
- Разметка : по шаблону, по образцам, по месту.
- Разметка отверстий. Разметка по образцу. Разметка по шаблону. Брак при разметке. Разметка пространственная.
- Слесарные работы. Разметка.
- Основные этапы разметки.
- Брак при разметке и меры его предупреждения.
- Плоскостная разметка — особенности, приемы, инструменты, брак
- Характерности плоскостной маркировки
- Приспособления для плоскостной разметки
- Инструменты для плоскостной маркировки
- Основные причины брака при разметке
- Инструменты для пространственной (объёмной) разметки
- Подготовка к разметке.
- Безопасность труда.
Разметка : по шаблону, по образцам, по месту.
Простым и распространенным способом плоскостной разметки является разметка по шаблону. Его применяют при изготовлении партии одинаковых деталей.
Разметка по шаблону (рис. 30) заключается в очерчивании контура детали на размечаемом материале по ранее изготовленному шаблону, форма и размеры которого соответствуют форме и размерам детали. Точность разметки по шаблону зависит от того, правильно ли заточена чертилка, от ее установки относительно шаблона, от того, плотно ли прилегает шаблон к материалу и не перемещается ли он при разметке. Чертилка должна быть установлена так, чтобы образующая конуса чертилки скользила по контуру шаблона вплотную к нему.
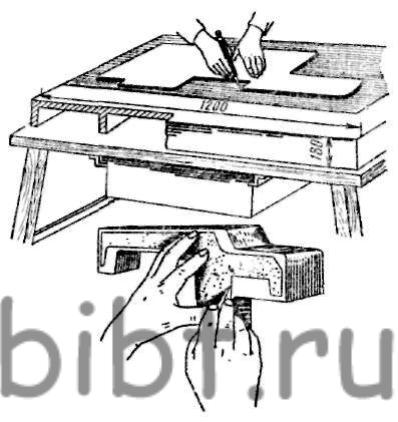
Рис. 30. Разметка по шаблону
Шаблон прижимают рукой к разметочному материалу или крепят при помощи приспособлений.
Брак разметки по шаблонам возможен, если чертилка плохо заточена или неправильно установлена при разметке а также при плохом креплении шаблона к размечаемой заготовке.
Разметка по образцам отличается от разметки по шаблонам лишь тем, что при такой разметке не требуется делать шаблон. Этот способ применяют при ремонтных работах.
Разметка по месту применяется обычно при сборке сборочных единиц (узлов) из деталей больших габаритов. При этом одну деталь размечают по другой в том положении, в каком они должны быть соединены при сборке. Брак при разметке по месту происходит из-за плохой установки деталей относительно размечаемой поверхности.
Источник
Разметка отверстий. Разметка по образцу. Разметка по шаблону. Брак при разметке. Разметка пространственная.
Разметка отверстий. При разметке пустотелых деталей (рис. 81) в них забивают так называемую центровую планку из дерева, а затем на нее набивают металлическую планку из латуни или свинца для опоры ножки циркуля. Если планка из дерева твердой породы, то можно металлическую планку не набивать. Разметку дальше ведут обычным способом.

Рис. 81. Приемы разметки отверстий на заготовках
Разметка по шаблону. Для разметки даже малых партий сложных изделий, требующей значительных затрат времени, целесообразно пользоваться шаблонами (рис. 82). Шаблон накладывают на размечаемую заготовку (деталь) и очерчивают чертилкой.
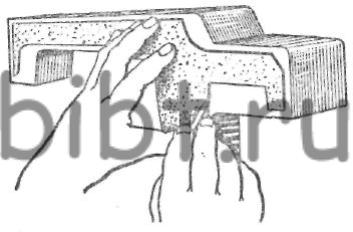
Рис. 82. Разметка по шаблону
Выгода такого способа состоит в том, что разметочная работа, на которую может потребоваться много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона, их можно выполнять точно и без труда. Разметочные шаблоны могут также использоваться и для контроля после обработки.
Разметка по образцу. Применяется в случаях износа или поломки детали и при отсутствии чертежа для изготовления новой. В таких случаях образцом является поломанная деталь. Если деталь плоская, то после тщательной очистки она накладывается на заготовку и по ней обводятся разметочные линии.
В тех случаях, когда наложить образец на заготовку нельзя, его устанавливают рядом и переносят все размеры с него на заготовку рейсмусом. При снятии размеров с образца следует учитывать износ старой детали, а также проверить, не повреждена ли она, не покоробилась ли, не отломаны ли выступы и т. п.
Разметка по месту. Производится в тех случаях, когда по характеру соединений требуется собирать детали на месте. Для этого одна из деталей размечается, в ней сверлятся отверстия; во второй детали отверстия сверлятся после наложения на нее первой, которая является как бы шаблоном по отношению ко второй.
