
- Секреты технологий распыления: система HVLP в краскопультах
- Принцип работы
- Краскопульты HVLP: достоинства и недостатки
- Особенности покраски
- Краскопульты низкого (HVLP) и пониженного (LVLP) давления
- Краскопульты HVLP и LVLP, что это такое?
- Принцип работы краскопультов низкого (HVLP) и пониженного (LVLP) давления
- Какой расход воздуха при использовании пистолета HVLP?
- Какое расстояние от сопла до окрашиваемой поверхности при использовании пистолета HVLP?
- За счёт чего происходит снижение потерь материала на туманообразование краскопультов HVLP и LVLP ?
- Какие недостатки системы HVLP?
- Отличие пистолетов LVLP от HVLP
- Традиционный краскопульт
- Как происходит покраска при использовании краскопультов HVLP и LVLP
- Технология HVLP. Плюсы и минусы.
Секреты технологий распыления: система HVLP в краскопультах

Современный краскопульт, кроме обеспечения надлежащего качества покраски, должен удовлетворять высоким экологическим требованиям. Дело в том, что любое из этих устройств, образуя воздушно-капельную смесь, теряет ее часть при нанесении на авто. Чем меньше материала дойдет от краскопульта до изделия, тем больше его останется в атмосфере, и тем вреднее в ней будет находиться. Но проблема заключается не только в загрязнении окружающей среды, но и в низкой эффективности покраски из-за перерасхода материала. Технология HVLP – пример удачного сочетания высоких экологических и эксплуатационных качеств. При ее использовании покрасочный пистолет краскопульта доносит до окрашиваемого авто 65–87% материала, что считается очень высоким показателем.
Принцип работы
Аббревиатура HVLP расшифровывается как «большой объем низкого давления». Такая характеристика является отличительной особенностью рассматриваемой системы. Это означает, что краскопульт использует повышенный расход воздуха при относительно небольшом давлении на выходе распылительной головки, которое составляет 0,7 атм. Покрасочный пистолет такой системы способен создавать стабильный факел лакокрасочного материала, который с минимальными потерями достигает поверхности авто и равномерно укладывается на нее.
Используя воздух низкого давления, такие краскопульты захватывают меньше частиц пыли, имеющихся в воздухе (обладают пониженной сорностью), а значит, качество покраски получается выше.
Внешне пистолет этой системы похож на стандартный. Основные конструктивные особенности находятся внутри него. Каналы большого диаметра обеспечивают падение давления до требуемого. Оптимизация системы подачи воздуха, краски и их смешения обеспечивает мелкодисперсность, равномерность и стабильность факела на выходе, поэтому краскопульт способен наносить материал очень равномерно. Качеству покраски авто благоприятствует низкий уровень давления, исключающий разбрызгивание капель за счет их отражения от поверхности. Их скорость невысока, поэтому, попадая на обрабатываемый элемент машины, они удерживаются на нем силами поверхностного натяжения и не образуют лакокрасочного тумана в рабочей зоне.

Последний опасен тем, что, оседая на уже окрашенную поверхность, он будет высыхать отдельными мелкими капельками, придавая ей зернистую структуру. Пистолет низкого давления также способен отлично обработать сложные рельефные детали, имеющие углы и фрезерованные участки. Такой краскораспылитель прост в работе и настройка ему практически не требуется. Особо следует отметить, что малое количество образуемого тумана облегчает условия работы. Краскопульт этой модели безопаснее для здоровья, так как не приходится дышать парами лакокрасочных материалов, да и окружающие предметы попадают в зону покраски существенно меньше, а значит рабочее место заметно чище.
Краскопульты HVLP: достоинства и недостатки
Наиболее хорошо эффект применения такой системы краскопульта заметен при окрашивании авто в металлик. Обладая повышенным блеском, он наиболее сильно проявляет дефекты и недоработки. Покрасочный пистолет низкого давления обеспечивает однородность факела распыла, что гарантирует отсутствие яблочности и следов размытости, а значит обработанная поверхность авто будет блестеть равномерно и не иметь матовых пятен и разводов. Резюмируя сказанное можно выделить следующие основные преимущества покраски с использованием технологии HVLP:
- экономичность системы;
- повышенная экологичность и безопасность использования;
- пониженная сорность;
- высокое качество нанесения лакокрасочного покрытия.

