
- Изучаем технологию изготовления пластиковых окон
- Этапы производства пластиковых окон
- Технология производства пластиковых окон
- Оглавление
- Процесс производства пластиковых окон
- Аспекты технологии производства пластиковых окон
- Прочие аспекты и заключение
- Изготовление пластиковых окон
- Технология изготовления окон из ПВХ профиля
- Распил ПВХ профиля
- Установка стального вкладыша
- Скрепление ПВХ профиля в рамы и створки
- Установка фурнитуры на окна ПВХ
- Остекление окна, установка стеклопакета
- Изготовление арочных пластиковых окон
- Стеклопакеты с отверстием под кондиционер
- Стеклопакеты с отверстием под вентилятор
Изучаем технологию изготовления пластиковых окон
 В этой статье расскажем обо всех этапах изготовления пластиковых окон.
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура – ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Источник
Технология производства пластиковых окон
Оглавление
- Вводная статья
- Конструкция пластиковых окон
- Технология производства пластиковых окон
- Производство деревянных окон со стеклопакетами
- Организация пластиковых окон
Компания «Вега» — поставщик высокотехнологичного оборудования для производства стеклопакетов, мебельной, стекольной промышленности и интерьерных решений. Мы предлагаем в продажу, обслуживаем и продаём оборудование для производства стеклопакетов — высокоавтоматизированное, качественное и недорогое.
В этой статье из серии о производстве пластиковых окон и организации собственного бизнеса, мы расскажем Вам о технологии производства пластиковых окон, или как их называют в народе стеклопакетов.
Сразу следует отметить, что производство стеклопакетов и пластиковых окон — это не одно и то же, потому что стеклопакет представляет собой герметичную конструкцию из двух и более стёкол, а пластиковое окно состоит из: одного и более стеклопакетов, совмещённых со створкой, рамой, импостами (металлопластиковыми элементами внутри оконного блока из нескольких стеклопакетов). Но это лишь в двух словах. Конструкция пластикового окна гораздо сложнее.

Рис. 1. Металлопластикове окно
Процесс производства пластиковых окон
Процесс производства пластиковых окон начинается с производства стекла нужного качества и размера, сборки стеклопакетов, производства оконных профилей ПВХ и стальных армирующих вставок. Назовём это всё заготовками для производства стеклопакетов и пластиковых окон и оставим за рамками данной статьи. Технология производства стеклопакетов была описана ранее в серии статей про стеклопакеты. Поэтому, рассмотрим процесс производства именно пластиковых окон отдельно от остального, предположив, что стеклопакеты, профили, фурнитура и прочие материалы уже есть в наличии.
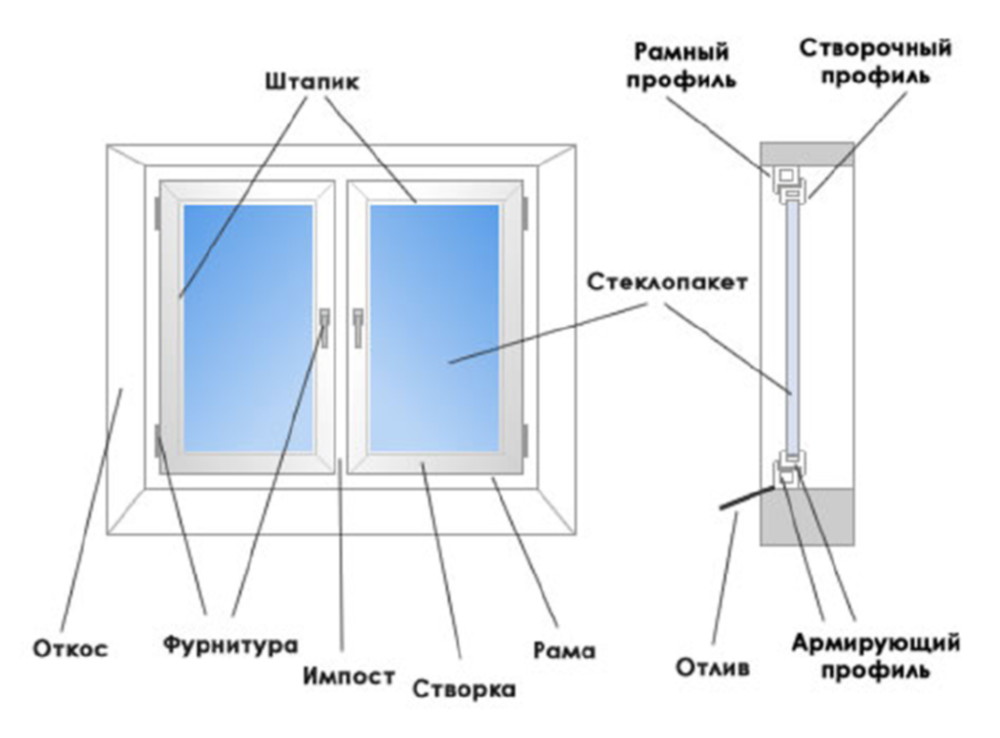
Рис. 2. Конструкция оконного блока
Когда готовые стеклопакеты и заготовки поступают на производство стеклопакетов, то собираются в оконные блоки, которые потом устанавливаются на объекте заказчика.
