
Способы сборки соединений с натягом
Существует 2 способа сборки:
При механическом способе сборки, запрессовка деталей производится с помощью прессов или ручным методом (молоток, кувалда).
Возможно повреждение детали, срезание микронеровностей.
В последнее время наибольшее распространение среди механических способов сборки получил метод гидрозапрессовки.
 |







 масло под
масло под
Уменьшается повреждение деталей и микронеровностей. Резко снижается усилие запрессовки.
Наиболее распространенным современным способом запрессовки является тепловой способ.
Его можно осуществить двумя способами:
При нагреве втулки возможны изменения структуры металла, появление окалины, коробления металла.
Охлаждение вала производят в следующих средах:
· жидкий азот — 196°С;
· жидкий гелий — 270°С.
Температуру нагрева втулки или охлаждения вала рассчитывают по формуле  , где
, где
Nmax – максимальный натяг для данной посадки;
h- зазор, обеспечивающий свободную сборку;
a — температурный коэффициент температурного расширения [град -1 ];
Для стали a=12*10 -6
Для бронзы a=17*10 -6
Для чугуна a=10.5*10 -6
 93
93
 +35мкм
+35мкм
 |
 -89
-89
Наибольший коэффициент трения в соединении с натягом, при прочих равных условиях, получен при сборке методом охлаждения вала.
Наименьший – при запрессовке.
2.Критерии работоспособности и расчет соединений с натягом.
Соединение с натягом должно обеспечить прочность соединения под действием внешних нагрузок, а также прочность самих деталей (вала, втулки). Прочность соединения зависит от min значения натяга для выбранной посадки, а прочность детали – max значения натяга для выбранной посадки.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Сборка соединений с натягом




![]()
![]()
Соединения с натягом получают продольно-прессовым, поперечно-прессовым и гидропрессовым методом. В соответствии с этим они и получили название: продольно-прессовые, поперечно-прессовые и гидропрессовые соединения.
Сущность продольно-прессового метода сборки соединений с натягом заключается в том, что одна из сопрягаемых деталей под действием осевой силы запрессовывается в другую (рисунок 1).
Возникающие нормальные напряжения (давления) в соединении с натягом создают силы трения, обеспечивающие передачу требуемого крутящего момента или осевой силы (рисунок 1, б). Их величина определяется предварительным гарантированным натягом в соединении и качеством сопрягаемых поверхностей.
Необходимое усилие запрессовки определяется из уравнения
где f – коэффициент трения при запрессовке; р – нормальное давление на сопрягаемых поверхностях; d и L – диаметр и длина соединения.
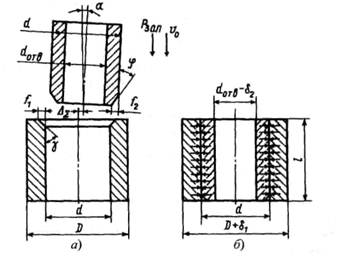 |
Рисунок1 – Схема продольно-прессового соединения
перед началом сопряжения (а) и после выполнения сопряжения (б)
Запрессовка, как правило, производится на прессах, усилия которых должны быть равны от 1,5 до 2Рзап.
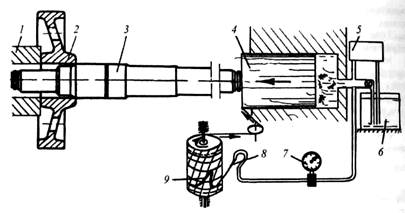
Рисунок 2 – Схема запрессовки оси в колесный центр на гидравлическом прессе:
1 – упор пресса; 2 – колесный центр; 3 – ось; 4 – плунжер;
5 – масляный насос; 6 – масляный бак; 7 – контрольный манометр;
8 – манограф (индикатор); 9 – диаграмма запрессовки
Так, схема запрессовки оси в колесный центр на гидравлическом прессе приведена на рисунке 2.
Достоинствами продольно-прессовой сборки являются:
2. возможность контроля качества формируемого соединения по усилию запрессовки.
Недостатки заключаются в:
1. необходимости достаточно дорогого оборудования;
2. нестабильности и недостаточности прочности соединений.
Запрессовка с вибрационно-импульсным воздействием позволяет уменьшить силу запрессовки лап в 2 – 5 раз и увеличить прочность соединений с диаметром более 20 мм.
Ультразвуковые колебания эффективны при сборе прецизионных соединений с натягом диаметром менее 20 мм. Схема продольно-прессового метода сборки с наложением осевых ультразвуковых колебаний на охватывающую деталь приведена на рисунок 3.