Краскопульт низкого давления прожорливее обычного – он потребляет гораздо больше воздуха, а значит, требует более мощного компрессора. Последний чаще всего бывает электрический. Чем мощнее агрегат, обеспечивающий работу краскопульта, тем он больше повышает влажность помещения, где находится. А это может снизить качество покраски авто, если не принять специальных мер по циркуляции воздуха в районе рабочего места. Поэтому к недостаткам системы можно отнести:
- более высокое потребление электроэнергии;
- работа компрессора на повышенных режимах;
- требования к вентиляции в малярной камере для удаления влаги;
- сложности при использовании вязких материалов.
Особенности покраски
Технология, заложенная в конструкцию краскопульта, определяет особенности его применения.
Так, покрасочный пистолет низкого давления следует держать на расстоянии 15–25 сантиметров от поверхности авто.
При соблюдении этого требования качество покраски будет максимальным. Связано это с тем, что высокое входное давление (обычно 2–2,5 атм.) дросселируется на головке краскопульта. В результате этого покрасочный пистолет работает при 0,7 атм. на выходе и его струя имеет меньшую дальнобойность.

Перед началом работы краскопульт требуется настроить. От этой процедуры будет зависеть дальнейший результат работы.
Настройка системы заключается в правильном подборе следующих параметров, влияющих на качество покраски:
- разбавление краски до нужной консистенции;
- установка рабочего давления;
- регулировка факела и расхода краски.
Краскопульт позволяет регулировать ширину факела, что необходимо при покраске элементов авто различных размеров. Чтобы пистолет работал без сбоев, залитый в него материал должен иметь определенную вязкость, поэтому перед работой в краску добавляют растворитель, причем его процентное отношение должно быть прописано в инструкции. Настройка рабочего давления воздуха осуществляется опытным путем под конкретную краску с использованием небольшого листа ватмана.
Краскопульт может иметь бачок для материала, расположенный как вверху, так и внизу пистолета. Считается, что в первом случае подача краски обеспечивается дополнительно гравитационными силами, а значит, надежнее. Но для большинства выбор места расположения емкости определяется скорее удобством и привычкой, чем указанным критерием.
Для личного использования автолюбителями наибольшее распространение получили китайские краскопульты, которые при достаточно высоком качестве выгодно отличаются низкой стоимостью. Они выпускаются в различных модификациях, в том числе и с использованием HVLP-технологий Электрический краскопульт китайского производства стал надежным инструментом многих владельцев авто, занимающихся их самостоятельной покраской.
Источник
Краскопульты низкого (HVLP) и пониженного (LVLP) давления
Краскопульты HVLP и LVLP, что это такое?
Краскопульты низкого (HVLP) и пониженного (LVLP) давления (HVLP- High Volume Low Pressure — большой объем низкое давление, LVLP — Low Volume Low Pressure — малый объём низкое давление) могут обеспечивать почти такое же качество лакокрасочного покрытия, как и обычное пневматическое распыление.
Давление распыления на воздушной головке соответствует значению всего 0,7 атм. для пистолетов HVLP и около 1,2 атм. для пистолетов LVLP (на входе в пистолет давление до 2,5 и до 4 атм. соответственно).
Благодаря особой конструкции распылителя пистолеты систем HVLP и LVLP позволяют существенно снизить потери ЛКМ за счёт уменьшения образования окрасочного тумана.
Принцип работы краскопультов низкого (HVLP) и пониженного (LVLP) давления
По внешнему виду пистолеты системы HVLP и LVLP похожи на обычные пистолеты воздушного распыления, однако в воздушной головке происходит понижение давления за счет большего диаметра каналов.
Оптимизация подачи воздуха при распылении позволяет получить капельки малого размера и равномерно распределить их внутри факела, несмотря на низкое давление.
Какой расход воздуха при использовании пистолета HVLP?
Расход воздуха при использовании пистолета HVLP увеличен и может достигать 30 куб.м/ ч. Пистолеты HVLP подходят для распыления ЛКМ с вязкостью до 30 с по DIN 4.
Какое расстояние от сопла до окрашиваемой поверхности при использовании пистолета HVLP?
Из-за низкой скорости воздуха, переносящего лакокрасочный материал, пистолет HVLP нужно держать ближе к окрашиваемой поверхности (на расстоянии 15-20 см вместо 20-25см).
Окрашивание при этом становится более аккуратным и больше материла ложится на изделие.
 |
|---|
| Рис. 1. Краскопульт HVLP |
За счёт чего происходит снижение потерь материала на туманообразование краскопультов HVLP и LVLP ?