Разметка пространственная. Разметка нескольких поверхностей детали, расположенных в различных плоскостях и под разными углами, производимая от одной базы (поверхности или линии) на обрабатываемой детали, называется пространственной разметкой.
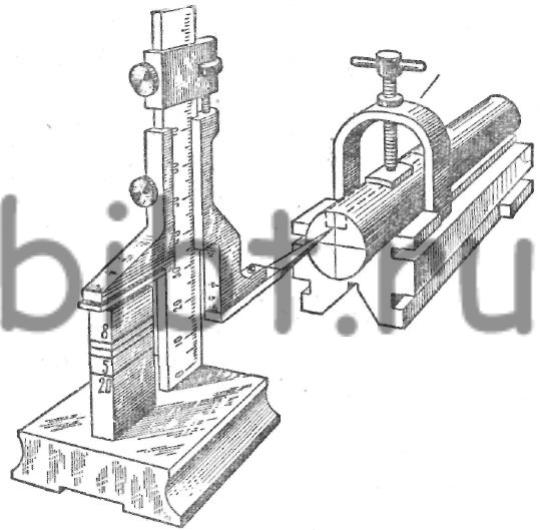
Рис. 83. Приемы разметки (пространственной) шпоночной канавки
Например, пространственную разметку шпоночной канавки на валике необходимо выполнять в таком порядке (рис. 83):
1. Изучить чертеж.
2. Проверить заготовку.
3. Зачистить размечаемые места на валике.
4. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
5. Найти центр на торце с помощью центроискателя.
6. Установить валик на призму и проверить его горизонтальность.
7. Нанести на торце валика рейсмусом горизонтальную линию, проходящую через центр.
8. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
9. Нанести на торце валика рейсмусом горизонтальную линию.
10. Прочертить рейсмусом линию на боковой поверхности валика.
11. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце приблизительно на глубину канавки.
12. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
13. Накернить контуры шпоночной канавки.
Брак при разметке. Наиболее частыми видами брака при разметке являются:
1) несоответствие размеров размеченной заготовки данным чертежа, что происходит из-за невнимательности разметчика или неточности разметочного инструмента;
2) неточность установки размеров. Причиной такого брака является невнимательность или неопытность разметчика;
3) небрежная установка детали на плите в результате неточной выверки плиты при установке детали. Смещение детали во время разметки, что дает перекосы.
Главное условие качественной разметки — внимательное отношение к работе, а также применение исправных инструментов.
Техника безопасности. При разметке необходимо надежно устанавливать плиту, после работы на чертилки рейсмусов надевать защитные пробки, пользоваться исправными приспособлениями (домкратами, разметочными ящиками, угольниками и т. д.).
Источник
Слесарные работы. Разметка.

Разметкой называется операция нанесения на обрабатываемую деталь или заготовку рисок (контурных линий), определяющих границы, до которых разрешается снимать излишние слои металла. Разность между размерами заготовки до и после обработки есть припуск на обработку. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными.
Точность разметки колеблется от 0,2 до 0,5 мм. Степень точности разметки значительно влияет на точность дальнейшей обработки заготовки. Ошибки, допущенные при разметке, могут привести к тому, что окончательно обработанная деталь окажется браком. Но бывают и обратные случаи, когда заготовки, неточно отлитые и поэтому забракованные, можно исправить путем тщательной разметки, перераспределив припуски для каждой поверхности. Разметка делится на плоскостную и пространственную.
Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка — это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Разметка выполняется с помощью различных инструментов и приспособлений, к которым относятся чертилка, циркуль, рейсмус, штангенрейсмус, масштабный высотомер, угольники, угольники-центроискатели, корнеры, колокол, молоток, разметочная плита.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. Риску проводят только один раз, она тогда получается чистой и правильной. Изготовляется из углеродистой инструментальной стали У10-У12. Концы ее на длине около 20мм закаливаются.
Циркуль служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь, деления линий на равные части, построения углов, разметки окружностей и кривых, для измерения расстояний между двумя точками с последующим определением размера по масштабной линейке. Существуют разметочные циркули простые (рис. 2а) и пружинные (рис. 2б). Простой циркуль состоит из двух соединенных шарнирно ножек 1, цельных или со вставными иглами. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга 3 с прорезью, а на другой — стопорный винт 2.
У пружинного циркуля ножки соединены пружинным кольцом. Разведение и сближение ножек производят вращением в ту или иную сторону разъемной гайки 4 по установочному винту 5. Ножки циркуля изготовляют из стали марок 45 и 50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Рейсмус служит для проведения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмус (рис. 3) состоит из чугунного основания 1, стойки 2 и чертилки 3. Чертилку можно закреплять на любом месте стойки, повертывать вокруг оси и наклонять под любым углом.