В процессе производства пластиковых окон:
- По замерам создаётся электронный чертёж будущего окна;
- Нарезаются заготовки профилей из ПВХ для створок, рамы и импоста;
- В заготовках проделываются отверстия для отведения влаги и фурнитуры;
- Нарезаются, устанавливаются и закрепляются армирующие профили в — ПВХ;
- Профили ПВХ сплавляются на специальном станке;
- Шлифуются сварочные швы;
- Импосты фрезеруют по шаблону и прикрепляют к оконному блоку;
- Монтируется обвязочная, ответная фурнитура, ручки;
- На раму и створки прикрепляются резиновые уплотнители;
- Створки закрепляются в раме;
- Стеклопакеты устанавливаются в рамы и уплотняются;
- Перед выпуском стеклопакет проверяется на качество.
Кажется довольно просто, но рассмотрим каждый этап по отдельности.
Аспекты технологии производства пластиковых окон
1. Подготовительный этап. К заказчику выезжает замерщик, который снимает замеры оконного проёма с учётом специфики установки пластиковых окон в зданиях с различной конструкции. По замерам, с учётом градостроительных норм и пожеланий заказчика создаётся электронный чертёж или схема, по которой производятся оконные блоки нужных размеров и конфигурации.
2. Заготовка и нарезка профилей. Профили из ПВХ представляют в разрезе многокамерные изделия. Чем больше камер, тем лучше энергосберегающие свойства обеспечивает пластиковый профиль. Существуют профили с количеством камер от 1 до 8. Для России рекомендуется использовать профили с количеством камер от 3 до 5. Профильные заготовки необходимо нарезать на отрезки запланированной длины. Оба конца каждой заготовки обрезаются одновременно, под углом, двухголовой дисковой пилой со специальным диском с высокой скоростью вращения.
3. Прорезание отверстий для водоотведения и фурнитуры. Для того, чтобы между профилем и стеклопакетом не образовывался губительный для всей системы конденсат, в створочном профиле проделываются дренажные отверстия на равном расстоянии от краёв и друг от друга. На специальных станках или вручную по шаблону проделываются отверстия под ручку и фурнитуру. Прорезается паз под замок. Однако этот этап производства пластикового стеклопакета может быть отсрочен до сплавления сборки створок и рамы.
4. Нарезка, установка и закрепление армирующих профилей. Стальные армирующие профили, придающие жёсткость профилям из ПВХ и всей конструкции нарезаются маятниковой дисковой или ленточной пилой по шаблону и зачищаются от заусенцев и подгоняются на шлифивочном станке. Армирующие профиле в процессе производства вставляются в профили из ПВХ и закрепляются с помощью саморезов.
5. Сплавление профилей. Нарезанные и армированные профили соединяются на специальном станке под давлением при высокой температуре. Чтобы обеспечить высокую прочность и симметрию профилей створок и рам предпочтительно применять автоматы, одновременно осуществляющие сплавление по всем четырём углам. В ходе этого процесса в зазоры между профилями опускаются нагревающие элементы с тефлоновым антипригарным покрытием, которые доводят материал торцов до состояния плавления. Потом нагревательные элементы поднимаются и составные части рамы или створки сдавливаются. После остывания автомат проводит испытание соединения на прочность, оказывая определённое давление с нужной длительностью на ответственные точки конструкции.
