
- Большая Энциклопедия Нефти и Газа
- Смазка — поршневой палец
- Поршневой палец: описание,виды,применение,установка,фото,видео.
- Применение поршневого пальца
- Почему поршневой палец трудно облегчить?
- Зачем нужно отверстие в центре поршневого пальца?
- По способу осевой фиксации пальцы делятся на две группы:
- Фиксированный
- Плавающий
- Подбор поршневого пальца
- Материал для изготовления поршневых пальцев
- Установка поршневого пальца
- Установка плавающего поршневого пальца
- [Статья] Анатомия Поршня — Базовые технические данные
Большая Энциклопедия Нефти и Газа
Смазка — поршневой палец
Смазка поршневого пальца в головке шатуна может также производиться разбрызгиванием через сверление в головке шатуна ( двигатель СМД-14, Д-50) или же путем подвода масла по каналу в теле шатуна ( Д-54 А, Д-75) от шатунной шейки коленчатого вала. [1]
Для смазки поршневого пальца в стержне шатуна просверлено отверстие, соединяющее нижнюю и верхнюю головки. [2]
Для смазки поршневого пальца в верхней головке шатуна имеется вырез, а во втулке — круглое отверстие, совпадающее с ним. [3]
Расчет смазки поршневого пальца разработан П. И. Орловым и сводится к следующему. [4]
Масло для смазки поршневого пальца поступает от масляной магистрали охлаждения головки поршня. [5]
Для обеспечения смазки поршневого пальца при запрессовке в корпусе 10 направляющей гильзы предусмотрен шариковый запорный клапан 18, соединенный трубкой 17 с бачком 16 для масла. Бачок расположен выше уровня гильзы, поэтому смазка происходит самотеком. [6]
Из-за перетечек пара ухудшается смазка поршневого пальца цилиндра высокого давления , так как пар поступает через зазор между пальцем и бобышками поршня и увлекает с собой масло. Чтобы избежать этого, в условиях эксплуатации иногда заглушают отверстия в бобышках поршня высокого давления. [7]
Чгсть масла, идущая на смазку поршневого пальца и охлаж-д кнс поршня, находится в виде тумана. Поскольку в этой зоне температура и поверхность окисления высоки, необходимо, чтобы Mtc. [8]
Часть масла, идущего на смазку поршневого пальца и охлаждение поршня, находится в виде тумана. Поскольку в этой зоне температура и поверхность окисления высоки, необходимо, чтобы масло обладало хорошей термоокислительной стабильностью. [9]
Наличие значительных удельных сил инерции i кГ / см2 является благоприятным для смазки поршневого пальца , а изменение знака свободных усилий, действующих на поршень, обязательным. Благоприятным является и уменьшение мертвого объема, приводящее к увеличению абсолютной величины и удлинению времени действия отрицательных сил, направленных от вала к верхней мертвой точке. [10]
В верхнюю головку шатуна запрессована тонкостенная втулка из оловяни-стой бронзы, которая имеет отверстие для смазки поршневого пальца , совпадающее с прорезью в верхней головке шатуна. На верхнем конце шатуна и на крышке нижней головки расположены бобышки, которые служат для подгонки массы шатуна и распределения массы между его головками. [12]
Шатуны, штампованные из легированной стали, имеют стержень двутаврового сечения с каналом подвода масла для смазки поршневого пальца и охлаждения поршня. Кривошипная головка крепится к стержню шатуна четырьмя шпильками. Между стержнем и кривошипной головкой установлена прокладка для регулирования степени сжатия. В поршневые головки шатунов запрессованы втулки, состоящие из наружной стальной обоймы и внутренней бронзовой втулки с прямыми канавками. Для удобства монтажа шатунные болты всех шатунов установлены головками вниз. [13]
Шатун двигателей ЯМЗ имеет масляный канал, в который запрессована втулка, дозирующая поступление масла для смазки поршневого пальца . Плоскость разъема крышки нижней головки шатуна расположена под углом 55 к оси стержня шатуна. [14]
Шатун 15 двигателей ЯМЗ имеет масляный канал, в который запрессована втулка, дозирующая поступление масла для смазки поршневого пальца . Плоскость разъема крышки 17 нижней головки шатуна расположена под углом 55 к оси стержня шатуна. Такая конструкция позволяет монтировать шатун через цилиндр. Для надежной фиксации крышки на плоскости разъема сделаны треугольные шлицы. [15]
Источник
Поршневой палец: описание,виды,применение,установка,фото,видео.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой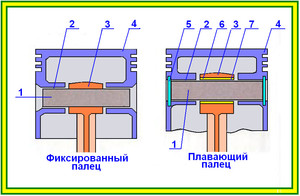
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
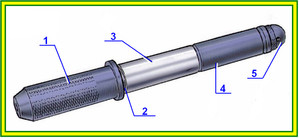
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Источник