Угольники-центроискатели применяются для нанесения рисок, проходящих через центр, на торцы круглых изделий. Угольник-центроискатель (рис. 4) состоит из двух планок, соединенных под углом, через середину угла проходит рабочее ребро линейки. Соединительная планка служит для жесткости прибора.
При разметке центров, размечаемую деталь ставят на торец. На верхний торец накладывают угольник так, чтобы планки, соединенные под углом, касались детали. По линейке чертилкой проводят риску. Затем поворачивают деталь или угольник примерно на 90 0 и проводят вторую риску. Пересечение рисок определяет центр торца детали.
Кернер (рис. 5) служит для нанесения небольших углублений на рисках. Этот инструмент представляет собой круглый с накаткой в средней части стержень, на одном конце которого имеется коническое острие с углом при вершине 45-60 0 ; другой конец кернера оттянут на конус; по этому концу при кернении наносят удары молотком.
Кернеры изготовляют из углеродистой инструментальной стали У7А. Их рабочую часть (острие) закаливают на длине около 20 мм, а ударную часть на длине около 15 мм.
Разметочная плита (рис. 6) — основное приспособление для разметки. Она представляет собой чугунную плиту с точно обработанными верхней поверхностью и боковыми сторонами.
На плоскости плиты устанавливают размечаемое изделие и производят разметку. При разметке употребляют различные приспособления в виде подкладок, призм, кубиков.
Основные этапы разметки.
Перед разметкой заготовку осматривают, проверяя, нет ли у нее пороков — раковин, пузырей, трещин, перекосов, правильны ли ее размеры, достаточны ли припуски. После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли и удаляют с нее неровности (бугорки, заусенцы), затем приступают к окрашиванию поверхности, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные окрашивают мелом, свежесохнущими красками или лаками. Чисто обработанные поверхности — медным купоросом.
Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например, центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления. Так как риски во время работы легко затереть руками, по линиям рисок набивают кернером небольшие углубления — керны. На обработанных поверхностях точных изделий разметочные линии не кернятся.
Разметка по шаблонам и по изделию шаблоном (рис. 7) называется простейшее приспособление, по которому изготовляют или проверяют однородные детали или изделия при серийном и массовом производстве. Разметочные шаблоны делают из листовой стали толщиной от 1,5 до 3 мм. Разметка по шаблону значительно упрощает и ускоряет работу.
 Рис. 7. Шаблоны.
Рис. 7. Шаблоны.
1 — для разметки контура плоской детали, 2 — для разметки шпоночного паза, 3 — для разметки отверстий.
Разметка линий от кромки детали. Наглядно этот способ показан на рис. 8
Брак при разметке и меры его предупреждения.
Брак может возникать как по причинам, не зависящим от разметчика, так и по его вине. Причины, не зависящие от разметчика — это работа по неверным чертежам, разметка на неправильной разметочной плите и неточных приспособлениях, пользование неточным или изношенным контрольно-измерительным инструментом.
Ошибка в размерах. Такая ошибка является результатом невнимательного чтения чертежа разметчиком, не разобравшемся в проставленных на чертеже размерах.
Неточность установки размеров по масштабной линейке. Здесь виной может быть либо небрежность разметчика, либо отсутствие у него достаточных навыков в пользовании разметочными и измерительными инструментами.
Неверное откладывание размеров, т.е. использование в качестве баз не тех поверхностей, от которых следовало вести разметку.
Небрежная установка детали на разметочной плите, т.е. неточная выверка ее при новых установках. Все эти ошибки разметки объясняются невнимательностью разметчика. После окончания разметки необходимо тщательно проверять правильность выполненной работы.
Источник
Плоскостная разметка — особенности, приемы, инструменты, брак

Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; и по приёмам она отличается от плоскостной.
Характерности плоскостной маркировки
Назначение разного типа маркировки – это правильно, правильно и без огрехов перенести на заготовку размеры, требуемые во время изготовления детали. Разрешается погрешность при ее выполнении 0,2–0,5 мм.
Основная особенность плоскостной маркировки – сложность. По этому данную операцию лучше всего использовать в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Помимо плоскостной маркировки применяется пространственная разметка. Она выделяется тем, что все линии вычерчиваются на нескольких поверхностях, находящихся в различных плоскостях относительно друг друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наноситься разметочными рисками. Они собой представляют линии с особыми углублениями, сделанными методом накернивания.
Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Инструменты для плоскостной маркировки
Работы необходимо выполнять на ровной и удобной поверхности. Для этой цели применяют разметочные столы:
Ключевые условия к качеству и конструкции столов:
- Крепость и стойкость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется ставить на домкратах.

