
- Краскопульты низкого (HVLP) и пониженного (LVLP) давления
- Краскопульты HVLP и LVLP, что это такое?
- Принцип работы краскопультов низкого (HVLP) и пониженного (LVLP) давления
- Какой расход воздуха при использовании пистолета HVLP?
- Какое расстояние от сопла до окрашиваемой поверхности при использовании пистолета HVLP?
- За счёт чего происходит снижение потерь материала на туманообразование краскопультов HVLP и LVLP ?
- Какие недостатки системы HVLP?
- Отличие пистолетов LVLP от HVLP
- Традиционный краскопульт
- Как происходит покраска при использовании краскопультов HVLP и LVLP
- Какой краскопульт лучше HVLP или LVLP: отличия и сравнение характеристик
- Что такое краскопульт
- Принцип работы
- Устройство
- Краскораспылители категории HVLP
- Окрасочные пистолеты категории LVLP
- Что лучше HVLP или LVLP
- Настройка краскопульта
Краскопульты низкого (HVLP) и пониженного (LVLP) давления
Краскопульты HVLP и LVLP, что это такое?
Краскопульты низкого (HVLP) и пониженного (LVLP) давления (HVLP- High Volume Low Pressure — большой объем низкое давление, LVLP — Low Volume Low Pressure — малый объём низкое давление) могут обеспечивать почти такое же качество лакокрасочного покрытия, как и обычное пневматическое распыление.
Давление распыления на воздушной головке соответствует значению всего 0,7 атм. для пистолетов HVLP и около 1,2 атм. для пистолетов LVLP (на входе в пистолет давление до 2,5 и до 4 атм. соответственно).
Благодаря особой конструкции распылителя пистолеты систем HVLP и LVLP позволяют существенно снизить потери ЛКМ за счёт уменьшения образования окрасочного тумана.
Принцип работы краскопультов низкого (HVLP) и пониженного (LVLP) давления
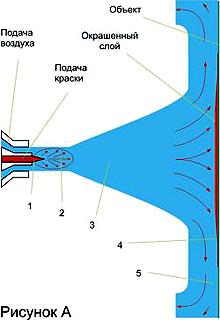
По внешнему виду пистолеты системы HVLP и LVLP похожи на обычные пистолеты воздушного распыления, однако в воздушной головке происходит понижение давления за счет большего диаметра каналов.
Оптимизация подачи воздуха при распылении позволяет получить капельки малого размера и равномерно распределить их внутри факела, несмотря на низкое давление.
Какой расход воздуха при использовании пистолета HVLP?
Расход воздуха при использовании пистолета HVLP увеличен и может достигать 30 куб.м/ ч. Пистолеты HVLP подходят для распыления ЛКМ с вязкостью до 30 с по DIN 4.
Какое расстояние от сопла до окрашиваемой поверхности при использовании пистолета HVLP?
Из-за низкой скорости воздуха, переносящего лакокрасочный материал, пистолет HVLP нужно держать ближе к окрашиваемой поверхности (на расстоянии 15-20 см вместо 20-25см).
Окрашивание при этом становится более аккуратным и больше материла ложится на изделие.
 |
|---|
| Рис. 1. Краскопульт HVLP |
За счёт чего происходит снижение потерь материала на туманообразование краскопультов HVLP и LVLP ?
Снижение потерь материала на туманообразование достигается прежде всего за счет того, что частички материала, распыленные при низком давлении сжатого воздуха, имеют невысокую скорость и образуют «мягкий» окрасочный факел.
Низкая скорость воздуха снижает «отбой» лакокрасочного материала от окрашиваемой поверхности, что также ведёт к уменьшению образования лакокрасочного тумана.
Поскольку скорость воздуха, транспортирующего лакокрасочный материал к поверхности, снижается, то уменьшается и турбулентность во внутренних углах и фрезерованных участках. Это означает, что можно более равномерно нанести лакокрасочный материал в этих критических точках.
Лакокрасочный туман состоит из микрокапелек, которые высыхают в воздухе и затем оседают на свежеокрашенную поверхность, оставаясь в жидкой лакокрасочной пленке в виде инородных тел.
Поэтому уменьшение образования лакокрасочного тумана означает также более гладкую поверхность и покрытие лучшего качества. Это означает и более здоровую атмосферу на рабочем месте. Оборудование также остается более чистым.
Какие недостатки системы HVLP?
К недостаткам системы HVLP можно отнести меньшую производительность (около 200 г/мин при обычных условиях) и большой расход сжатого воздуха.
Кроме того, пистолеты HVLP не обеспечивают достаточного распыления ЛКМ с вязкостью более 25 сек. В34.
Отличие пистолетов LVLP от HVLP
Пистолеты LVLP представляют собой промежуточную модификацию с давлением воздуха на выходе меньшим, чем у обычных пистолетов, но большим, чем у HVLP.