[Статья] Анатомия Поршня — Базовые технические данные
| Модификация и свап двигателя Обсуждение увеличения мощности двигателя и его свап: поршни, шатуны, валы, впуск, выхлопные системы и пр. |
- Посетителям
- Новеньким
- Патриотам


![]()
Фото 1/23 / Анатомия поршня
Если вы – такой же, как и мы, то у вас не уходит слишком много времени на размышления, какие именно поршни установлены на вашем двигателе. Чаще всего необходимость в этом отсутствует, но однажды поршень сгорает, изнашивается или просто ломается и тогда его необходимо заменить или внести в его конструкцию изменения. Если вы не занимаетесь модификацией двигателя, скорее всего ваш выбор падет на стандартный комплект кованых алюминиевых поршней. Но какой сплав лучше всего выбрать? И будете ли вы покупать поршни, разработанные в соответствии с новейшими технологиями? В этой статье мы расскажем о некоторых факторах, которые помогут вам выбрать поршень именно для вашего двигателя.
Фото 2/23 / Анатомия поршня — Базовые технические данные
Сравнительный анализ алюминиевого поршня 2618 и 4032:
Не важно, какой тип или марку поршня вы решите использовать, все они выполняются из алюминиево-кремниевого сплава. Почти все кованые поршни вторичного рынка выполнены из алюминиевого сплава 4032 или 2618, где кремний применяется в том количестве, который определяет общий уровень прочности и сопротивления износу.
Фото 3/23 / Анатомия поршня — Базовые технические данные
Алюминиевый сплав 2618
Алюминиевый сплав 2618 имеет более высокую степень прочности и, в конечном счете, слегка уступает сплаву 4032. Поршень из сплава 2618 является идеальным выбором для двигателей с наддувом, которые отличаются более высокой температурой эксплуатации и/или предназначены для гоночных автомобилей. По сравнению с моделью 4032, этот поршень из низко-кремнистого сплава требует более широкого зазора между юбкой поршня и цилиндром из-за более высокого коэффициента теплового расширения, в результате которого при нагревании поршень увеличивается в диаметре.
Плюсы
- Усталостная долговечность
- Жаропрочность
- Удельная проводимость (передача тепла)
- Высокая прочность
Минусы
- Высокий коэффициент расширения (требуется более широкий зазор)
- Низкий коэффициент износа (из-за низкого содержания кремния)
- Высокий уровень шума при работе или стук в двигателе из-за большого зазора между юбкой цилиндра поршня и цилиндром
Алюминиевый сплав 4032
Алюминиевый сплав 4032 предназначен для работы в условиях высоких нагрузок, когда в первую очередь требуется прочность и низкий уровень шума. Поршень, выполненный из сплава 4032, требует меньшего зазора между юбкой поршня и цилиндром за счет высокого уровня содержания кремния в составе и является идеальным решением для автомобилей, предназначенных для повседневной эксплуатации.
Плюсы
- Высокий коэффициент износа (высокий уровень сопротивления износу за счет высокого уровня содержания кремния в составе сплава)
- Низкий коэффициент расширения (требуется небольшой зазор)
- Низкая плотность (легкий вес)
Минусы
- Ограниченное сопротивление высоким температурам (чем выше температура, тем ниже прочность)
- Чувствительность к внешнему воздействию (не прочный)
Отверстия для сброса давления
Фото 4/23 / Боковые отверстия для сброса давления
Отверстия для сброса давления просверлены в верхней части днища поршня или в боковых частях жарового пояса над канавкой компрессионного кольца. Если в поршне применены отверстия для сброса давления, то он предназначен для воздействия на компрессионное кольцо и его плотного прижатия к стенке цилиндра. В результате, в зоне жарового пояса снижается уровень «утечки» давления, а мощность — повышается. В основном, боковые отверстия для сброса давления (справа) просверливаются через нижнюю часть днища поршня до задней стенки канавки кольца. Поршень с такими отверстиями предназначен для установки на двигатель автомобилей, участвующих в гонках на выносливость или в шоссейных гонках. Вертикальные отверстия для сброса давления (слева) просверлены от днища поршня к канавке компрессионного кольца. Такая модель поршня чаще всего предназначена для двигателей гоночных автомобилей, и характеризуется высокой степенью износа в результате повышенного давления со стороны кольца. Отверстия для сброса давления являются наилучшим решением для двигателей гоночных автомобилей, которые выходят из строя и, соответственно, часто требуют ремонта и не рекомендованы для их установки на автомобили, предназначенные для ежедневной эксплуатации.
