
- 5. Методы оценки технического состояния оборудования
- 5.1. Общее понятие об оценке технического состояния оборудования
- В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- 5.2. Методы оценки технического состояния оборудования
- 5.3. Порядок и особенности проведения визуального осмотра оборудования
- Способ проверки технические характеристики
- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- ПРИЛОЖЕНИЕ 1 Справочное
- ПРИЛОЖЕНИЕ 2 Рекомендуемое
5. Методы оценки технического состояния оборудования
материал предоставил СИДОРОВ Александр Владимирович
5.1. Общее понятие об оценке технического состояния оборудования
Техническое состояние – состояние оборудования, которое характеризуется в определенный момент времени при определённых условиях внешней среды значениями параметров, установленных регламентирующей документацией [1].
Контроль технического состояния – проверка соответствия значений параметров оборудования требованиям, установленным документацией, и определение на этой основе одного из заданных видов ТС в данный момент времени.
В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- хорошее – ТОиР не требуются;
- удовлетворительное – ТОиР осуществляются в соответствии с планом;
- плохое – проводятся внеочередные работы по ТОиР;
- аварийное – требуется немедленная остановка и ремонт.
С целью установления фактического ТС оборудования, выявления дефектов, неисправностей, других отклонений, которые могут привести к отказам, а также для планирования проведения и уточнения сроков и объёмов работ по ТОиР проводятся технические обследования (осмотры, освидетельствования, диагностирование). Технические обследования оборудования, эксплуатация которого регламентируется нормативными актами, проводится в порядке, установленном соответствующими нормативными актами.
Технический осмотр – мероприятие, выполняемое с целью наблюдения за ТС оборудования.
Техническое освидетельствование – наружный и внутренний осмотр оборудования, испытания, проводимые в срок и в объёмах, в соответствии с требованиями документации, в том числе нормативных актов, с целью определения его ТС и возможности дальнейшей эксплуатации.
Техническое диагностирование – комплекс операций или операция по установлению наличия дефектов и неисправностей оборудования, а также по определению причин их появления.
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
5.3. Порядок и особенности проведения визуального осмотра оборудования
Порядок проведения осмотров оборудования основывается на последовательном обследовании его элементов по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого необходимо знать конструкцию оборудования, состав и взаимодействие его элементов.
Вначале проводится общий осмотр оборудования и окружающих его объектов. При общем осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при периодических осмотрах оборудования технологическим персоналом.
Под детальным понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр могут проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме проводится на рабочей нагрузке, холостом ходу и при тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При концентрическом способе (рисунок 5.1) осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается средняя условно выбранная точка. При эксцентрическом способе (рисунок 5.2) осмотр ведётся от центра элемента к его периферии (по развёртывающейся спирали). При фронтальном способе (рисунок 5.3) осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной его границы к другой.
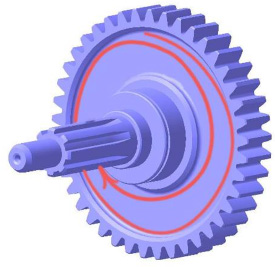
Рисунок 5.1 – Концентрический способ осмотра детали

Рисунок 5.2 – Эксцентрический способ осмотра детали
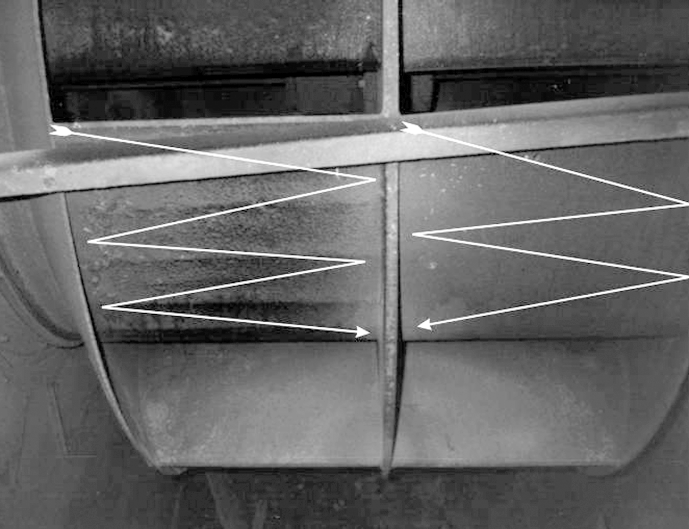
Рисунок 5.3 – Фронтальный способ осмотра детали
При выборе способа осмотра учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется проводить от входа концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим способом). Фронтальный осмотр лучше применять, когда осматриваемая площадь обширна и её можно разделить на полосы.
