
- Способ получения сварочного пламя
- Сварочное пламя
- Сообщение об ошибке
- Сварочное пламя. Виды сварочного пламени
- Структура сварочного пламени
- Нормальный (восстановительный) вид сварочного пламени
- Окислительный вид сварочного пламени
- Науглероживающий вид сварочного пламени
- Характеристики сварочного пламени
- Регулировка сварочного пламени
Способ получения сварочного пламя




Вопрос 1. Сварочное пламя (способы получения, виды, основные характеристики, строение).
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя при резке нагревает основной металл до температуры его горения.
Наибольшее применение при газовой сварке и резке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы — заменители ацетилена: пропан — бутан, метан, природный и городской газы.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет ярко различимые зоны:
• ядро;
• восстановительную зону;
• факел.
Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения.
Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси — его длину.
Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от вида пламени и достигает 20 мм. Этой зоной пламени выполняют сварку. Она имеет наиболее высокую температуру — 3140ºС в точке, отстающей на 3-6 мм от конца ядра.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл.
Изменяя состав горючей смеси, сварщик или газорезчик тем самым изменяет основные параметры сварочного пламени.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени (рис. 26):
• нормальное (на один объем ацетилена подают несколько больше — от 1,1 до 1,3 объема кислорода);
• окислительное (получают при избытке кислорода, на один объем ацетилена более 1,3 объема кислорода);
• науглероживающее (получают при избытке ацетилена, когда на один объем ацетилена подается 0,95 и менее объема кислорода).
Вопрос 2. Технология и техника выполнения швов в нижнем положении.
Нижние швы являются наиболее удобными для сварки, так как в этом случае капли электродного металла под действием собственного веса легко переходят в сварочную ванну, и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении шва более удобно.
Стыковые швы применяют для получения стыковых соединений.
При выполнении стыковых швов сварку ведут в четырех направлениях: слева направо, справа налево, на себя, от себя.
Наклон электрода 15-25° от вертикали.
Угловые швы применяют для получения угловых, тавровых и нахлесточных соединений.
Сварка угловых швов может производиться наклонным электродом и в «лодочку».
При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. На вертикальной же полке возможно образование подрезов.
Поэтому сварку таких швов начинают, зажигая дугу на нижней плоскости в точке А, отступив от границы катета 3-4 мм. Затем дугу перемещают к вершине шва, задерживают для лучшего провара корня шва, поднимают вверх, проваривая вертикальную полку (рис. 27).
Электрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости.
При сварке угловым швом в «лодочку» (рис. 28) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла.
3. Задача. Объясните назначение покрытия на плавящихся электродах.
1. Защита расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.
2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.
3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.
4. Легирование металла шва.
Источник
Сварочное пламя
Сообщение об ошибке
Сварочное пламя
Сварочное пламя образуется в результате сгорания горючих газов или паров горючих жидкостей в смеси с техническим кислородом. При этом пламя имеет сложную структуру и строение, которое показано на рис.1. Качество газовой сварки во многом зависит от правильности регулировки пламени, которое сварщик выставляет «на глаз» по форме и цвету. Поэтому очень важно знать строение и структуру пламени газовой горелки, чтобы учитывать это в повседневной работе. Форму, цвет и структуру пламени горелки меняют соотношением ацетилена и кислорода, подаваемых в зону горения. В качестве примера рассмотрим ацетилено-кислородное пламя.
Ядро пламени имеет форму цилиндра с заостренным концом, вокруг которого расположена ярко светящаяся оболочка. Длина ядра пламени регулируется скоростью подачи газовой смеси и ее качественным составом. Диаметр ядра зависит от размеров мундштука и расхода горючей смеси.
Строение пламени меняется при изменении соотношения смеси и может быть: нормальным, науглероженным и окислительным (рис.2).
Нормальное пламя получается, когда на один объем горючего газа подается один объем кислорода. Если в качестве горючего газа принят ацетилен, то процесс его нормального сгорания можно записать в следующем виде: С 2 Н 2 +О 2 = 2СО+ Н 2 .