6. Шлифовка сварочных швов. Затем сварочные швы со всех сторон шлифуются фрезерной машиной с ЧПУ по заданной конфигурации, чтобы обеспечить правильную форму продукта и презентабельный внешний вид пластикового окна.
7. Фрезеровка и закрепление импостов. Импостом называется часть оконной рамы или створки, которая резделяет оконный блок на несколько секций из стеклопакетов. Чтобы импост подошёл к готовой оконной конструкции, его надо подогнать с помощью фрезерной установки с ЧПУ по шаблону под получившееся окно. Что и производится на данном этапе. После чего необходимо закрепить импосты в оконной конструкции с помощью фурнитуры в виде уголков и саморезов.
8. Монтирование обвязочной, ответной фурнитуры и ручек. Далее на специальном стенде или вручную по шаблону монтируется обвязочная фурнитура, ручки, замки и ответная фурнитура. Так как окна бывают разной конфигурации и размеров, то обвязочную фурнитуру иногда тоже требуется подгонять по размеру, обрезать по шаблону и позиционировать в нужных местах. Ручка закрепляется в двух местах и пропускается в центральное осевое отверстие, где соединяется с замком, который выступает с внешнего торца створки и должен совпадать с ответной фурнитурой на раме.
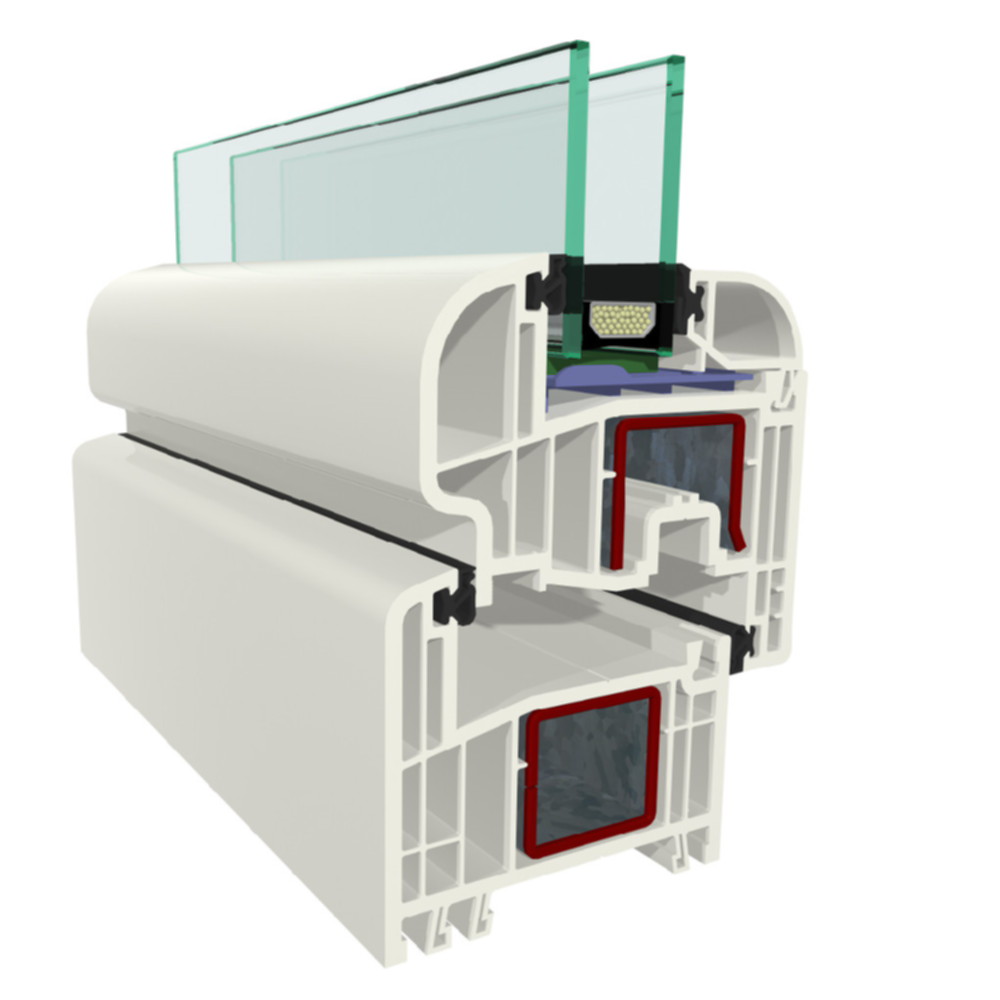
Рис. 3. Уплотнение зазоров
9. Уплотнение. Уплотнители из каучука или более современного материала прикрепляются в специальные пазы для устранения зазоров между рамной и створочной заготовкой с внешней и внутренней стороны. Также уплотнитель прикрепляется на створку перед установкой стеклопакета между створкой и будущим стеклопакетом. Например, как это показано на рисунке. Следует отметить, что для уплотнения зазоров разных частей окна применяются уплотнители разной формы.
