
Большая Энциклопедия Нефти и Газа
Получение — высокопрочный чугун
Получение высокопрочного чугуна состоит в том, что расплавленный серый чугун подвергается модифицированию и ферросилицием, и магнием. В результате такого двойного модифицирования графит в структуре высокопрочного чугуна выделяется в виде шаровых комочков ( фиг. Существенно то, что такая форма графита получается в высокопрочном чугуне непосредственно в процессе литья, тогда как для получения ее в структуре ковкого чугуна требуется длительный отжиг. Поэтому высокопрочный чугун значительно дешевле ковкого. [1]
Для получения высокопрочного чугуна с основой из тонкопластинчатого или даже сорбитообразного перлита чаще всего легируют чугун хромом и никелем, которые, как известно, способствуют образованию высокодисперсных эвтектоидов. [2]
Для получения высокопрочного чугуна с преимущественно ферритовой структурой; необходимо снижение содержания марганца до 0 4 % и фосфора до 0 1 % в исходном чугуне. [3]
Для получения высокопрочного чугуна в специальной камере в перегретый до 1400 — 1500 С жидкий серый чугун в ковше вводят 0 5 — 1 0 % Mg и 0 5 — 1 0 % ферросилиция. [4]
Существует несколько способов получения высокопрочных чугунов . [5]
В последнее время разработан метод получения нового, высокопрочного чугуна с округлым графитом. Перед разливкой жидкий чугун подвергается модифицированию магнием. В результате такого модифицирования чугун по структуре графита и по механическим свойствам превосходит не только серый, но и ковкий чугун. [6]
В последние годы церий применяют для получения высокопрочного чугуна . При производстве ковкого чугуна церий наряду со сфероидизацией графита повышает ударную вязкость. [7]
Магниевые и цериевые лигатуры разнообразного состава [19] применяют для модифицирования при получении высокопрочного чугуна с шаровидным графитом. [9]
Замена ковкого чугуна этим новым материалом дает возможность резко сократить цикл отжига, и в связи с доступностью получения высокопрочного чугуна практически в любом литейном цехе расширяется область применения отливок со свойствами, присущими ковкому чугуну. [10]
К числу наиболее прогрессивных технологических литейных процессов, разработанных и внедренных в Советском Союзе в годы первых индустриальных пятилеток, относится получение высокопрочного чугуна путем модифицирования его 75 % — ным ферросилицием и силикокальцием. Эти работы были успешно проведены на заводе Станколит Г. И. Клецкиным. [11]
В последнее время высокопрочный чугун начинают с успехом использовать для таких ответственных деталей, как коленчатые валы двигателей внутреннего сгорания, задние мосты автомобилей, зубчатые колеса, шатуны и др. Получению высокопрочного чугуна способствует применение в вагранках кислородного дутья. [12]
Модифицированный чугун с пластинчатым графитом получают обработкой жидкого, сравнительно малоуглеродистого чугуна графитизирующими присадками. Получение высокопрочного чугуна с глобулярным графитом связано с обработкой жидкого чугуна, наоборот, с повышенным содержанием углерода и кремния. [13]
Известно, что элементы, увеличивающие отбеливаемость, можно расположить в порядке возрастания эффективности их влияния следующим образом: Mn, Mo, Sn, Cr, V, S, Те. Модификаторы, используемые для получения высокопрочного чугуна с шаровидным графитом, — магний и церий увеличивают склонность к отбеливанию. [14]
Частички модификаторов, являясь дополнительными центрами кристал лизации, способствуют размельчению графитовых включений и приближению их формы к форме графита ковкого чугуна. Лучшим модификатором является магний, используемый при получении высокопрочных чугунов . [15]
Источник
Способ получения высокопрочного чугуна
Изобретение относится к металлургии и литейному производству, в частности к способам получения высокопрочного чугуна из исходного чугуна, и может быть использовано при массовом производстве отливок из высокопрочного чугуна с графитом вермикулярной и шаровидной формы. Способ включает расплавление шихты в плавильном агрегате, доводку температуры расплава до 1420-1480 o С, первичное модифицирование до появления эффекта перемодифицирования чугуна проводят лигатурой, содержащей 8-40% редкоземельных металлов, 20-60% кремния, 0,1-15% алюминия, 0,5-6% кальция, 0,1-3% магния, 0,1-2,5% меди. Вторичное модифицирование проводят лигатурой, содержащей редкоземельные металлы, магий и кремний, в количестве 0,1-1,2% от массы металла при 1300-1400 o С. Способ обеспечивает повышение стабильности процесса и снижение себестоимости за счет применения более дешевых лигатур, а также уменьшает брак отливок по несоответствию требуемой марке чугуна. 8 з.п.ф-лы, 2 табл.