Под идентификацией дефектов и повреждений подразумевается отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу, специалист в дальнейшем может определить причины появления неисправности и степень её влияния на ТС оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования могут собираться и систематизироваться в иллюстрированных каталогах (таблица 5.1).
Таблица 5.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 | Осповидное выкрашивание ролика подшипника |
|
 | Угловое смещение пятна контакта зубчатой передачи |
|
 | Хрупкое разрушение металла втулки зубчатой муфты |
|
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы – это определённый порядок записи результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений.
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ранее обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
К составлению протокола осмотра надо подходить с учётом того, что он может выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки). Полнота описания объекта определяется предполагаемой значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Не допускается употребление не-определённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко» и пр.). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. При описании оборудования и отдельных его элементов в протоколе приводятся ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления – о необходимости последующего проведения идентификации. [3]
Источник
Способ проверки технические характеристики
Technical diagnostics. Testability. General requirements
Дата введения 1987-01-01
Постановлением Государственного комитета СССР по стандартам от 20 ноября 1985 г. N 3634 дата введения установлена 01.01.87
ПЕРЕИЗДАНИЕ. Май 2009 г.
Настоящий стандарт распространяется на изделия, являющиеся объектами технического диагностирования (далее — изделия), и устанавливает общие требования к обеспечению контролепригодности изделий в части их приспособленности к диагностированию (далее — ПД), требования к параметрам, методам, средствам технического диагностирования, к конструкции изделия, показатели ПД и требования к их контролю.
Пояснения терминов, используемых в настоящем стандарте, приведены в приложении 1.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. ПД должна обеспечиваться на всех стадиях разработки новых и модернизации серийно выпускаемых изделий при разработке для них систем диагностирования.
1.2. Обеспечение ПД изделий должно проводиться с целью повышения эффективности диагностирования при оптимальных затратах на разработку, изготовление, эксплуатацию и ремонт, предусматривая для этого взаимную приспособленность и согласование характеристик средств технического диагностирования (СТД) и изделий при диагностировании на этапе «эксплуатация и ремонт».
1.3. Для обеспечения ПД изделий в техническом задании на разработку или модернизацию изделий должны устанавливаться конкретные требования по ПД изделий в виде количественных значений показателей ПД и качественных требований.
Примеры основных вариантов решений по ПД изделий, реализующих качественные требования, приведены в приложении 2.
1.4. Требования по ПД изделий для решения задач диагностирования в зависимости от назначения системы диагностирования должны устанавливаться на изделие в целом и на его составные части. Требования по ПД составной части изделия устанавливают, исходя из требований ПД изделия в целом.
1.5. Содержание работ по обеспечению ПД изделий в зависимости от стадии разработки конструкторской документации должно устанавливаться отраслевой нормативно-технической документацией. Примерное содержание работ по обеспечению ПД изделий приведено в приложении 3.
2. ОБЩИЕ ТРЕБОВАНИЯ ПО ПД ИЗДЕЛИЙ
2.1. Требования по ПД изделий должны содержать количественные значения показателей ПД и качественные требования.
2.2. Показатели ПД изделий определяют:
для обоснования выбора оптимального варианта ПД изделий;
для контроля качественных требований;
для накопления статистических данных о ПД конкретных типов изделий и последующего использования этих данных при обеспечении ПД изделий.
2.3. Номенклатура показателей должна быть следующей:
средняя оперативная трудоемкость данного вида диагностирования ( );
коэффициент безразборного диагностирования ( ).
1. В зависимости от специфики применения изделия вместо средней оперативной трудоемкости данного вида диагностирования может применяться средняя оперативная продолжительность данного вида диагностирования ( ) или удельная суммарная оперативная трудоемкость диагностирования ( ).
2. Для изделий общей техники показатели ПД устанавливаются в соответствии с действующими нормативно-техническими документами.
2.4. Значения показателей ПД изделий должны выбираться с учетом:
требований к эффективности и надежности изделий;
результатов научно-исследовательских и опытно-конструкторских работ;
требований действующей нормативно-технической документации.