В поперечно-прессовых соединениях с натягом сборка осуществляется за счет радиального сближения сопрягаемых поверхностей. Это обеспечивается нагревом охватывающей или охлаждением охватываемой деталей перед сборкой.
Температура нагрева или охлаждения собираемых деталей определяется по формуле:
где Δ – монтажный зазор в соединении перед сборкой;
δ – максимальный натяг в соединении;
а – коэффициент линейного расширения (сжатия) материала нагреваемой или охлаждаемой детали;
d – диаметр соединения; 25 . 30° — температура охлаждения или нагрева охватывающей или охватываемой детали при ее перемещении из зоны нагрева или охлаждения на место сборки.
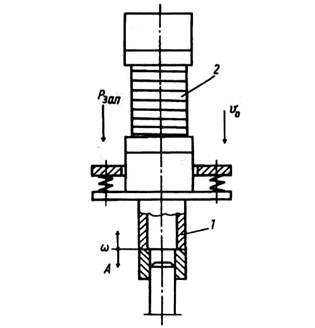
Рисунок 3 – Схема ультразвуковой запрессовки:
1 – концентратор, 2 – преобразователь
Температура нагрева охватывающей детали не должна превышать 350 °С, так как дальнейшее ее увеличение ведет к снижению твердости и появлению оксидной пленки. Нагрев детали осуществляется в электропечах, масляных ваннах, индуктивным способом (местный нагрев). Температура охлаждения охватываемой детали, рассчитанная по формуле (2), обеспечивается: твердой углекислотой – 78,5 °С, жидким кислородом – 182,5 °С, или жидким азотом – 195,8 °С. Для одних и тех же сопрягаемых деталей прочность поперечно-прессовых соединений в 2 – 3 раза выше, чем продольно-прессовых. Это объясняется тем, что неровности поверхности (макроотклонения, волнистость и шероховатость) в процессе сборки не срезаются, а пластически деформируют, взаимно охватывая друг друга.
Поперечно-прессовая сборка обычно применяется для диаметров сопрягаемых деталей более 40 мм.
Гидропрессоваясборка производится под давлением масла на охватывающую деталь. Масло, как правило, подается через осевое и радиальные отверстия в охватываемой детали.
В настоящее время уже применяется комбинированный способ сборки, сущность которого заключается в том, что продольно-прессовая сборка осуществляется одновременно с гидропрессовой.

Дальнейшее развитие гидропрессовой сборки привело к разработке нового ее способа сборки с торцовым подводом смазки (рисунок 4).
Большим преимуществом гидропрессового способа сборки соединений с натягом является возможность их неоднократного демонтажа без повреждения сопрягаемых поверхностей.
Недостатком является усложнение конструкции сопрягаемых деталей.
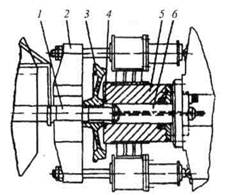
Рисунок 4 – Схема гидропрессовой сборки колесной пары:
1 – ось колесной пары; 2 – прижимная траверса; 3 – колесо; 4 – прокладка; 5 – корпус рабочего гидроцилиндра; 6 – плунжер
Источник
20.Соединения с натягом. Общие сведения.Способы получения соединения с натягом.
2.4.1 Общие сведения
Соединения деталей с натягом – это напряженные соединения, в которых натяг создается необходимой разностью посадочных размеров насаживаемых одна на другую деталей (рис. 2.36а). Насаживаемая деталь (ступица) имеет посадочное отверстие меньшего диаметра, чем диаметр вала, на который насаживается деталь. В процессе посадки вал сжимается, а ступица растягивается, т.е. диаметры посадочных мест становятся равными. Возникающая упругая деформация создает на поверхности соединения силы трения (рис. 2.36б), которые удерживают детали от проворачивания и осевого смещения.
