 3D-принтере, обычно достаточно прочное, чтобы обеспечить нужную жесткость конструкции. Начать проектировать можно с малого, постепенно совершенствуя навыки.
Пример: сложные углы без проблем
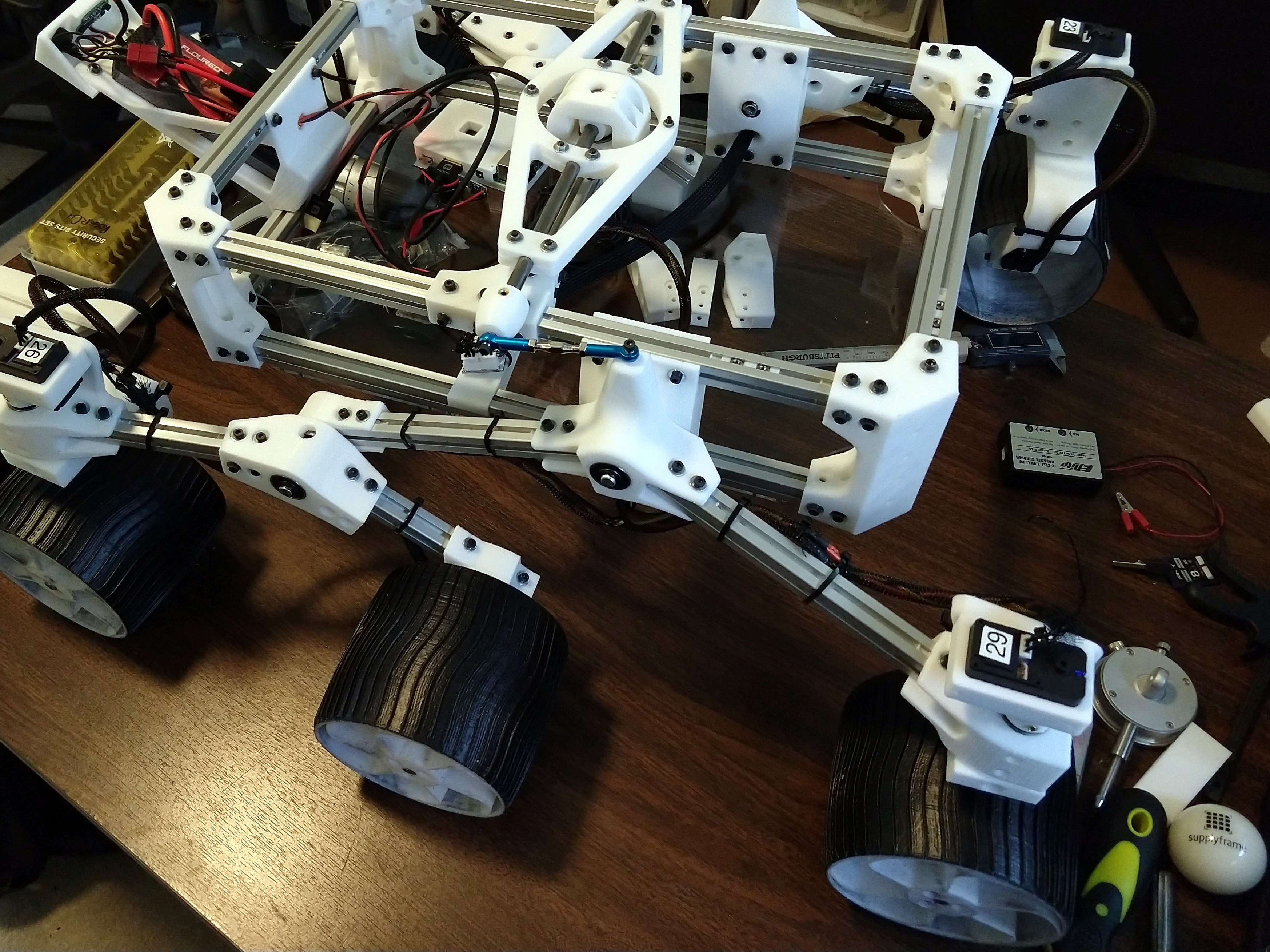
Мой проект, робот из алюминиевого профиля, слишком сложен, чтобы печатать его как единое целое. Поэтому я разделил корпус на отдельные части, связанные вместе креплениями, напечатанными на 3D-принтере.