Снижение потерь материала на туманообразование достигается прежде всего за счет того, что частички материала, распыленные при низком давлении сжатого воздуха, имеют невысокую скорость и образуют «мягкий» окрасочный факел.
Низкая скорость воздуха снижает «отбой» лакокрасочного материала от окрашиваемой поверхности, что также ведёт к уменьшению образования лакокрасочного тумана.
Поскольку скорость воздуха, транспортирующего лакокрасочный материал к поверхности, снижается, то уменьшается и турбулентность во внутренних углах и фрезерованных участках. Это означает, что можно более равномерно нанести лакокрасочный материал в этих критических точках.
Лакокрасочный туман состоит из микрокапелек, которые высыхают в воздухе и затем оседают на свежеокрашенную поверхность, оставаясь в жидкой лакокрасочной пленке в виде инородных тел.
Поэтому уменьшение образования лакокрасочного тумана означает также более гладкую поверхность и покрытие лучшего качества. Это означает и более здоровую атмосферу на рабочем месте. Оборудование также остается более чистым.
Какие недостатки системы HVLP?
К недостаткам системы HVLP можно отнести меньшую производительность (около 200 г/мин при обычных условиях) и большой расход сжатого воздуха.
Кроме того, пистолеты HVLP не обеспечивают достаточного распыления ЛКМ с вязкостью более 25 сек. В34.
Отличие пистолетов LVLP от HVLP
Пистолеты LVLP представляют собой промежуточную модификацию с давлением воздуха на выходе меньшим, чем у обычных пистолетов, но большим, чем у HVLP.
Пистолеты серии LVLP становятся все более популярными среди производителей мебели, окон и фасадов. Эти пистолеты в большинстве случаев обеспечивают требуемую производительность и заметно превосходят традиционные пистолеты по эффективности переноса ЛКМ.
 |
|---|
| Рис. 2. Краскопульт LVLP |
Широкий диапазон регулировок обеспечивает универсальность применения и дает возможность использовать эти пистолеты для различных видов работ. Обычная производительность маляра при работе таким пистолетом с верхним бачком выражается величиной 30-50 м2 площади отделываемой поверхности в смену.
 |
|---|
 |
|---|
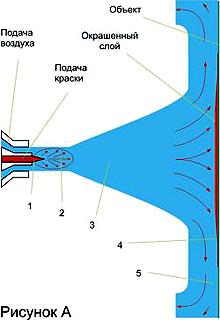
| Рис. 2. Покраска при использовании краскопультов HVLP и LVLP |
Известно, что чем больше давление и поток воздуха, то тем меньше будет размер капелек ЛКМ. На пути к окрашиваемому объекту (на схеме номер 3) размер капелек лакокрасочного материала не меняется.
Чем больше размер капелек, тем большей энергией движения они обладают, но при этом сохраняя направление своего движения, даже при изменении направлении воздушного потока у основания окрашиваемой поверхности (на рисунке зона 4).
Если размер капелек будет меньше оптимальной, то они будут обладать такой малой энергией движения, что уйдут в вентиляцию вместе с воздухом в виде тумана, превращаясь в переработанный воздух (зона 5).
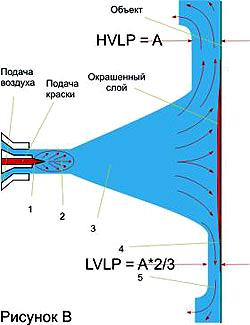
При использовании краскопульта системы LVLP с краской в зоне смешивания 2 (на рисунке В) при нанесении краски образуется тонкокапельная струя с высокой начальной скоростью, которая далее распадется на мелкие капельки. При движении капельки несколько раз распадаются на более мелкие капельки, при этом увеличивается скорость и сохраняется направление движения капелек.
 |
|---|
| Рис. 3. Покраска при использовании краскопультов HVLP и LVLP |
По причине пониженного расхода воздуха уменьшается объем зоны изменения направления воздушного потока (на рисунке зона 4). Поэтому, большее количество капель попадает на поверхность, снижается потеря краски.
Возле окрашиваемой поверхности капельки ЛКМ двигаются с очень высокой скоростью, попадая в зону изменения движения потоков воздуха, продолжают двигаться по прямой. В результате чего был достигнут уровень переноса лакокрасочного материала до уровня 75-85%, в системе HVLP(60-70%). На рисунке видно, что толщина зоны 5 в системе LVLP на две трети меньше. Поэтому, уровень перераспыла значительно снижается, что позволяет сократить расходы на краску.
Источник
Технология HVLP. Плюсы и минусы.