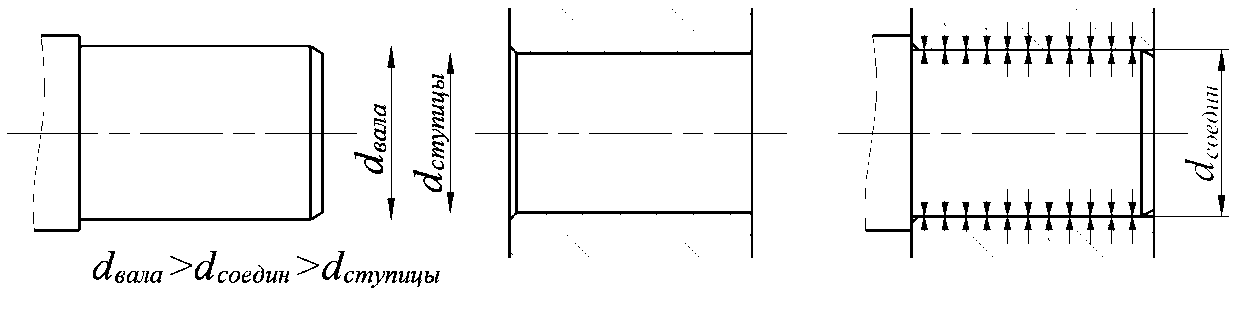
Рис. 2.36. Соединение деталей с натягом
Соединения деталей с натягом бывают по цилиндрическим и коническим поверхностям.
Для обеспечения возможности сборки на валу и отверстии ступицы делают фаску.
3 Способы получения соединений с натягом
Запрессовкой – простейший и высокопроизводительный способ, обеспечивающий возможность удобного контроля измерением силы, но связанный с опасностью повреждения поверхностей и затрудняющий применение покрытий. Для снижения риска повреждения поверхности применяют специальные оправки и направляющие, исключающие возможность перекоса. Запрессовку производят, прилагая статическую нагрузку, с помощью прессов или домкратов.
Нагревом натягиваемой детали до температуры отпуска – способ, обеспечивающий повышению прочности сцепления более чем в 1,5 раза по сравнению с запрессовкой и особенно эффективный при больших длинах соединений. При нагреве тела расширяются, и диаметр посадочного отверстия ступицы становится больше диаметра вала, и соединение безо всяких усилий собирают. По мере охлаждения диаметр посадочного отверстия ступицы уменьшается и ступица плотно охватывает вал, создавая натяг.
Охлаждением охватываемой детали – способ, преимущественно применяемый для установки небольших деталей, например втулок в массивные корпусные детали, и обеспечивающие наиболее высокую прочность сцепления. Охлаждают детали с помощью жидкого азота до температуры примерно –150°. Охлаждение, в отличии от нагрева, практически не оказывает влияния на механические свойства материала.
Гидрозапрессовкой, т.е. нагнетанием масла под давлением в зону контакта, что резко снижает силу запрессовки. Наибольшая эффективность гидрозапрессовки и распрессовки – в подшипниковых узлах и конических соединениях.
21 Расчет соединений с натягом.
Расчет соединения включает в себя определение необходимого натяга для обеспечения прочности сцепления и проверку прочности соединяемых деталей.
Необходимая величина натяга определяется потребным давлением на посадочной поверхности. Давление  должно быть таким, чтобы силы трения оказались больше внешних сдвигающих сил.
должно быть таким, чтобы силы трения оказались больше внешних сдвигающих сил.
При нагружении соединения осевой силой  (рис. 2.38а) условие прочности:
(рис. 2.38а) условие прочности:
 , откуда
, откуда  ,
,
где  – коэффициент трения;
– коэффициент трения;
 и
и  – диаметр и длина посадочной поверхности;
– диаметр и длина посадочной поверхности;
 – коэффициент запаса сцепления.
– коэффициент запаса сцепления.
При нагружении соединения вращающим моментом  (рис. 2.38б) условие прочности:
(рис. 2.38б) условие прочности:
 , откуда
, откуда  .
.