Рис. 1. Составляющие ацетилено-кислородного пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел пламени
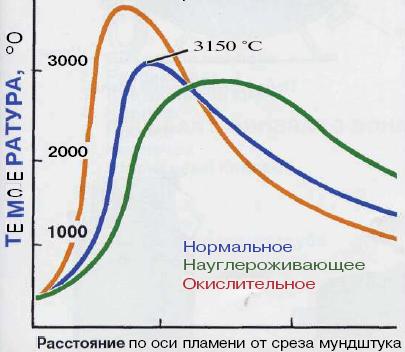
Рис. 2. Разновидности ацетилено-кислородного пламени и зависимость температуры от вида пламени : А — нормальное; Б — науглераживающее; В — окислительное
При этом продукты неполного сгорания догорают за счет кислорода, присутствующего в атмосферном воздухе, по следующей реакции: 2СО +Н2 + 1,5О2 = 2С02 + Н2О. Так как абсолютно чистых веществ в природе не бывает и кислород содержит в себе некоторое количество примесей, то нормальное пламя получается при некотором его повышенном значении, то есть при соотношении ацетилена и кислорода, равном 1,1 -1,2. Ядро нормального пламени светлое со слегка затемненной восстановительной зоной и факелом. По форме ядро пламени напоминает цилиндр с четкими очертаниями и закругленным концом. Диаметр цилиндра зависит от размера мундштука сварочной горелки, а длина — определяется скоростью истечения газовой смеси. Вокруг ядра пламени размещается светлая оболочка, в которой происходит сгорание раскаленных частиц углерода. При высокой скорости подачи газа пламя способствует сгоранию металла и выдуванию его из сварочной ванны. Малая скорость подачи газов чревата обратными ударами и хлопками.
Восстановительная зона пламени имеет более темный цвет и располагается в пространстве в пределах 20 мм от конца ядра. Температура пламени в этой зоне может достигать 3150°С (при сгорании ацетилена). Размер восстановительной зоны зависит от номера сварочного мундштука. При помощи этой зоны пламени нагревают метал, плавят его и ведут сварку. Остальная часть пламени, расположенная за восстановительной зоной, состоящая из углекислого газа, паров воды и азота, имеет значительно меньшую температуру.
Науглероженное пламя получается, когда соотношение ацетилена и кислорода превышает указанное соотношение, то есть становится больше значения 1,1. Теоретически науглероженное пламя получается, когда в горелку подается 0,95 объема кислорода и менее. В этом случае ядро пламени увеличивается в объеме и теряет свои очертания. Недостаток кислорода в таком пламени приводит к неполному его сгоранию, и оно начинает коптить. Избыток ацетилена в науглероженном пламени приводит к его разложению на углерод и водород. Углерод из пламени переходит в металл, науглераживая его. Обычно науглероженное пламя применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и при наплавке твердых сплавов.
Восстановительная зона науглероженного пламени светлая и практически сливается с ядром. Температура такого пламени ниже, поэтому работать с ним более тяжело. Для перевода пламени в нормальное состояние увеличивают подачу кислорода или снижают подачу ацетилена.
Окислительное пламя получается при недостатке ацетилена, то есть соотношение ацетилен: кислород становится меньше 1,1. Практически окислительное пламя получается при объеме кислорода, превышающем в 1,3 объем ацетилена. Ядро такого пламени укорачивается и заостряется, а его края становятся расплывчатыми, цвет бледнеет. Температура такого пламени выше температуры нормального. Избыточный кислород окисляет железо и примеси, находящиеся в стали, что в конечном итоге приводит к хрупкости сварочного шва, пористости его структуры, обедненной марганцем и кремнием. Поэтому при сварке сталей окислительным пламенем пользуются присадочной проволокой с повышенным содержанием этих элементов, являющихся раскислителями. Самая высокая температура нормального пламени достигается в восстановительной зоне. Окислительное пламя можно применять при сварке латуни и пайке твердым припоем.