10. Навешивание створок. Далее створки устанавливаются в рамы с импостами в той последовательности, как это предусмотрено проектом. В принципе, не открывающаяся часть окна, получившаяся за счёт импоста, может быть застеклена в первую очередь.
11. Застекление. Перед установкой стеклопакетов в створочные профили или в профиль рамы с импостом устанавливаются вставки, обеспечивающие определённый зазор между профилем и стеклопакетом, предусмотренный технологией производства пластикового окна. Далее устанавливается сам стеклопакет. Стеклопакет закрепляется штапиками, которые тоже нарезаются сначала нужной формы и длины. Короткие штапики нарезаются точной длины, а длинные — чуть больше нормы. Штапики и закрепляются в специальные пазы — от коротких к длинным с помощью молоточка с не царапающей, не разрушающей пластик и стекло поверхностью. С помощью штапика или уплотнителя обеспечивается достаточно плотное и надёжное крепление стеклопакета в раме.
12. Проверка качества. После процесса изготовления пластиковый пакет проверяют на предмет работоспособности обвязочной фурнитуры, герметичности, чистоты и отправляют клиенту для последующего монтажа.
Прочие аспекты и заключение
Технология производства пластиковых окон может в значительной степени отличаться от описанной выше, в зависимости от применяемого оборудования, проекта и наличия декоративных решений. Например, створки и рамы иногда оклеивают цветной плёнкой до нарезки, для получения более широкой палитры готовых изделий, а на некоторых производствах применяют полуавтоматизированные или ручные инструменты в большем числе. Также существуют различные технологии утепления окон, что вносит ещё больше разночтений в этой вязи.
Однако, в условиях экономического кризиса в Европе и в России, небольшие и слабо автоматизированные производства пропадают. Спад самого производства происходит более медленно и по большей мере за счёт почивших компаний. Поэтому, если Вы хотите обеспечить конкурентоспособность производства окон ПВХ, стоит задуматься о более серьёзной его автоматизации. Для этого Вам может потребоваться оборудование для производства стеклопакетов, которое предлагает наша компания. Компания «Вега» — поставщик высокотехнологичного оборудования в Россию.
Источник
Изготовление пластиковых окон
Производство окон ПВХ является довольно-таки сложным и многоэтапным процессом. Технология изготовления евроокон предусматривает использование нескольких зон производства. Одной из наиболее важных зон является участок заготовки. Именно здесь осуществляется резка и мойка стекла, а также сборка контура, заполнение влагопоглотителя и нанесение первого слоя герметизации.
Изготовление деревянных окон также выполняеься на участке сборки. На этой стадии осуществляется отжим стеклопакета для обеспечения максимального уровня герметичности. Следующий герметизирующий слой наносится уже на участке герметизации. Наконец, на последнем этапе изготовления ПВХ окон выполняется визуальный мониторинг качества полученной продукции. Кроме вышеперечисленных участков, процесс изготовления предусматривает наличие участков сварки, зачистки углов, монтажа импостов, уплотнителей, фурнитуры и стеклопакетов. В целом данный процесс включается в себя целый ряд необходимых технологических операций, которые должны проводиться на разных участках в заданной последовательности.
Содержание [Скрыть]
Среди особенностей технологии производственного процесса необходимо обязательно отметить, что для изготовления применяются исключительно полые профили, имеющие несколько камер. Причем в производственном процессе отдельного ПВХ окна применяется заданный набор профилей. Они делятся на два типа – основные и доборные. Второй вариант предоставляет возможность осуществлять установку окон со стеклопакетами быстрее и качественнее. В целом на практике применяются различные варианты профилей. Например, могут использоваться профили не только для вертикальных, но и горизонтальных импостов. Также необходимо сделать акцент на том, что применяются профили для створок, монтируемых в один уровень с рамой, полотен балконных дверей и т.д.