Обычные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Поверхностную площадь стола должна подходить габаритам листов, лент, полос материала.
Столы оснащаются разными устройствами:
- грузами для фиксирования листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления листов металла;
- прямоугольными и клиновидными прокладками для установки профилей и остальных деталей.
Место работы должно быть гарантировано всеми нужными для плоскостной маркировки инструментами. В таблице приведен список нужных инструментов и определенные советы по работе с ними.
| Инструмент | Функция | Требования к конструкции | Советы по применению | ||
| Чертилка | вычерчивание размеченных линий на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твёрдое и острое; · чертилку во время работы отклоняют от линейки по направлению ее перемещения, она должна регулярно острием прижиматься к линейке | ||
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется | ||
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» | ||
| Угольники | · построение и контроль углов; | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите | ||
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом | ||
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку | ||
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах | ||
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке | ||
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Основные причины брака при разметке
Брак по вине разметчика
Брак по причинам, не зависящим от разметчика
Неправильное прочтение чертежа
Неправильный выбор баз
Неточность разметочного инструмента и разметочной плиты
Неправильное или неточное откладывание размеров
Неточность измерительного инструмента
Неправильное пользование инструментами и несоблюдение правил разметки
Неправильно или неточно обработана база, относительно которой ведется разметка
Небрежность при разметке
Выполнение плоскостной разметки состоит из нескольких этапов:
- заготовку предварительно осматривают, проверяют, нет ли у нее пороков (раковин, трещин, пузырей);
- намеченную к разметке поверхность очищают от окалины и остатков формовочной земли;
- удаляют с детали неровности;
- окрашивают поверхность для того, чтобы разметочные линии были отчетливо видны при обработке. Черные, т.е. необработанные, а также грубо обработанные поверхности окрашивают мелом, скоросохнущими красками или лаками. Мел (порошок) разводят в воде до густоты молока и в полученную массу прибавляют немного льняного масла и сиккатива. Не рекомендуется натирать размечаемую поверхность куском мела, так как мел быстро осыпается и разметочные линии пропадают. Для окрашивания чисто обработанных поверхностей применяют: раствор медного купороса (две-три чайные ложки на стакан воды), который наносится на поверхность кистью или тряпочкой; или кусковой купорос, которым натирают смоченные водой поверхности. В обоих случаях поверхность покрывается тонким и прочным медным слоем, на котором отчетливо видны разметочные линии;
- определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей (нижняя, верхняя или боковая), которые предварительно выравнивают, полосового и листового материала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные;
- наносятся риски обычно в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления.
Так как риски во время работы легко затереть руками и тогда они станут плохо заметны, по линиям рисок набивают кернером небольшие углубления — керны, которые должны разделяться риской пополам. Расстояния между кернерами определяют на глаз. На длинных линиях простого очертания эти расстояния принимаются от 20 до 100 мм; на коротких линиях, а также в углах, перегибах или закруглениях — от 5 до 10 мм. На обработанных поверхностях точных изделий керны по разметочным линиям не делаются.
Инструменты для пространственной (объёмной) разметки
Те же что и для плоскостной разметки + штангенрейсмас.
Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
— очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
— тщательно осмотреть заготовку;
— при обнаружении раковин, пузырей, трещин и т. п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно);
— все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
— изучить чертеж размечаемой детали, выяснить её особенности и назначение;
— определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки;
— при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь;
— за базы удобно также принимать приливы, бобышки, платики.
Нанесение разметочных рисок. Разметочные риски наносятся в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
Прямые риски наносят чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимают к линейке, которая должна плотно прилегать к детали. Риски проводят только один раз. Если риска нанесена некачественно её закрашивают, дают красителю высохнуть, и проводят риску вновь.
Разметка углов и уклонов производится с помощью транспортиров, штангенциркулей, угломеров.
Накернивание разметочных линий. Керном называется углубление (лунка), образовавшееся от действия острия кернера при ударе по нему молотком. Центры кернеров должны располагаться точно на разметочных линиях.
Разметочные молотки. Для разметочных работ используют молоток №1 (массой 200 гр.).
Способы разметки. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и появляется следы коррозии.
Дефекты:
— несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
— неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
— небрежная установка заготовки на плите в результате выверки плиты.
Безопасность труда.
Соблюдать следующие правила безопасности труда:
— установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
— заготовки (детали) и приспособления надёжно устанавливать ближе к середине;
— перед установкой заготовок (деталей) проверить плиту на устойчивость;
— проверять надёжность крепления молотка на рукоятке;
— удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит — метлой.
Дата добавления: 2015-05-05; 15515; Опубликованный материал нарушает авторские права? | Защита персональных данных |
Не нашли то, что искали? Воспользуйтесь поиском:
Источник