Пистолеты серии LVLP становятся все более популярными среди производителей мебели, окон и фасадов. Эти пистолеты в большинстве случаев обеспечивают требуемую производительность и заметно превосходят традиционные пистолеты по эффективности переноса ЛКМ.
 |
|---|
| Рис. 2. Краскопульт LVLP |
Широкий диапазон регулировок обеспечивает универсальность применения и дает возможность использовать эти пистолеты для различных видов работ. Обычная производительность маляра при работе таким пистолетом с верхним бачком выражается величиной 30-50 м2 площади отделываемой поверхности в смену.
 |
|---|
 |
|---|
| Рис. 2. Покраска при использовании краскопультов HVLP и LVLP |
Известно, что чем больше давление и поток воздуха, то тем меньше будет размер капелек ЛКМ. На пути к окрашиваемому объекту (на схеме номер 3) размер капелек лакокрасочного материала не меняется.
Чем больше размер капелек, тем большей энергией движения они обладают, но при этом сохраняя направление своего движения, даже при изменении направлении воздушного потока у основания окрашиваемой поверхности (на рисунке зона 4).
Если размер капелек будет меньше оптимальной, то они будут обладать такой малой энергией движения, что уйдут в вентиляцию вместе с воздухом в виде тумана, превращаясь в переработанный воздух (зона 5).
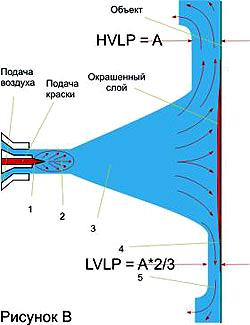
При использовании краскопульта системы LVLP с краской в зоне смешивания 2 (на рисунке В) при нанесении краски образуется тонкокапельная струя с высокой начальной скоростью, которая далее распадется на мелкие капельки. При движении капельки несколько раз распадаются на более мелкие капельки, при этом увеличивается скорость и сохраняется направление движения капелек.
 |
|---|
| Рис. 3. Покраска при использовании краскопультов HVLP и LVLP |
По причине пониженного расхода воздуха уменьшается объем зоны изменения направления воздушного потока (на рисунке зона 4). Поэтому, большее количество капель попадает на поверхность, снижается потеря краски.
Возле окрашиваемой поверхности капельки ЛКМ двигаются с очень высокой скоростью, попадая в зону изменения движения потоков воздуха, продолжают двигаться по прямой. В результате чего был достигнут уровень переноса лакокрасочного материала до уровня 75-85%, в системе HVLP(60-70%). На рисунке видно, что толщина зоны 5 в системе LVLP на две трети меньше. Поэтому, уровень перераспыла значительно снижается, что позволяет сократить расходы на краску.
Источник
Какой краскопульт лучше HVLP или LVLP: отличия и сравнение характеристик
Профессионалам подобная информация вряд ли пригодится. Они отлично знают всё про окрасочные пистолеты, постоянно с ними работают и располагают давно устоявшимися приоритетами выбора. Но начинающим автомобильным малярам, а также тем, кому интересно освоить технологию покраски кузовов, приобрести необходимый минимум оборудования и сэкономить на декоративном освежении собственных автомобилей или помочь знакомым, некоторые сведения о краскопультах будут полезны.

Что такое краскопульт
При ремонтной окраске автомобилей давно перестали использовать всевозможные кисти и валики. Баллончик с краской под давлением тоже не даст приемлемого качества покрытия. Придать автомобилю тот же вид, который он имел при выходе с завода, сможет только краскопульт или окрасочный пистолет, как его называют за наличие пистолетной рукоятки.

Подавляющее число краскопультов работают по пневматическому принципу. Имеется множество различий между конкретными моделями, что связано со стремлением производителей приблизиться к совершенству и облегчить труд маляра.
Именно так, часть требований к квалификации мастера может обеспечить хороший инструмент. Но лишь на первых порах, по мере набора профессионализма необходимость в самом лучшем пистолете компенсируется опытом. В любом случае, от качества работы распылителя краски или лака зависит многое.
Принцип работы
У всех распылителей принцип работы одинаков. Подаваемый от компрессора под значительным избыточным давлением воздух проходит через рукоятку пистолета, регулирующий клапан и поступает в кольцевую головку. В её центре расположена дюза, через которую подаётся краска, подхватываемая разрежением быстрого воздушного потока.
Попав в поток, краска распыляется на мельчайшие капли, образуя туман, по форме напоминающий факел. Осаждаясь на окрашиваемую поверхность, краска создаёт равномерный слой, поскольку мелкие капли, не успев высохнуть, растекаются.