2.5. Качественные требования должны содержать общие требования к параметрам, методам, СТД, к конструкции изделия.
2.6. Общие требования к параметрам, методам и СТД в зависимости от вида и назначения систем диагностирования с учетом специфики применения изделия должны включать в себя:
требования к количеству диагностических параметров, обеспечивающих получение достаточной информации о техническом состоянии изделия;
требования к номенклатуре встроенных и внешних СТД, их точности и достоверности;
требования к обеспечению оптимальности алгоритма диагностирования, устанавливаемого исходя из цели диагностирования с учетом обеспечения наиболее экономичной эксплуатации изделия при заданном уровне их безотказности.
2.7. Общие требования к конструкции изделия должны содержать:
требования к введению в конструкцию изделия как ее составной части устроенных измерительных преобразователей, обеспечивающих выдачу контролируемых сигналов на внешнее СТД;
требования к введению в конструкцию изделия как ее составной части встроенных СТД (встроенных измерительных преобразователей, измерительных приборов, средств микропроцессорной техники);
требования к введению в конструкцию встроенных элементов контроля (смотровые или мерные стекла, прозрачные трубки и др.), обеспечивающие визуальный контроль параметров;
требования к применению унифицированных и (или) стандартизованных устройств сопряжения (присоединения) с внешними СТД с учетом обеспечения их взаимного согласования (для изделий серийного и массового производства);
требования к числу, расположению и доступности устройств сопряжения (присоединения) и (или) мест установки измерительных преобразователей на изделии, исходя из минимальной трудоемкости подготовительных и заключительных работ для диагностирования с учетом минимальных демонтажных работ;
требования к исполнению устройств сопряжения (присоединения) в конструкции изделия для подсоединения первичных измерительных преобразователей и (или) переходных устройств с указанием способа сопряжения, качества сопрягаемых поверхностей и конкретных присоединительных размеров с учетом размеров свободной зоны вокруг устройства сопряжения, позволяющей размещать в ней внешнее СТД, устанавливаемое на изделие;
требования к легкосоединяемости и легкосъемности устройств сопряжения (присоединения);
требования к безопасному и однозначному соединению устройств сопряжения (присоединения) изделия и СТД с учетом обеспечения пожаробезопасности, эргономических и эстетических показателей;
требования к защите устройств сопряжения (присоединения) с СТД от повреждений и загрязнений при работе изделия;
требования к обозначению устройств сопряжения (присоединения) изделия с СТД.
2.8. Требования по ПД изделий включают в следующие документы:
технические задания на разработку или модернизацию изделий;
конструкторские документы (пояснительную записку по ГОСТ 2.106-96 к техническому предложению, эскизному и техническому проекту, чертежи, технические условия по ГОСТ 2.114-95)*;
* На территории Россйиской Федерации в части требований к разработке и оформлению ТУ на пищевые продукты действует ГОСТ Р 51740-2001.
стандарты вида общих технических требований (технических требований), общих технических условий (технических условий);
стандарты общетехнические и организационно-методические по приспособленности к диагностированию.
2.9. Показатели ПД изделий контролируются путем определения соответствия фактических значений показателей ПД заданным их значениям в техническом задании на разработку или модернизацию изделия.
2.10. Значения показателей ПД определяют в процессе приемочных испытаний.
Фактические значения показателей ПД вносят в протокол испытаний.
2.11. Формулы для расчета показателей ПД приведены в приложении 4.
Примеры расчета показателей ПД приведены в приложении 5.
2.12. Расчет показателей ПД следует выполнять по установленным формам.
Формы для расчета показателей ПД приведены в приложении 6.
ПРИЛОЖЕНИЕ 1
Справочное
ПОЯСНЕНИЯ ТЕРМИНОВ, ПРИМЕНЯЕМЫХ В НАСТОЯЩЕМ СТАНДАРТЕ
Приспособленность к диагностированию
— свойство изделия, характеризующее его пригодность к проведению контроля заданными методами и средствами технического диагностирования
Показатель приспособленности к диагностированию
— количественная характеристика приспособленности к диагностированию изделия
Средняя оперативная трудоемкость данного вида диагностирования
— средняя суммарная оперативная трудоемкость операций, необходимых для определения технического состояния изделия при данном виде диагностирования
Коэффициент безразборного диагностирования
— отношение числа контролируемых параметров изделия данного вида диагностирования, для измерения которых не требуются демонтажно-монтажные работы, к общему числу контролируемых параметров изделия данного вида диагностирования
Средняя оперативная продолжительность данного вида диагностирования
— средняя суммарная оперативная продолжительность операций, необходимых для определения технического состояния изделия при данном виде диагностирования
Удельная суммарная оперативная трудоемкость диагностирования
— отношение средней суммарной оперативной трудоемкости диагностирования изделия за цикл периодического технического обслуживания к заданной наработке изделия
Встроенное средство технического диагностирования
Устройство сопряжения (присоединения)
— устройство, предназначенное для соединения и разъединения изделия и СТД (электрический соединитель, переходник, штуцер и др.)