Изобретение относится к литейному производству и металлургии, в частности к способам получения высокопрочного чугуна, и может быть использовано при массовом производстве отливок из высокопрочного чугуна с графитом вермикулярной и шаровидной формы.
Одним из способов получения чугунов с шаровидным и вермикулярным графитом является использование лигатуры, содержащей 30% редкоземельных металлов (РЗМ), 43% кремния, 8% алюминия. В зависимости от содержания серы количество вводимой лигатуры колеблется от 0,8 до 2,5% (см. кн. «Высокопрочные чугуны для отливок». / Под ред. д.т.н. Александрова Н.Н..- М.: Машиностроение, 1982 г., с. 193).
Когда остаточное содержание РЗМ в сплаве значительно превышает его оптимальную концентрацию, равную 0,05-0,06%, происходит эффект перемодифицирования, заключающийся в том, что металлическая матрица отливок состоит из ледебурита или же структурно-свободного цементита, а часть графита имеет звездообразную форму. Оба эти фактора не позволяют чугуну в литом состоянии иметь механические свойства, соответствующие маркам высокопрочного чугуна. Достижение требуемых свойств в таких чугунах осуществляется путем термической обработки. Для улучшения механических свойств в литом состоянии проводят вторичное модифицирование 75% ферросилицием в количестве 0,5-0,8% от массы жидкого металла. Недостатком этого процесса является перенасыщение феррита матрицы кремнием и увеличение в структуре количества графита звездообразной формы, что не позволяет производить чугун с высокими механическими свойствами.
Другим способом, устраняющим эффект модифицирования, является способ получения высокопрочного чугуна с шаровидным и вермикулярным графитом, включающий предварительное перемодифицирование расплава исходного чугуна лигатурой, содержащей 30% РЗМ, 43% кремния, 8% алюминия, остальное — железо, и вторичное модифицирование в разливочном ковше той же лигатурой (см. описания к патентам РФ N 2156810, N 2156809, МПК 7 С 22 С 37/04, опубл. 20.11.2000 г. ). Производственный технологический процесс по вышеуказанным патентам устойчив при наличии стабильного состава лигатуры с содержанием РЗМ 30-35% и кремния свыше 40%.
Выпускаемая в РФ лигатура с редкоземельными металлами на железокремниевой основе поставляется по ТУ 14-5-136-81. Согласно ТУ для марки ФС30РЗМ30 сумма РЗМ должна быть в пределах 30-40%, кремний 30-40%, алюминий для класса А 2-5%, для класса Б 5-15%, магний до 1,5%, медь до 2,5%, кальций 0,5-6%. Кроме того, в изменении N1 от 01.07.82 г. к ТУ 14-5-136-81 оговорено, что «повышение концентрации РЗМ в лигатуре всех марок выше верхнего предела и снижение концентрации кремния ниже нижнего предела не является браковочным признаком».
Предусмотренный разработчиками ТУ большой разброс по содержанию основных химических элементов создает технологические сложности при использовании этой лигатуры для производства высокопрочного чугуна, так как с уменьшением содержания кремния менее 30% лигатура плохо растворяется в расплаве, а при вторичном модифицировании в разливочном ковше, где температура жидкого чугуна 1350 o С, почти полностью всплывает и удаляется вместе со шлаком.
Задачей, решаемой настоящим изобретением, является повышение стабильности процесса получения высокопрочного чугуна с шаровидным графитом.