Фото 5/23 / Вертикальные отверстия для сброса давления
Поршневые пальцы — это деталь в двигателе, подверженная наибольшей нагрузке, что отображено красным цветом на рисунке ниже, полученного после проведения анализа конечного элемента. На днище поршня идет огромная нагрузка в результате расширения горючего газа в камерах сгорания. Эта нагрузка передается от шатуна через поршневые пальцы. Чтобы понять, какой нагрузке подвергается поршневой палец при его установке на двигатель гоночного автомобиля, нужно учитывать, что при мощности 850 лс двигатель NASCAR Sprint Cup работает при частоте оборотов от 9000 до 9500 оборотов в минуту. Прилагаемое усилие в результате давления цилиндра и внутренних нагрузок представляет собой разрушительную силу, которую можно приравнять к нагрузке в шесть тонн. И именно эту нагрузку принимает на себя каждый поршневой палец 77 раз за одну секунду. На некоторых гонках цикличная нагрузка может длиться на протяжении шестисот миль.
Фото 6/23 / Анатомия поршня
На рисунке ниже «Анализ конечного элемента» показана нагрузка, оказываемая на палец под давлением (рабочий ход двигателя) слева и инерционная нагрузка справа (после ВМТ на такте всасывания, где палец резко опускается вниз). Прогиб преувеличен, но наглядно показывает силу нагрузки на поршневой палец. Если применяется поршневой палец со слишком тонкими стенками, то в конечном итоге он деформируется. Если используется не правильный материал, поршневой палец не будет работать в условиях высокой и длительной нагрузки и просто выйдет из строя. Поэтому настолько важно подбирать правильную толщину стенок поршневого пальца во избежание чрезмерных прогибов, которые оказывают прямое влияние на правильную работу самого поршня.
Фото 7-8/23 / Анатомия поршня
Базовые параметры выбора правильной толщины стенки поршневого пальца:
стенка поршневого пальца 0,150 дюймов
Фото 9/23 / Анатомия поршня
стенка поршневого пальца 0,180 дюймов
Смазка поршневого пальца
Фото 10/23 / Анатомия поршня
Важно помнить, что между стенками поршневого пальца и внутренней части поршня остается тонкая масляная пленка. Существует несколько способов распределения масла по поверхности поршневого пальца. Первым способом производители называют смазку под нагрузкой, когда масло подается через одно или два специальных небольших отверстия для его обратного стока под давлением. Под вторым способом смазки подразумевается использование «протяжки» или небольших закругленных бороздок, которые идут параллельно относительно поверхности поршневого пальца. Эти небольшие углубления позволяют маслу идти обратным потоком от коленвала до поршневых пальцев с их внутренней стороны. Смазка поршневых пальцев под нагрузкой применяется чаще всего.
Фото 11/23 / Анатомия поршня — Базовые технические данные
Проверка поршневых пальцев
Поскольку поршневые пальцы – это чаще всего подшипники, важным моментом является тщательная обработка поверхности их внутренней поверхности (внутренний диаметр) во избежание износа и выхода из строя. Именно эта зона чаще всего проходит проверку. И именно с внутренней стороны поршневые пальцы чаще всего деформируются в результате высокой нагрузки, поэтому мягкая обработка методом шлифования этой части поверхности является критичной.