Примерный химический состав нормального ацетилено-кислородного пламени приведен в таблице 1. Нужно отметить, что ацетилено-кислородная смесь дает самую высокую температуру пламени. Изменение горючих газов несколько снижает температуру пламени и распределение ее по объему. Графическая зависимость изменения температур метан-кислородного и пропан-бутан-кислородного пламени представлена на рис.3.
Таблица 1. Химический состав нормального ацетилено-кислородного пламени
Часть пламени
Содержание по объему %
СО
Н 2
CО 2
Источник
Сварочное пламя. Виды сварочного пламени
 Сварочное пламя получается при сгорании смеси горючих газов (или паров горючих жидкостей) и кислорода в мундштуке сварочной горелки. В зависимости от того, какой газ для газовой сварки применяют и от того, в каком соотношении с кислородом он сгорает, различают три вида сварочного пламени: нормальное (или восстановительное), окислительное, науглероживающее.
Сварочное пламя получается при сгорании смеси горючих газов (или паров горючих жидкостей) и кислорода в мундштуке сварочной горелки. В зависимости от того, какой газ для газовой сварки применяют и от того, в каком соотношении с кислородом он сгорает, различают три вида сварочного пламени: нормальное (или восстановительное), окислительное, науглероживающее.
Структура сварочного пламени
.jpg) На рисунке показана структура сварочного пламени, которое состоит из трёх зон: ядра пламени (поз.1), восстановительной зоны (поз.2) и окислительной зоны (поз.3).
На рисунке показана структура сварочного пламени, которое состоит из трёх зон: ядра пламени (поз.1), восстановительной зоны (поз.2) и окислительной зоны (поз.3).
Ядро пламени состоит из раскалённого кислорода и продуктов распада ацетилена. Ядро имеет достаточно чёткий контур и очень яркое свечение. Длина ядра может быть различной, в зависимости от давления и скорости подачи горючей смеси. Чем больше давление и скорость подачи газа, тем больше длина ядра. Горение газов начинается на внешней стороне ядра и продолжается в восстановительной зоне.
Во второй, восстановительной зоне ацетилен проходит первую стадию сгорания в кислороде, поступающего из кислородного газосварочного баллона. Сгорание происходит по реакции:
При этом сгорание углерода происходит не полностью, а водород в этой зоне не сгорает. Восстановительная зона имеет самую высокую температуру (3000-3200°C) на расстоянии 3-5мм от конца ядра и обладает восстановительными свойствами. Этой частью пламени производят газовую сварку, нагревая и расплавляя металл. При сварке частицы угарного газа и водорода восстанавливают металлы из их окислов. Поэтому вторая зона и получила название восстановительной зоной, а также сварочной или рабочей.
В третьей зоне, факеле, происходит окончательное сгорание ацетилена (точнее, продуктов его распада — угарного газа и водорода) в кислороде из окружающего воздуха по реакции:
Углекислый газ и вода при высоких температурах взаимодействуют со свариваемым металлом, окисляя его. Из-за этого зона факела получила название окислительной зоны.
Для полного сгорания одного объёма ацетилена необходимо два с половиной объёма кислорода. Один объём кислорода поступает из кислородного баллона в горелку, где смешивается с ацетиленом. Ещё полтора объёма кислорода поступает из окружающего воздуха.
Нормальный (восстановительный) вид сварочного пламени
Нормальным считается сварочное пламя, при сгорании ацетилена в кислороде в соотношении О2/С2Н2=1. Но на практике кислород подаётся с примесями, не чистый. Поэтому, нормальным получается пламя, при соотношении кислорода и ацетилена в пределах 1-1,3. Такой вид пламени положительно влияет на раскисление расплавленного металла и достижение высокого качества сварки.
Сварка большинства металлов и сплавов выполняется нормальным пламенем, особенно часто при сварке низкоуглеродистых сталей. При газовой сварке алюминия применяют нормальное сварочное пламя с небольшим избытком ацетилена.