Техническим результатом, достигаемым при использовании изобретения, является повышение управляемости технологическим процессом, уменьшение зависимости от нестабильности состава лигатуры.
Указанный технический результат достигается тем, что в способе получения высокопрочного чугуна из исходного чугуна, включающем расплавление шихты в плавильном агрегате, доводку температуры расплава 1420-1480 o С, первоначальное модифицирование его лигатурой, содержащей редкоземельные металлы кремний, и вторичные модифицирование, первоначальное модифицирование проводят до появления эффекта перемодифицирования чугуна, вторичное модифицирование проводят лигатурой, содержащей редкоземельные металлы, магний и кремний, в количестве 0,1-1,2% от массы металла при температуре расплава 1300-1400 o С.
Первоначальное модифицирование проводят лигатурой, содержащей 8-40% редкоземельных металлов, 20-60% кремния, 0,1-15% алюминия, 0,5-6% кальция, 0,1-3% магния, 0,1-2,5% меди, в количестве 0,6-2,5% от массы расплава.
Способ реализуется следующим образом. Чугун плавили в шеститонной индукционной печи и перегревали до температуры 1450-1480 o С. Состав исходного чугуна колебался в следующих пределах: С — 3,4-3,8%; Si -1,85-2,1%; Mn — 0,5-0,8%; S — 0,06-09%; Cr — 0,09-0,22%. Состав лигатуры приведен в табл.1.
Лигатуры 1, 2, 3 были отобраны от трех различных партий поставки и, как следует из таблицы 1, имеют большой разброс по химическому составу. Поэтому для каждой партии потребовалось определить оптимальное процентное содержание ввода лигатуры в расплав при первичном модифицировании. Под оптимальным содержанием понимается такое количество лигатуры, при вводе которого происходит отбел чугуна после первичного модифицирования.
Для определения количества лигатуры барабанный раздаточный ковш емкостью 1500 кг, подвешенный на динамометрических весах, заполняли одной тонной жидкого металла; на желоб вводили 25 кг лигатуры.
Образовавшийся шлак сливали и металлом из раздаточного ковша заливали призматические образцы размером 10 1560 мм. После затвердевания металла и охлаждения образцы анализировали на излом. При получении излома, характерного для белого чугуна, в ковш доливали 100 кг металла из печи, определяли излом и повторяли операцию по доливу металла из печи в ковш до получения излома, характерного для чугуна с вермикулярным графитом.
1560 мм. После затвердевания металла и охлаждения образцы анализировали на излом. При получении излома, характерного для белого чугуна, в ковш доливали 100 кг металла из печи, определяли излом и повторяли операцию по доливу металла из печи в ковш до получения излома, характерного для чугуна с вермикулярным графитом.
Оптимальное количество вводимой при первоначальном модифицировании лигатуры данной партии поставки определяли по формуле: L=25100/G1(%), (1) где L — количество лигатуры, (маc. %); G1 — масса металла (кг) в ковше, предыдущем наступлению излома, характерного для чугуна с вермикулярным графитом.
Определив процентное оптимальное количество лигатуры, брали навеску исходя из емкости ковша 1500 кг и вводили ее на желоб печи при заполнении раздаточного ковша. Образовавшийся в ковше шлак снимали и подавали барабанный раздаточный ковш на стенд для заполнения разливочных ковшей.
Вторичное модифицирование проводили в разливочном ковше емкостью 100 кг, помещая лигатуру на дно ковша и покрывая ее чугунной стружкой. Отливали детали типа «корпус» и «серьга» весом от 700 г до 1800 г, с толщиной стенки от 4 до 40 мм и стандартные разрывные образцы диаметром 20 мм. Заливку производили в земляные формы. Температура металла при заливке форм составляла 1300-1400 o С.
Металлографические исследования проводили на деталях, механические испытания — на образцах.