Фото 12/23 / Анатомия поршня — Базовые технические данные
Даже если результаты проверки показывают отсутствие деформации внутренних отверстий поршневых пальцев, износ все равно присутствует. Проверка внутренней поверхности пальцев на деформацию – это относительно простая процедура: необходимо поместить соответствующую вставку внутри поршневого пальца и посмотреть, насколько легко она будет вращаться. Затем следует соединить ее и со вторым поршневым пальцем и посмотреть, насколько легко выполняется ее поворот. Иногда вставка как бы застревает на втором поршневом пальце. Кроме того, если вставка «протягивается» с усилием, то это признак имеющейся деформации поверхности внутри поршневого пальца. В этом случае требуется его замена или обработка внутренней поверхности методом легкого шлифования.
Разгрузка клапана осуществляется за счет канавок, расположенных на кромке днища поршня, поскольку они обеспечивают зазор, необходимый для работы впускного и выпускного клапана. Диаметр этих канавок, их расположение и глубина зависят от целей применения двигателя. Двигатели, оснащенные большеразмерными клапанами и гоночными коленвалами, могут потребовать установку поршня с канавками для разгрузки клапанов большего диаметра и глубины в целях обеспечения необходимого зазора. К счастью, на рынке продаж существует большое количество производителей, занимающихся разработками поршней, используемых для различных доработок.
Фото 13/23 / Анатомия поршня — Базовые технические данные
Масляные форсунки / Разбрызгиватели
Масляные форсунки используются на многих современных двигателях с высокими эксплуатационными характеристиками, например: 4B11, 2JZGTE, SR20DET, 4G63 и т.д.. На двигателях для Формулы 1 установлено до шести форсунок на один цилиндр. Хотя форсунки не являются составной частью поршня, они играют важнейшую роль в обеспечении охлаждения и смазки поршня. Если сплав поршня не предназначен для работы в режиме тяжелых нагрузок, то он становится мягче и теряет прочность при высоких температурах. Это явление называется «нормализация» и может значительно снизить прочность поршня, что приводит к его выходу из строя. Масляные форсунки разбрызгивают хладагент на поршень, что снижает его общую температуру в ходе эксплуатации.
Фото 14/23 / Анатомия поршня — Базовые технические данные
Кольцо является своеобразным «пояском» вокруг поршня. Толщина зависит от назначения поршня. Чем выше нагрузка, тем больше толщина, что обеспечивает необходимую прочность. Верхняя часть колец на поршне для двигателя с турбонаддувом Subaru EJ257 (справа) толще. Данный поршень предназначен для работы в режиме нагрузки 300 лс на цилиндр. Если его сравнить с поршнем, предназначенным для двигателя без наддува слева, то там толщина колец будет меньше, поскольку режим нагрузки составляет 65 лс на цилиндр. Но это совсем не значит, что чем выше толщина колец, тем прочнее поршень. При слишком высоком значении толщины (более 0,300 дюймов) двигатель рискует потерять свою производительность и мощность. Чем выше расположено такое кольцо на поршне, тем эффективнее и мощнее работа двигателя в режиме стандартных нагрузок. Но такое же высокое расположение колец на поршне для двигателя с турбонаддувом ведет к мгновенному выходу поршня из строя. Таким образом, поршень для двигателя с турбонаддувом нуждается в дополнительном усилении за счет высокой толщины своего днища.