Окислительный вид сварочного пламени
Окислительное сварочное пламя получается при избытке кислорода. Т.е. когда соотношение кислорода к ацетилену больше чем 1,3. Ядро окислительного пламени короче, чем у восстановительного. У него более резкий контур и оно менее яркое. Восстановительная зона и факел также короче по длине, чем у нормального пламени.
Температура окислительного пламени немного выше, чем у нормального. Такой вид пламени не подходит для сварки сталей, т.к. избыток кислорода способствует окислению металла, в результате чего образуются множественные дефекты в сварном шве в виде пор. Сам шов получается хрупким. Окислительное пламя часто используют при сварке латуни.
Науглероживающий вид сварочного пламени
Если в сварочной горелке соотношение кислорода к ацетилену меньше 1, формируется науглероживающее сварочное пламя. Ядро такого пламени не имеет резкого контура, а вершина ядра окрашивается в зелёный цвет, который свидетельствует об избыточном количестве ацетилена.
Восстановительная зона в таком пламени светлее, чем в нормальном пламени, а факел имеет жёлтую окраску. Не видно чёткой границы между зонами. Излишки ацетилена распадаются на углерод и водород. Углерод легко переходит в сварочную ванну, поэтому, науглероживающее пламя используют, если есть необходимость науглероживания металла сварного шва или для восполнения углерода, если при сварке происходит его угар. Такое пламя хорошо подходит для газовой сварки чугуна.
Характеристики сварочного пламени
К тепловым характеристикам сварочного пламени относятся температура, эффективная тепловая мощность, зона распределения нагрева свариваемого металла. Эти показатели определяются от того, какой газ используется при сварке, от чистоты подаваемого кислорода и от соотношения объема кислорода к объёму горючего газа в горелке.
Температура газового пламени различна в разных зонах. Максимума она достигает в конце первой зоны (ядра), 3200°C для ацетилена. Эффективной тепловой мощностью сварочного пламени называется количество теплоты, которое пламя способно передать металлу в единицу времени. Этот показатель повышается, если возрастает расход газа.
Тепловая мощность — важная характеристика пламени, измеряемая в л/ч. Кроме тепловой мощности есть мощность удельная. Удельная тепловая мощность это расход горючего газа (в л/ч), приходящийся на миллиметр свариваемого металла. Необходимая мощность сварочного пламени определяется, исходя из теплопроводности свариваемого металла и его толщины. При сварке низколегированных сталей, углеродистых сталей, сварки чугуна, алюминия, а также при сварке медных сплавов удельная мощность составляет 100-120л/ч. При сварке меди удельная мощность выше из-за её теплопроводности и составляет 150-200л/ч.
У газосварочного пламени довольно большая область нагрева свариваемого металла. Тепловой поток при газовой сварке рассредоточен. Наибольший поток тепла получается по центру пламени и он, примерно, в 10 раз меньше, чем у электрической сварочной дуги при их одинаковой тепловой мощности. Поэтому, при газовой сварке нагрев металла происходит медленнее, чем при ручной дуговой сварке.
Регулировка сварочного пламени
Для регулировки сварочного пламени большое значение имеет выбор давления кислорода. Давление кислорода необходимо подбирать в соответствии номеру наконечника, руководствуясь паспортом на сварочную горелку. Если выбрано слишком большое давление, газовая смесь вытекает очень быстро и пламя отрывается от мундштука. При этом пламя начинает выдувать и разбрызгивать жидкий металл за пределы сварочной ванны.
При давлении кислорода ниже требуемого, скорость подачи газовой смеси падает, сварочное пламя становится короче и возникает опасность возникновения обратного удара, который может привести к взрыву ацетиленового генератора, если газосварочный пост не оборудован водяным предохранительным затвором.
Из короткого окислительного пламени можно получить нормальное. Для этого необходимо медленно и постепенно увеличивать подачу ацетилена до появления яркого пламени и чёткого его ядра.
Из науглероживающего пламени можно получить нормальное, если постепенно перекрывать подачу ацетилена то тех пор, пока не исчезнет зеленоватый цвет пламени на вершине ядра.
Источник