В табл.2 представлены результаты экспериментальных плавок по прототипу — патент РФ 2156809 (варианты 1-5) и по предлагаемому способу (варианты 6-14). Требуемый результат по прототипу достигнут только в варианте 1, где использовалась лигатура с высоким содержанием кремния, которая хорошо растворяется в расплаве. В остальных вариантах (2-5) эффект перемодифицирования не устранен вследствие плохого растворения лигатуры в расплаве при температуре 1300-1400 o С.
При вторичном модифицировании лигатурой, содержащей РЗМ, Mg и кремний более 40%, растворяющейся при температуре 1280 o С, эффект перемодифицирования устраняется (варианты 6-14).
Использование предлагаемого способа получения высокопрочного чугуна обеспечивает повышение стабильности процесса и снижение себестоимости за счет применения для вторичного модифицирования более дешевых лигатур, а также уменьшение брака отливок по несоответствию требуемой марке чугуна.
1. Способ получения высокопрочного чугуна из исходного чугуна, включающий расплавление шихты в плавильном агрегате, доводку температуры расплава до 1420-1480 o С, первоначальное модифицирование его лигатурой, содержащей редкоземельные металлы и кремний, и вторичное модифицирование, отличающийся тем, что первоначальное модифицирование проводят до появления эффекта перемодифицирования чугуна, а вторичное модифицирование проводят лигатурой, содержащей редкоземельные металлы, магний и кремний, в количестве 0,1-1,2% от массы металла при 1300-1400 o C.
2. Способ по п. 1, отличающийся тем, что количество лигатуры, которую вводят в расплав при первоначальном модифицировании, определяют по получению чугуна с вермикулярным графитом.
3. Способ по любому из пп.1 или 2, отличающийся тем, что первоначальное модифицирование проводят лигатурой, содержащей 8-40% редкоземельных металлов, 20-60% кремния, 0,1-15% алюминия, 0,5-6% кальция, 0,1-3% магния, 0,1-2,5% меди, в количестве 0,6-2,5% от массы расплава.
4. Способ по п.1, отличающийся тем, что вторичное модифицирование проводят в литейной форме.
5. Способ по любому из пп.1, 2 или 3, отличающийся тем, что первоначальную обработку расплава лигатурой проводят на желобе плавильной печи.
6. Способ по любому из пп.1, 2 или 3, отличающийся тем, что первоначальную обработку расплава лигатурой проводят в раздаточном ковше.
7. Способ по п.1, отличающийся тем, что в качестве плавильного агрегата используют индукционную или дуговую печь.
8. Способ по любому из пп.1 или 4, отличающийся тем, что вторичное модифицирование проводят в разливочном ковше.
9. Способ по любому из пп.1 или 4, отличающийся тем, что вторичное модифицирование производят в миксере.
NF4A Восстановление действия патента СССР или патента Российской Федерации на изобретение
Дата, с которой действие патента восстановлено: 10.02.2010
Источник
Технология получения высокопрочного чугуна с шаровидным графитом
Известно, что высокопрочный чугун с шаровидным графитом (ВЧШГ) получают путем модифицирования жидкого чугуна сфероидизирующими модификаторами, содержащими магний, церий и иттрий. Чугун, подвергаемый модифицированию, должен удовлетворять ряду приведенных ниже требований, выполнение которых является задачей плавки.
Требования к жидкому чугуну.
Важнейшим требованием к химическому составу жидкого металла при получении высокопрочного чугуна с шаровидным графитом является низкое содержание серы — до 0,03%.Т1ри этом снижение содержания серы способствует уменьшению расхода дорогостоящих модификаторов.
Техническими условиями, принятыми на ВАЗе и КамАЗе, допускается содержание серы не более 0,012%. Составить шихту с таким низким содержанием серы практически невозможно, поэтому важнейшей задачей плавки является десульфурация. В связи с этим использование для плавки дуговых пеней с основной футеровкой в данном случае является оправданным, несмотря на высокое пылегазовыделение и шум.
При наведении основного шлака рекомендуется вводить известь (6 кг/т металла) для снижения избыточного количества серы на 0,001 %. Содержание в чугуне демодификаторов Pb, Bi, Sn, Sb, As, Ti, Al даже в незначительных количествах препятствует сфероидизации графита. С учетом этого требуется тщательный отбор шихтовых материалов. Не допускается использование лома неизвестного происхождения. Помимо первичных материалов и возврата используются стальные отходы кузнечно-прессового производства.