В идеале капли настолько мелкие и текучие, что поверхность образует зеркальный глянец без дополнительной полировки. Хотя пистолеты низкого качества, тем более под управлением начинающего маляра, вместо глянца дадут матовую поверхность или рельефную структуру, называемую шагренью. Исправить это можно достаточно глубокой шлифовкой и полировкой, чего мастера стремятся избегать.
Устройство
Краскопульт состоит из каналов и регуляторов подачи воздуха, краски и корпуса с рукояткой, конструкция включает:
- штуцер для подсоединения шланга от воздушного компрессора;
- регуляторы подачи воздуха и краски (грунта, лака);
- бачок для краски, могут быть верхнего или нижнего расположения;
- распылительная головка;
- игольчатый клапан, синхронизирующий подачу воздуха и краски при изменении нажатия на курок;
- дополнительные регуляторы, в частности, размера факела.

Всё в конструкции пистолета подчинено обеспечению ряда свойств распыления, часто противоречащих друг другу:
- качество распыления, исключение плевков;
- минимизация расхода краски;
- низкие требования к давлению и производительности компрессора;
- широкий диапазон допустимых вязкостей распыляемого продукта;
- чётко очерченный факел регулируемой формы с минимумом распыла вне его;
- равномерность нанесения.
Для этого был выработан ряд подходов к созданию краскопультов разного целевого назначения и ценовой категории.
Краскораспылители категории HVLP
HVLP (High Volume Low Pressure) означает большой объём пропускаемого воздуха под относительно низким давлением на выходе. До появления этой технологии краскопульты работали с большим давлением воздуха вблизи дюзы, что давало хорошее распыление, но совершенно неприемлемый расход краски вне границ факела.
С появлением LVLP, где конструкция снижает входные 3 атмосферы до 0,7 на выходе, потери удалось существенно снизить, современные устройства переносят в нужное место до 70% поданного распыляемого продукта.
Но с уменьшением давления снижается и скорость полёта капелек краски. Это заставляет держать пистолет совсем близко от поверхности, примерно в 15 сантиметрах.
Что причиняет определённые неудобства при работе в труднодоступных местах и снижает скорость работы. Да и требования к компрессору снизить не получается, расход большой, нужна качественная очистка значительных воздушных масс.
Окрасочные пистолеты категории LVLP
Относительно новая технология производства краскопультов, характеризуемая пониженным расходом воздуха (Low Volume). Это создало значительные трудности при разработке, такие требования мешают качественно распылять краску. Зато давление на входе почти вдвое ниже, а значит и расход воздуха уменьшается.
Эффективность переноса краски выше за счёт тщательной проработки конструкции, поэтому расстояние до поверхности можно увеличить до 30 см при сохранении коэффициента переноса на том же уровне, краска расходуется так же экономно, как и у HVLP.
Что лучше HVLP или LVLP
Несомненно, технология LVLP новее, лучше, но дороже. Зато это компенсируется целым рядом преимуществ:
- точная работа на увеличенном расстоянии;
- ниже требования к компрессору и устройству очистки воздуха;
- равномерная плотность факела;
- хорошая скорость работы;
- простота работы в труднодоступных местах;
- малое образование постороннего тумана краски;
- лояльность к колебаниям давления на входе.
К сожалению, достигается это повышенной сложностью и стоимостью. Краскопульты LVLP в разы дороже при том же уровне, чем HVLP аналоги. Можно сказать, что первые будут проще в использовании низкоквалифицированным персоналом, а опытные мастера справятся и с HVLP пистолетами.
Настройка краскопульта
Начинать работу надо с подбора режима на тестовой поверхности. Переходить на рабочую зону следует только тогда, когда отрегулированы все параметры пистолета, иначе придётся всё смывать или сошлифовывать, дождавшись полного высыхания.
Вязкость краски регулируется добавлением в неё растворителя, подходящего именно к данному продукту, обычно материалы поставляются в комплексе. Краска не должна долетать до поверхности уже подсохшей, но при этом и не создавать потёков.
Давление на входе надо контролировать отдельным манометром, оно должно соответствовать данной модели краскопульта. От этого параметра зависят все прочие. Его можно выставить и опытным путём, добиваясь равномерного распыла внутри пятна при полностью открученных регуляторах подачи краски и настройки факела.
Размер факела можно уменьшать, но только в тех случаях, когда это действительно требуется. Во всех прочих уменьшение лишь замедлит работу. Как и подача краски, которую есть смысл ограничивать лишь при её низкой вязкости и склонности к потёкам. Иногда регулировать подачу приходится и при неравномерном заполнении пятна или искажении его правильной эллипсной формы.
Не стоит увлекаться слишком высоким давлением компрессора. Это будет сушить краску и ухудшать качество поверхности. Образования потёков можно избежать правильным перемещением факела вдоль детали.
Источник