Посмотрите на углы, под которыми закрепляются элементы профиля. Ни один поставщик крепежа не предоставит нечто подобное, поскольку соединение нестандартное. Более того, и без того кастомизированный пластиковый элемент усложнен дополнительными отверстиями для подшипников и некоторых других элементов. Это задача как раз для 3D-принтера.
Цель статьи — показать возможности самодельных соединений, так что пока не будем углубляться в сложные темы. Но все же стоит отметить важные для нас особенности 3D-печати, которые имеют значение для создания сложных структур.
Так, ориентацию слоя и другие параметры пластиковых деталей необходимо тщательно подбирать, поскольку, если превысить расчетный лимит (нагрузка на изгиб и т.п.), деталь просто поломается, разламываясь вдоль слоя. Для каждой оси стоит использовать минимум два крепежа, разнесенные между собой на определенную ширину для распределения рабочей нагрузки. Использование лишь одного приведет к повышенной нагрузке и возможному нарушению конструкции.


Небольшая хитрость: замена т-образной гайки, вставки и чего угодно
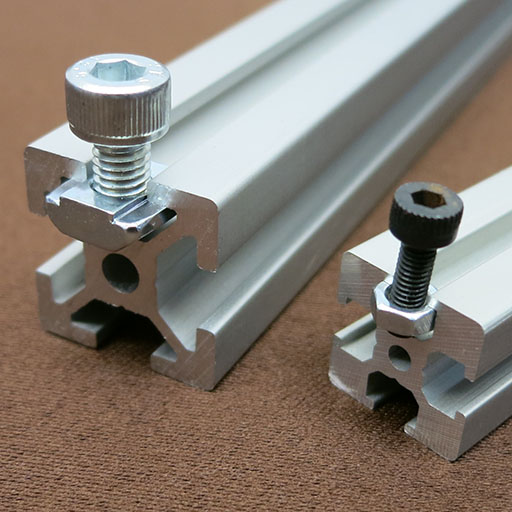
После того, как индивидуальное соединение для проекта готово, мы сталкиваемся с другой проблемой — необходимостью приобретения специализированных крепежными элементами. В прошлой статье они подробно обсуждались. Чаще всего это вставки и гайки для Т-образного паза. Форма таких элементов специально предназначена для встраивания в паз алюминиевого профиля. Купить такой крепеж несложно, проблема не в его недоступности или редкости, а в том, что он достаточно дорогой.
Альтернатива — использование обычных гаек вместо Т-образных. Стандартные гайки совместимы не со всеми разновидностями профиля, а лишь с Misumi 3 Series. Компания Misumi предлагает и специализированные гайки, которые стоят около 9 долларов за 100 штук. В то же время обычные M3 стоят примерно 0,88 доллара за 100 штук. Их мы и будем использовать, решив попутно парочку проблем.
Первая проблема — обычная гайка, хотя и подходит по размерам к пазу в профиле от Misumi, не обеспечивает настолько же плотного и качественного сцепления с профилем, что специализированная гайка. Во-вторых, специализированный крепеж обычно удерживается на месте пружиной, но если использовать обычную гайку, никаких пружин мы не получаем. Получается, что лучше заплатить за специализированный крепеж, чтобы не было потом проблем?
Нет, поскольку у нас есть 3D-принтеры. И они способны распечатать то, что решит обе указанные выше проблемы. Плюс ко всему, собирать готовые элементы будет удобно. На картинке ниже показан пластиковый элемент, который и нивелирует проблемы. Во-первых, у этой детали есть небольшой выступ, который действует по аналогии со специализированной пружиной, закрепляя соединение. Во-вторых, этот пластиковый элемент облегает гайку, так что она держится не хуже, чем специализированная. Ну и в третьих, есть еще специализированный выступ (reposition hook), который дает возможность изменять положение крепления, не разбирая все соединение.
Толщина элемента соответствует ширине сопла 3D-принтера, что позволяет без проблем поместить пластиковое крепление в пазу профиля, экономить пластик и быстро печатать. Излишним будет говорить, что этот элемент — одноразовый, вторично его использовать после разбора соединения нельзя.




Попробуйте этот способ крепления профиля — возможно, он вам пригодится и станет основным.
Источник