Рис. 1. Цех для производства пластиковых окон.
Технология изготовления окон из ПВХ профиля
Как говорилось выше, технология производства окон из ПВХ профиля – это многоэтапный процесс. Среди основных производственных этапов, прежде всего, стоит отметить распил пластикового профиля, армирование, а также крепеж профилей в створки и оконную раму. Кроме того, стоит выделить этапы установки необходимой фурнитуры и непосредственно стеклопакета. Однако перед выполнением вышеперечисленных процессов также осуществляется поставка профиля от производителя в производственный цех. Поставка обычно выполняется большими паллетами. Для изготовления оконной конструкции рама, створка, штапик и импост нарезаются на заготовки необходимых размеров согласно техническому заданию. После этого они отправляются на участок распила.
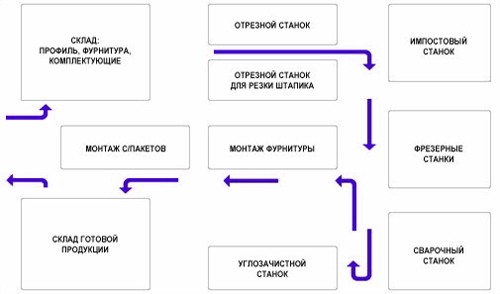
Рис. 2. Технологическая линия по производству пластиковых окон.
Распил ПВХ профиля
Распил пластикового профиля на специальных станках осуществляется под углом 45 градусов. Профиль, предназначенный для производства пластиковых окон, как правило, имеет внутренние полости. Они необходимы для придания конструкции морозоустойчивых качеств. В процесс распила профиля очень важно контролировать точность. Это обусловлено тем, что точность является одним из наиболее важных условий качественной сварки. При распиле ПВХ профиля также стоит обращать внимание на такие параметры, как длина заготовки, чистота поверхности среза и угол реза. Полученные профили не должны иметь каких-либо повреждений.

Рис. 3. Станок для распила ПВХ профиля.
Установка стального вкладыша
Обработка и распил профиля предусматривает монтаж стального армирующего вкладыша. Он устанавливается в центральную камеру пластикового профиля. Установка стального вкладыша объясняется необходимостью обеспечить устойчивость конструкции к различным механическим нагрузкам. В целом армирование ПВХ является обязательным этапом производства, который обеспечивает устойчивость профиля к изменениям температурного режима. Монтаж армирующего профиля выполняется в соответствие с маркировкой на автоматическом шуруповерте. После этого завершается подготовительный процесс, и заготовка отправляется на участок сварки.

Рис. 4. Способы армирования.
Скрепление ПВХ профиля в рамы и створки
После завершения процесса армирования пластиковый профиль должен быть сформирован в цельную оконную конструкцию: створку или раму. Чаще всего для выполнения этой цели проводятся сварочные работы. Полученные заготовки отправляются на специальный сварочный аппарат в необходимой последовательности. Там края заготовок нагреваются до необходимой температуры плавления. За счет этого они скрепляются друг с другом. Таким образом, образовывается прочный шов. Но стоит учитывать, что подобные швы не отличаются эстетичностью. Для того чтобы удалить лишний наплыв пластика применяются фрезерные станки.
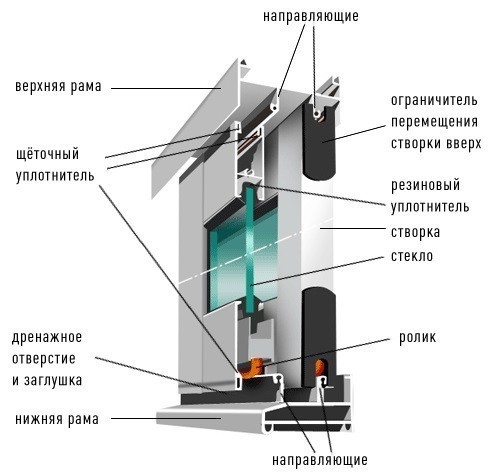
Рис. 5. Основные элементы пластикового окна.