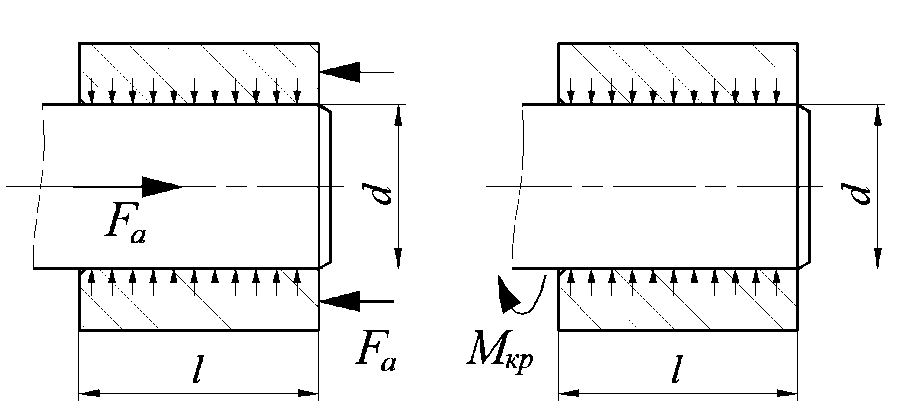
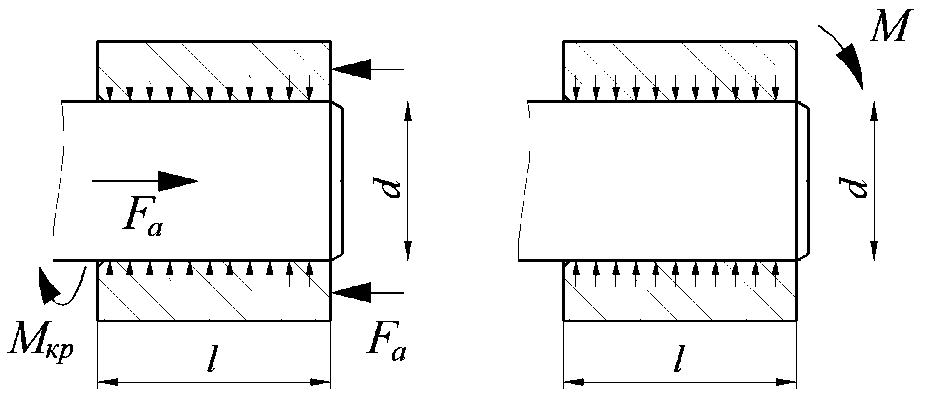
Рис. 2.38 Расчетные схемы соединений с натягом
При одновременном нагружении соединения вращающим моментом  и осевой силой
и осевой силой  (рис. 2.38в) расчет ведут по равнодействующей окружной и осевой силе
(рис. 2.38в) расчет ведут по равнодействующей окружной и осевой силе  :
:
 .
.
 , откуда
, откуда  .
.
Эти формулы без коэффициента концентрации распространимы на обычные соединения, у которых  .
.
Коэффициент трения в соединениях собранных нагревом:
детали стальные шлифованные, чисто точеные –  = 0,18;
= 0,18;
вал оксидирован –  = 0,4;
= 0,4;
вал оцинкован или оксидирован –  = 0,32;
= 0,32;
покрытие абразивным микропорошком –  = 0,48.
= 0,48.
Коэффициенты трения при сборке запрессовкой в 1,8…2 раза ниже, при сборке с охлаждением на 10% выше, при гидрозапрессовке на 10% ниже.
Коэффициент запаса сцепления обычно рекомендуется  = 2.
= 2.
При нагружении соединения изгибающим моментом  (рис. 2.38г) условие прочности:
(рис. 2.38г) условие прочности:
 .
.
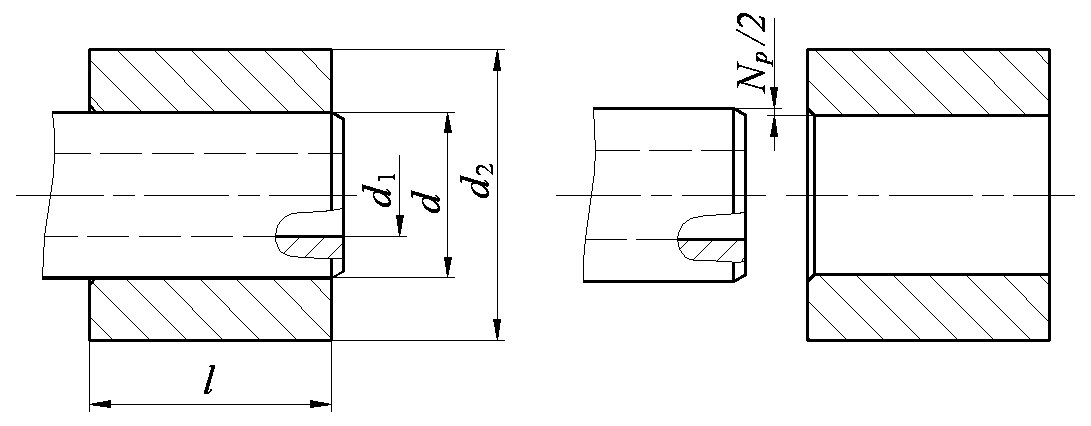
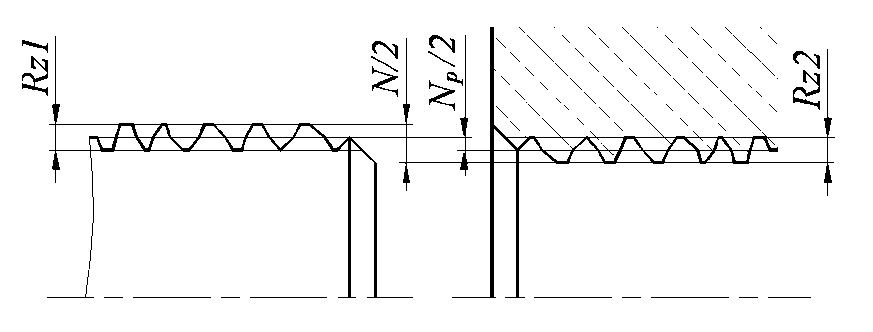
Рис. 2.39. Схема для расчета натяга
Расчетный натяг  (мкм) связан с посадочным давлением
(мкм) связан с посадочным давлением  (рис. 2.39в):
(рис. 2.39в):
 ,
,
где  и
и  ,
,
где  – посадочный диаметр;
– посадочный диаметр;
 – диаметр отверстия охватываемой детали (для сплошного вала
– диаметр отверстия охватываемой детали (для сплошного вала  = 0);
= 0);
 – наружный диаметр охватывающей детали (ступицы);
– наружный диаметр охватывающей детали (ступицы);
 и
и  – модули упругости материала соответственно вала и ступицы;
– модули упругости материала соответственно вала и ступицы;
 и
и  – коэффициенты Пуассона материалов соответственно вала и ступицы: для стали
– коэффициенты Пуассона материалов соответственно вала и ступицы: для стали  = 0,3; для чугуна
= 0,3; для чугуна  = 0,25.
= 0,25.
Минимальный натяг  , измеряемый по вершинам микронеровностей, должен быть больше расчетного натяга на величину обмятия микронеровностей
, измеряемый по вершинам микронеровностей, должен быть больше расчетного натяга на величину обмятия микронеровностей  (рис. 2.33в):
(рис. 2.33в):
 ,
,
где  ,
,
Rz1, Rz2, Ra1, Ra2 – параметры шероховатости поверхностей деталей.