Температура чугуна при модифицировании должна быть выше, чем при модифицировании серого чугуна, 1480. 1530 °С. Это объясняется тем, что на испарение магния, введенного в расплав, требуется значительное количество теплоты (при введении каждого 1 % Mg температура чугуна снижается на 80. 90 °С).
Сфероидизирующне модификаторы.
Шаровидная форма графита в чугуне достигается использованием модификаторов, содержащих магний, церий и иттрий. Модификаторы на основе магния, в свою очередь, разделяют на металлический магний и магнийсодержащие лигатуры. Металлический магний имеет плотность в 4 раза меньшую, чем расплавленный чугун, поэтому при простом введении его в металл он всплывает и сгорает ослепительно ярким пламенем. При принудительном погружении его в расплав чугуна при температуре 1400 °С магний испаряется и давление его паров может достигать 0,7 МПа. Пары магния, выходя из расплава, вызывают интенсивное перемешивание и выбросы металла. Над поверхностью расплава пары магния сгорают. Обычно в металле остается не более 1/10 количества введенного в него магния.
Для улучшения усвоения магния расплавом используются магнийсодержащие лигатуры, магний—кремний—железо, магний-никель, магний—медь, магний—никель—медь и др. Особенно широкое распространение получили в свое время тяжелые лигатуры содержащие около 85 % никеля. Плотность такой лигатуры выше, чем жидкого чугуна, что в сочетании с относительно низким содержанием магния предопределяет ее хорошее усвоение и незначительный пироэффект.
Однако никель возвращается в шихту в составе возврата и практически не угорает в процессе плавки. Учитывая, что доля возврата при производстве ВЧШГ составляет не менее 40%, содержание никеля в металле быстро растет от плавки к плавке, если в шихте используется более 10 % возврата. Это создает организационные трудности, связанные с использованием излишков возврата чугуна, модифицированного никель-магниевой лигатурой.
Учитывая отбеливающее действие магния, производят вторичное модифицирование ферросилицием ФС75 в количестве от 0,3 до 1 % в зависимости от толщины стенки отливки.
Цериевые модификаторы. Температура кипения церия около 3450 °С, поэтому при вводе его в расплав чугуна не наблюдается выбросов металла, и, кроме того, температура расплава может быть ниже (1390. 1410 °С). Однако для равномерного распределения его необходимо принудительное перемешивание металла.
Церий, так же как и магний, является активным десульфуратором, но в отличие от магния не образует черных пятен в структуре отливок при повышенном содержании серы в исходном чугуне.
Для получения высокопрочного чугуна с шаровидным графитом церий применяется в виде многообразных лигатур, таких как ферроцерий, мишметалл, цериевый мишметалл, сиитмиш и другие, содержащие около 50 % Се.
Комплексные модификаторы, разнообразные по составу и свойствам, получили в настоящее время наибольшее распространение. Наряду с магнием, который производит сфероидизирующее действие и перемешивание, в них обычно входит кремний, предотвращающий отбел. Церий и кальций в комплексных модификаторах способствуют связыванию избытка серы.
Модификатор ФЦМ5, содержащий 5 % магния, успешно применялся при литье коленчатых валов трактора «Владимирец». В модификаторах марок ЖКМК1 . ЖКМК10 помимо железа содержатся Mg, Са, Si и редкоземельные элементы.
В настоящее время наибольшее применение имеют модификаторы ФСМг5 и ФСМг6, содержащие соответственно 5 и 6 % Mg и использующиеся как для внутриформенного, так и для ковшового модифицирования.
Сфероидизирующие модификаторы в размельченном состоянии не подлежат длительному хранению, так как входящие в них элементы легко окисляются.
Иттривые модификаторы не получили до настоящего времени промышленного применения.