Установка фурнитуры на окна ПВХ
Следующий производственный этап – установка фурнитуры. Она необходима для обеспечения возможности открывания и запирания створок окна. Другими словами, фурнитурные элементы обеспечивают возможность регулировки даннойконструкции. К наиболее популярным фурнитурным элементам принято относить ручки, замки, петли, заглушки, защелки и т.д. Эти элементы могут быть монтированы как на створку, так и на оконную раму. В процессе монтажа фурнитуры необходимо, чтобы все элементы на створке соответствовали таким же элементам на оконной раме. Стоит только лишь добавить, что данные процессы проводятся по заранее созданным эскизам.
Рис. 6. Фурнитура для ПВХ окон.
Остекление окна, установка стеклопакета
Завершающим процессом производства пластиковых окон является установка стеклопакета. В отличие от стандартных стекол, стеклопакет представляет собой несколько листов, которые скреплены между собой и герметично запаяны. Для изготовления стеклопакетов используют различные стекла. При этом пустоты между листами обычно заполняются плотным инертным газом. За счет этого обеспечивается снижение теплопотерь. Кроме того, использование такого газа обеспечивает защиту от жаркого летнего солнца. Качество остекления должен проверить контроллер, который оценит качество защитной пленки и функциональность стеклопакета.
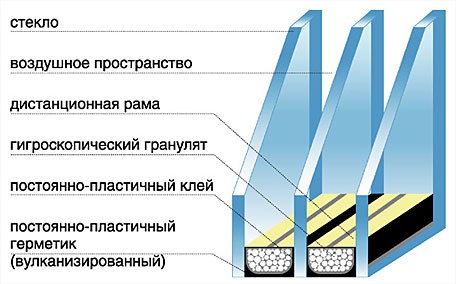
Рис. 7. Схема стандартного стеклопакета.
Изготовление арочных пластиковых окон
Технология производства арочных окон предусматривает выполнение на порядок большего количества операций, чем при изготовлении пластиковых евроокон. Одним из наиболее важных процессов является гнутье ПВХ профиля. Этот процесс производится в соответствие с заданным радиусом, под который необходимо произвести стеклопакет. Кроме того, изготовление арочных окон предполагает сварку на станке с одной сварочной головкой. Учитывая наличие дополнительных процессов, стоимость производства арочных пластиковых окон обычно выше. Помимо этого, на цену влияет срок изготовления.

Рис. 8. Процесс производства арочного окна.
Стеклопакеты с отверстием под кондиционер
Стеклопакеты с отверстием обычно применяются для обеспечения вывода мобильного или напольного кондиционера. Необходимость в установке таких кондиционеров обычно продиктована отсутствием других выходов для кондиционера. Причиной монтажа такого стеклопакета может быть нежелание нарушать внешний вид здания, нецелесообразность затрат на установку сплит-системы и т.д. Среди особенностей подобных стеклопакетов стоит отметить, что отверстия в стеклах вырезаются индивидуально в соответствие с размером шланга кондиционера. Кроме того, такие стеклопакеты изготовляются исключительно в заводских условиях, в которых возможно соблюдение безопасности, прочности и герметичности стекла.
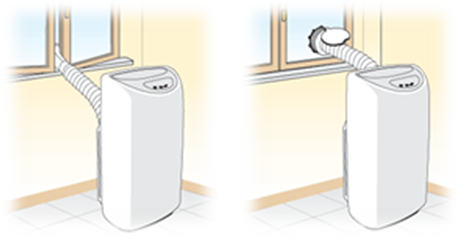
Рис. 9. Стеклопакет с отверстием под кондиционер.
Стеклопакеты с отверстием под вентилятор
Также существует возможность производства стеклопакетов с отверстием под вентилятор. Такие стеклопакеты также изготовляются по индивидуальным заказам. Стоит заметить, что подобные стеклопакеты не имеют аналогов, так как выполнить отверстие в уже готовом изделии невозможно по причине потери целостности конструкции. Помимо этого, нарушится и герметичность стекла. Изготовление и монтаж стеклопакетов с отверстием требует ювелирной работы, которую может выполнить только мастер. Поэтому не стоит самостоятельно устанавливать такие окна, а доверить этот процесс профессионалам.

Рис. 10. Стеклопакет с отверстием под вентилятор.
Источник