Фото 15/23 / Анатомия поршня — Базовые технические данные
Зазор разреза поршневого кольца
Фото 16/23 / Анатомия поршня — Базовые технические данные
Разрез на поршневом кольце обеспечивает необходимый зазор в случае увеличения размера при нагревании. Поскольку каждый двигатель индивидуален, правильный зазор зависит от целей применения. Различные значения, такие как выпускная мощность, внутренний диаметр, материал и т.д., могут влиять на изменения размера зазора. Если размер зазора не достаточный, концы кольца соединяются, что ведет к их выходу из строя, а также может стать причиной поломки двигателя. Если зазор слишком велик, поршневое кольцо не сможет эффективно контролировать прорыв газов в камере сгорания двигателя, что ведет к потере мощности. Не стоит забывать, что лучше ошибиться с зазором в большую сторону, чем в меньшую. Некоторые выполняют разрез на кольце вручную при наличии напильника и желания. Тем не менее, лучше всего использовать специальное шлифовальное колесо, которое поможет равномерно снять излишки материала с кольца. Ниже приводятся рекомендации по выбору размера зазора на поршневом кольце:
Фото 17/23 / Анатомия поршня — Базовые технические данные
| Рекомендуемый зазор поршневого кольца | |||
| Назначение | Минимальный зазор в дюймах | ||
| Верхнее кольцо | Среднее кольцо | Направляющая масляного кольца | |
| Внутренний диаметр x | Внутренний диаметр x | Мин. зазор | |
| Двигатель повышенной мощности | 0,0045 дюймов | 0,0050 дюймов | 0,0015 дюймов |
| Двигатель средней мощности с турбонаддувом | 0,0050 дюймов | 0,0055 дюймов | 0,0015 дюймов |
| Двигатель повышенный мощности для повседневной эксплуатации | 0,0055 дюймов | 0,0057 дюймов | 0,0015 дюймов |
| Только гонки, двигатель с турбонаддувом | 0,0060 дюймов | 0,0063 дюймов | 0,0015 дюймов |
Зазор между юбкой поршня и цилиндром
Зазор между юбкой поршня и цилиндром, как и зазор разреза поршневого кольца, зависит от окружающих условий, в которых будет применяться поршень. Двигатели, на которых создается более высокое давление, обычно передают большее количества тепла к поршню и поэтому необходим больший зазор между стенкой цилиндра и юбкой поршня. Двигатели без наддува работают при значительно меньшем давлении цилиндров, и поэтому величина зазора является минимальной. Еще одним фактором, влияющим на зазор, является фактическая конструкция самого поршня. Стенки цилиндра расширяются больше в зонах установки алюминиевых частей. Этот фактор обычно учитывается производителями поршня.
Фото 18/23 / Анатомия поршня — Базовые технические данные
Покрытие поверхности поршня
Поверхность поршня может покрываться тремя различными способами: сухой смазочный материал, теплоизолирующие прослойки и масляные покрытия. Все типы покрытий удобны в применении, поскольку они обеспечивают защиту от повреждений в результате передачи тепла. За счет удержания тепла благодаря покрытию поршня снижается интенсивность нагрева топлива, что ведет к снижению риска воспламенения или взрыва. Кроме того, такие покрытия способствуют более равномерному распределению тепла по поверхности, за счет чего уровень тепловых пятен снижается, либо тепло равномерно отражается на камеру сгорания, что повышает эффективность сгорания топлива и снижает тепловое расширение за счет поглощения тепла. Многие производители предлагают различные типы покрытий, включая покрытие для поршня JE Subaru WRX FSR (теплоизолирующая прослойка наносится на днище и юбку поршня).
Фото 19/23 / Анатомия поршня
Ассиметричная и круглая форма поршня
«JE Pistons» недавно выпустила ассиметричные кованые поршни, на которых использовались две поршневые юбки различных размеров, благодаря чему поршень имеет ассиметричную геометрию конструкции. Такой поршень применяется на различных двигателях для гоночных автомобилей, принимающих участие в Формуле 1, ALMS и NASCAR. Секрет создания этих поршней не раскрывался вплоть до 2010 г., когда компания впервые открыто выпустила свой ассиметричный кованый поршень на вторичный рыное продаж.
Оба типа поршня (как ассиметричный, так и с правильной стандартной «круглой» геометрией) теперь находятся в свободной продаже и применяются на двигателях различного назначения. В целом, оба поршня выполняют свою функцию компактного устройства при условии грамотного производства. Тем не менее, асимметричная геометрия имеет значительное преимущество перед стандартной конструкцией, включая уменьшенную ширину юбки поршня на опоре минимально возможного размера, что способствует снижению контакта поршня со стенкой цилиндра, а т.е. помогает избежать потери мощности за счет трения. Благодаря небольшой длине поршневого пальца снижается длина всей конструкции поршня, как и его общий вес, в результате трех перечисленных выше преимуществ. При сравнении традиционного поршня круглой формы Mitsubishi 4G63 и ассиметричного (оба поршня взвешивались вместе с поршневыми пальцами) выяснилось, что разница составила 15 грамм на поршень, что является значительным достижением в мире технологических новинок.
На сегодняшний день поршень с ассиметричной геометрией успешно используется на различных автомобилях, начиная со стандартных и заканчивая скоростными EVO X (800 whp) AMS Performance и драгстарами Titan Motorsport мощностью 2000 и более лс.
Фото 23/23 / Анатомия поршня — Базовые технические данные
Источник