Способы введения в расплав сфероидизирующих модификаторов. Из всего многообразия способов ввода в расплав сфероидизирующих модификаторов к настоящему времени получили применение лишь несколько способов, удовлетворяющих условиям техники безопасности и обеспечивающих достаточно высокий коэффициент усвоения модификатора. Способ ввода модификатора выбирают с учетом масштабов производства и стоимости применяемого оборудования.
Для целей лабораторных и исследовательских работ, а также при небольших объемах производства предпочтителен способ ввода модификатора под колокольчиком в ковше с металлической крышкой (рис.1, а).
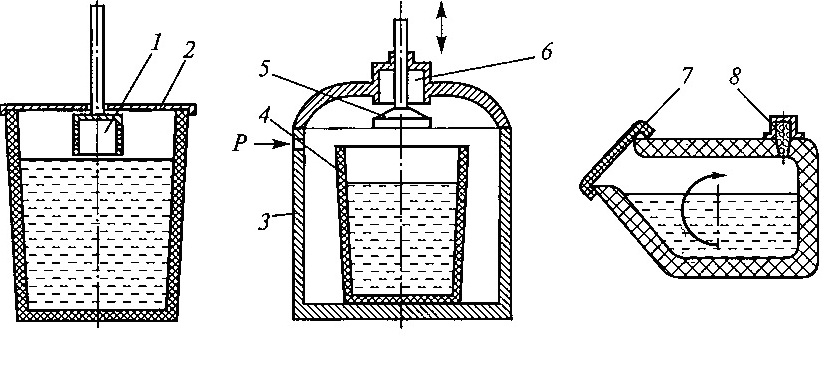
Рис. 1. Способы ввода в расплав сфероидизирующих модификаторов: а — под колокольчиком; б — в автоклаве; в — в герметизированном ковше-конвертере; 1 — колокольчик; 2 — крышка; 3 — корпус автоклава; 4 — ковш с металлом; 5— мешалка; 6— полость для модификатора; 7— крышка ковша; 8 — модификатор
В шамотографитовый или стальной колокольчик 1 с отверстиями в боковых стенках закладывают бумажный пакет с навеской модификатора. Пакет закрепляют в колокольчике вязальной проволокой. Крышку 2 надевают на штангу колокольчика и устанавливают на ковш. Колокольчик опускают в глубь металла.
При использовании тяжелой никель-магниевой лигатуры широко используется ввод ее под струю в разливочный ковш.
При использовании в качестве модификатора металлического магния наилучшие результаты дает применение автоклава (рис.1, б). В стальной корпус автоклава 3 при снятой крышке устанавливают ковш с металлом 4. В полость 6 крышки закладывают навеску магния и закрывают ее мешалкой 5. Крышку устанавливают на корпус автоклава, стык между ними герметизирован. Между крышкой и штоком мешалки также имеется уплотняющая манжета. После подачи воздуха в автоклав под давлением Ρ пневматический цилиндр опускает мешалку вниз, при этом модификатор падает в металл, который перемешивается в процессе возвратно-поступательного движения мешалки.
Широкое распространение получили также герметизированные Ковши, принцип действия которых показан на рис. 1, в. В боковую полость ковша закладывают навеску модификатора 8. После заливки металла ковш закрывают крышкой и поворачивают в вертикальное положение.
Установлено, что минимальное количество остаточного магния, необходимое для получения шаровидной формы графита в чугуне в любом сечении отливки, должно быть не менее 0,03 %. С учетом коэффициента усвоения модификатора количество магния, вводимого с модификатором, должно быть около 0,4 %. При использовании комплексных сфероидизирующих модификаторов суммарное содержание в них магния, кальция и редкоземельных элементов должно быть эквивалентно указанному выше содержанию магния.
Расход модификатора зависит от его состава, способа ввода в металл, содержания в металле серы, температуры металла и других факторов и составляет от 0,15 % для металлического магния, вводимого в автоклаве, до 2,5 % для лигатур при добавлении их в ковш. Необходимое и достаточное количество вводимого модификатора уточняется только опытным путем.
Источник:
Трухов А.П., Маляров А.И. Литейные сплавы и плавка. М. Академия, 2004.
Источник