Если соединение работает при температуре, значительно отличающейся от температуры сборки ( = 20°), при разных коэффициентах линейного расширения материалов, то посадку выбирают по натягу:
= 20°), при разных коэффициентах линейного расширения материалов, то посадку выбирают по натягу:
 ,
,
где  – температурное изменение натяга:
– температурное изменение натяга:
 ;
;  ;
;  ,
,
где  ,
,  – коэффициент линейного расширения;
– коэффициент линейного расширения;
 ,
,  – рабочая температура деталей.
– рабочая температура деталей.
Максимальный натяг, при котором будет возникать пластическая деформация:
 ,
,
где  – предел текучести материала ступицы.
– предел текучести материала ступицы.
По рассчитанному натягу подбирается стандартный табличный натяг:
 ,
,  .
.
Ряд посадок с натягом в порядке возрастания натяга:
 ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  ;
;  .
.
22. Шпоночные соединения
2.5.1 Общие сведения
Шпоночное соединение – разъемное соединение, которое образует вал, шпонка и ступица (зубчатого колеса, шкива, звездочки и др.). Шпонка представляет собой соединительную деталь, устанавливаемую в пазы вала и ступицы. Она служит для передачи вращающего момента между валом и ступицей. Основные типы шпонок стандартизованы. Шпоночные пазы на валах получают фрезерованием дисковыми или концевыми фрезами, в ступицах – протяжками.
Виды шпоночных соединений
Шпоночные соединения подразделяют на напряженные и ненапряженные.
Клиновые шпонки (рис. 2.40) имеют уклон верхней грани 1:100. Такую шпонку устанавливают в паз и ударным способом загоняют на место, обеспечивая напряженное соединение. Клиновая шпонка распирает соединение, вызывая силу прижатия N (рис. 2.40в), которая обеспечивает совместное вращение вала и ступицы за счет сил трения  . Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
. Рабочими гранями являются верхняя и нижняя грани клиновой шпонки.
Основные недостатки клиновых шпонок: обязательная индивидуальная подгонка, что недопустимо при массовом производстве; наличие радиального смещения оси насаживаемой детали по отношению к оси вала, что вызывает дополнительное биение. Поэтому они применяются сравнительно редко – в основном в тихоходных передачах низкой точности и только для неподвижных соединений.
Источник