Локальная система диагностирования
— выходы изделия, с которых снимаются средствами технического диагностирования ответы изделия (на рабочие или тестовые воздействия). Выходы могут быть: основные — необходимые для применения изделия по назначению или дополнительные, специально организованные для целей диагностирования
— формальное описание изделия, подвергаемого диагностированию (в аналитической, табличной, векторной, графической и др. форме), учитывающее возможные изменения в его исправном и неисправном состоянии
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ОСНОВНЫХ ВАРИАНТОВ РЕШЕНИЙ ПО ПД ИЗДЕЛИЙ
Вариант решения
по ПД изделия
Описание работ при подготовке изделия к диагностированию
Характеристика способа сопряжения изделия с СТД
Характеристика способа унификации сигналов в каналах связи
Работы при подготовке изделия к диагностированию отсутствуют (не считая операций по выведению изделия на режим диагностирования: включение, прогрев и т.д.)
Встроенные и внешние
Работы при подготовке изделия к диагностированию:
только в особо указанных случаях монтажно-демонтажные работы, когда необходим демонтаж составной части для имитирования условий ее функционирования с помощью специальных СТД;
Устройство сопряжения изделия в целом или его функционально самостоятельной составной части (диагностируемой локальной системой) с внешними СТД — централизованный унифицированный соединитель (соединители).
Сопряжение изделия с внешними СТД для передачи механических воздействий — по внешним поверхностям соответствующих составных частей и органам управления (например, установка автомобиля на роликовый стенд, установка приспособления на педаль газа и т.д.)
Сигналы для встроенных СТД не регламентируют.
Сигналы в каналах связи с внешними СТД унифицированы или стандартизованы встроенными и (или) внешними преобразователями в любой их комбинации
Сигналы в каналах связи с внешними СТД унифицированы или стандартизованы внешними преобразователями
Встроенные и внешние
То же и работы по обеспечению доступа к контрольным точкам:
вскрытие специально предусмотренных люков, крышек и т.д.;
установка измерительных преобразователей (датчиков), а также манометров, указателей перемещения и других измерительных приборов и устройств
Контрольные точки для внешних СТД выведены на внешние поверхности составных частей.
Предусмотрены конструктивные элементы для установки измерительных преобразователей, приборов и устройств.
Места подсоединения внешних СТД распределены по изделию, находятся в легкодоступных местах.
Устройства сопряжения унифицированы.
Сопряжение с внешними СТД для передачи механических воздействий — по внешним поверхностям соответствующих составных частей и органам управления.
Сигналы для встроенных СТД не регламентируют.
Сигналы в каналах связи с внешними СТД унифицированы или стандартизованы встроенными и (или) внешними преобразователями в любой их комбинации и (или) с помощью измерительных преобразователей, устанавливаемых на изделие при подготовке к диагностированию
Сигналы в каналах связи с внешними СТД унифицированы или стандартизованы внешними преобразователями и (или) с помощью измерительных преобразователей, устанавливаемых на изделие при подготовке к диагностированию
Работы при подготовке изделия к диагностированию:
монтажно-демонтажные работы со снятием отдельных составных частей для диагностирования вне изделия, обеспечения доступа к контрольным точкам и других целей;
установка технологических переходников, в том числе с разрывом электрических, механических цепей и гидропневмосистем;
установка измерительных преобразователей и других измерительных приборов и устройств;
Контрольные точки выведены на внешние поверхности составных частей.
Предусмотрены конструктивные элементы для установки измерительных преобразователей и, при необходимости, измерительных приборов и устройств.
Места подсоединения СТД распределены по изделию.
Устройства сопряжения унифицированы.
Сопряжение с СТД для передачи механических воздействий — по внешним поверхностям соответствующих составных частей и органам управления
Источник