Наш сегодняшний разговор посвящен основному инструменту на покрасочном участке – окрасочному пистолету. Но, для того, чтобы этот разговор не был слишком поверхностным, мы возьмём только одну группу краскопультов – пистолеты системы HVLP (High Volume Low Pressure – большой объем воздуха при малом давлении), и попытаемся непредвзято ответить на несколько наиболее актуальных вопросов. А именно:
«В чем преимущества такого пистолета, и каковы его недостатки»?
«В каких случаях следует покупать только пистолет HVLP, а в каких лучше будет воспользоваться пистолетом среднего давления»?
«В чем различия пистолетов системы HVLP у разных производителей»?
Как обычно, нас консультируют ведущие технические специалисты в этой отрасли.
Давайте начнем, с того, что такое HVLP-технология и откуда она появилась. С момента изобретения первых окрасочных пистолетов в автомалярном деле использовалась традиционная конвенциональная система распыления. В плюсы конвенционального способа переноса ЛКМ на поверхность можно записать хорошую атомизацию (распыляемость) материала при нанесении и отличный внешний вид конечного покрытия. Самым же главным минусом конвенциональных пистолетов является маленький коэффициент переноса. А это очень важная характеристика, позволяющая определить эффективность окрасочного оборудования. Коэффициент переноса высчитывается на основании объема лакокрасочного материала, оставшегося на изделии по отношению к общему количеству использованного материала при окраске. У традиционных пистолетов КП составляет около 40%. Рабочее давление таких пистолетов составляет до 5 бар, при этом на выходе из воздушной головы давление снижается незначительно. Естественно, при столь высоком давлении материал вылетает из сопла с очень высокой скоростью и разлетается по сторонам, как до соприкосновения с окрашиваемой деталью, так и после удара о неё.
Появлению краскопультов HVLP предшествовала директива американских экологов, ограничивающая выброс летучих органических веществ (VOC) в атмосферу. По этой директиве окрасочное оборудование должно было иметь коэффициент переноса не ниже 65%. Довольно быстро эту идею поддержали и в Европе. Производители окрасочного оборудования откликнулись на эту законодательную инициативу созданием краскопультов с особым строением воздушных каналов, которые позволили качественно распылять краску и лак при выходном давлении всего в 0,7 бара. Входное давление у таких пистолетов составляет 2 бара. Для того, чтобы при столь низком давлении добиться качественного распыления, пришлось значительно увеличить объем подаваемого воздуха.
Распространение.
Пистолеты HVLP занимают сегодня в авторемонтной сфере около 35% рынка. Впрочем, оценки экспертов разнятся. «По нашим данным, в России в авторемонтной отрасли доля краскопультов HVLP составляет порядка 40-45%. Если говорить о других сферах – индустрия, мебельная промышленность – то там этот показатель еще меньше – порядка 30%» — считает Данил Крамаренко, руководитель технического отдела SATA, компании «Лион-групп». Менеджер по продажам компании «Европроект-Новосибирск» Дмитрий Равдугин более осторожен в оценках: «Я думаю, что если принимать во внимание только рынок профессиональных авторемонтных услуг, тогда доля пистолетов этого класса составляет около 30-35%. Если же брать весь рынок автомалярных услуг, то таких пистолетов используется очень мало – не больше 7-10%. На Сибирском рынке, в гаражных мастерских, очень велика доля китайского инструмента, который, как правило, относится к простому конвенциональному классу».
В Европе технология HVLP распространена больше в силу экологических требований и других факторов. К примеру, на европейский рынок практически не поступает самый дешевый китайский инструмент, поэтому в среднем по Европе можно говорить о цифре 60%.Существует немало авторемонтных площадок, где используются исключительно пистолеты HVLP. Но было бы не правильным утверждать, что пистолеты этого класса имеют одни преимущества. Есть у них и некоторые недостатки, которые заметно затрудняют продвижение данной технологии на рынок.
Плюсы и минусы.
«Безусловными преимуществами технологии HVLP являются намного больший коэффициент переноса. Соответственно, если вы используете такой окрасочный пистолет, то получаете заметную экономию материала и уменьшение опыла. Это позволяет значительно уменьшить издержки на ЛКМ. Плюс к тому, из-за меньшего количества опыла, напольные фильтры в камере работают дольше. Снижение концентрации летучих органических соединений в воздухе окрасочной камеры положительно влияет на здоровье маляра» — делится своими соображениями Данил Крамаренко .
К недостаткам инструмента данного класса можно отнести высокую требовательность к качеству и объему воздуха. «Пистолет класса HVLP не сможет работать от бытового воздушного компрессора, питающегося от сети 220 В. – оппонирует Дмитрий Равдугин, — Такие компрессоры обладают производительностью не более 350 литров в минуту, а для пистолета класса HVLP нужен объем воздуха не ниже 400-420 л/мин, который может обеспечить только компрессор с трехфазным двигателем».
Высокий расход воздуха – одна из причин, по которой пистолеты этой системы не получили распространения на небольших автоцентрах. К недостаткам можно отнести и требовательность таких краскопультов к точной регулировке давления. Дело в том, что давление 0,7 бар на выходе воздушной головы гарантируется только при входном давлении 2,0 бара – не больше и не меньше. И при нарушении этого требования возможно возникновение проблем с изменением цветового оттенка, если мы говорим о нанесении базовых покрытий.
Производители.
На рынке Сибири наиболее широко распространены пистолеты таких известных производителей, как Sata и DeVilbiss.
В ассортименте компании SATA представлен широкий ряд краскопультов HVLP-технологии для нанесения различных типов материала с разными диаметрами дюз. Для нанесения грунтов и праймеров как в шлифуемой версии так и «мокрым-по-мокрому» используется серия SATAjet 100 B.
«В премиум-сегменте для нанесения финишных покрытий представлена новейшая модель SATAjet 4000 B, где впервые используется дюза «1,3 С» (Clearcoat) – специально для нанесения лака в версии HVLP. – рассказывает Данил Крамаренко — Кроме того, в этой серии используется еще немало новшеств и инноваций – вес по сравнению с предыдущей серией стал меньше на 15%, более удобным стал корпус пистолета, снижен шум при работе. Изменилась регулировка формы факела – теперь от круглого до максимально плоского достаточно повернуть ручку всего на ¼ оборота. Также воздушная голова благодаря крупной резьбе снимается теперь меньше чем за 1 оборот. Изменена форма всех регуляторов – стало удобнее настроить пистолет, как в перчатках, так и без них. Особая форма курка защищает уплотнение иглы и воздушного штока от попадания опыла. По словам маляров, опробовавших новую модель – факел при окраске стал более «мягким».
Кроме того, компания Sata предлагает минипистолет HVLP-технологии для небольшого объема работ — SATAminijet 3000 B, для которого недавно был разработан ряд дюз «SR» (SpotRepair ), отличающийся особой формой факела, более удобной для локального ремонта. Стоит отметить, что SATAminijet выпускается только в варианте HVLP.
Кроме того, существует серия SATAjet 1000 B, которая предназначена для самого широкого спектра применения – это нанесение любых видов ЛКМ, включая водные, клеев и защитных составов.
DeVilbiss производит две базовых модели, которые комплектуются головками HVLP. Это краскопульт GTIPRO и минипистолет SRIPRO. Здесь следует отметить, что у инструмента этой марки есть важная особенность – на один и тот же пистолет можно надевать разные головки, меняя тем самым не только размер дюзы, но и выходное давление. Таким образом, один и тот же пистолет с разными головами может работать, как по технологии HVLP, так и по технологии Trans Tech (среднее давление). К примеру, к пистолету GTIPRO компания DeVilbiss производит три головки: H1 – головка системы HVLP, T1 – универсальная головка среднего давления Trans Tech, которая оптимально подходит для нанесения любых ЛКМ (красок, лаков, жидкой шпатлевки и т.д.) и T2 – головка среднего давления, идеальная для нанесения лаков). Меняя головки, вы сможете подобрать оптимальный для себя режим нанесения для каждого конкретного случая.
В целом, в России сложилось устойчивое мнение, что HVLP-система подходит больше всего для базовых покрытий, а на покровных лаках ведет себя плохо. Но это не совсем так, в действительности лаки можно наносить так же качественно, как и в случае использования пистолетов сниженного давления (Trans tech – у DeVilbiss и RP – у Sata). Однако это потребует чуть большей квалификации маляра и времени для привычки работы с этой системой. Еще одной особенностью является большее потребление воздуха, что требует от авторемонтных предприятий запаса по производительности компрессора, поскольку качественная атомизация материала в данном случае достигается не путем высокого давления, а за счет большого объема воздуха. Наносить лак с помощью пистолета HVLP вы будете немного медленнее, чем с помощью традиционного конвенционального пистолета или инструмента со средним давлением распыла, так или иначе, преимущества системы намного весомее возможных трудностей.
Источник



