
- Способ изготовления проволоки малого диаметра из дисперсионно-твердеющих жаропрочных никель-хромовых сплавов
- Волочение проволоки: технология и оборудование — волочильные станы и станки
- Основные этапы
- Особенности процедуры
- На каком оборудовании выполняется волочение металлов
- Подготовка металлических заготовок
- Волочение медной проволоки
Способ изготовления проволоки малого диаметра из дисперсионно-твердеющих жаропрочных никель-хромовых сплавов
Изобретение может найти применение в производстве проволоки из высоколегированных жаропрочных дисперсионно-трердеющих сплавов на никель-хромовой основе, используемой для изготовления деталей типа пружин, упругих подвесов сложной конструкции и т.д. Сущность способа состоит в следующем: проводится волочение сплава в несколько переходоб — на первом со степенями обжатия 25-30%, на втором 35-40% и на последующих 50-70% Между переходами проводятся промежуточные обжиги при 450-1200°С с получением на проволоке слоя окиси хрома не более 10 мкм. Обжиги проводят путем электромонтажного нагрева с наложением растягивающих продольных напряжений. 2 з.п, ф-лы, 2 табл. СО
РЕСПУБЛИК (19) (11) (51)5 С 22 F 1/10
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ. (21) 4841891/02 (22) 25,06,90 (46) 15.07,92, Бюл. ¹ 26 (71) Институт металлофизики АН УССР (72) В .И. Латышева, С.П. Ошкадеров. В.А. Рафаловский, Л.Ф, Фурсенко, Н.Ф. Черненко. и А,В. Бильченко (53) 621,785,79(088.8) (56) Авторское свидетельство СССР
¹ 247987, кл. С 21 0 9/52, 1968. Авторское свидетельство СССР
N 370251, кл. С 21 D 9/52, 1973. (54) СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ МАЛОГО ДИАМЕТРА ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ
ДИ СП Е Р СИОН Н О-ТВЕРДЕЮЩИХ СПЛАВОВ hA ОСНОВЕ НИКЕЛЯ
Изобретение относится к металлургии, в частности к производству проволоки из высоколегированных жаропрочных дисперсионно-твердеющих сплавов на.никель-хромовой основе, используемой для изготовления деталей типа пружин, упругих подвесов сложной конфигурации и т,д.
Известен способ изготовления пружинной проволоки из дисперсионно-твердеющих сплавов, включающий подготовку поверхности к волочению, волочение и термообработку, где с целью предотвращения трещинообразования проволоку перед термической обработкой подвергают обкатке.
Известен способ закалки проволоки из дисперсионно-твердеющих сталей и сплавов, где с целью предотвращения трещинообразования за счет процесса дисперсионного твердения нагрев под закалку (57) Изобретение может найти применение в производстве проволоки из высоколегированных жаропрочных дисперсионно-твердеющих сплавов на никель-хромовой основе, используемой для изготовления деталей типа пружин, упругих подвесов сложной конструкции и т.д, Сущность способа состоит в следу1ощем: проводится волочение сплава в несколько переходов — на первом со степенями обжатия 25 — 30%, на втором 35 — 40% и на последующих 50-70%.
Между переходами проводятся промежуточные обжиги при 450 — 1200 С с получением на проволоке слоя окиси хрома не более
10 мкм. Обжиги проводят путем электромонтажного нагрева с наложением растягивающих продольных напряжений. 2 з.п, ф-лы, 2 табл. производится со скоростью, предотвращающей протекание процесса дисперсионного твердения, причем проволоку из сплавов
ЭП533 и ЭП356 нагревают со скоростью не менее 500 С/мин до 1050-1150 С, Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ производства проволоки из дисперсионно-твердеющих сплавов, включан)щий подготовку поверхности, волочение, шлифование и термическую обработку, Этим способом можно получить проволоку малых диаметров, Однако он имеет ряд существенных недостатков.
Проволока, полученная этим способом, обладает низким качеством из-за того, что сама сперация шли )>овки приводит к поверхностному наклепу изделия, при этом в ма1747534
3 териале возникают достаточно большие остаточные напряжения, Например, для жаропрочного сплава ЭИ437Б они составляют 50—
80 кгс/мм, что существенно ухудшает пластические характеристики материала, а в некоторых случаях может привести и к появлению на поверхности мелких трещин.
Кроме того, шлифовка не воздействует на остаточные напряжения, возникающие в материале за счет дисперсионного твердения при термообработке проволоки, кото. рые самостоятельно приводят к появлению трещин на поверхности.
10 локи при отжиге тончайший подслой из окиси хрома.
В предлагаемом способе в отличие от прототипа, где предлагались меры по устранению одного вида остаточных напряжений, предлагается комплекс мер не только по одновременному снижению уровня внутренних напряжений обоих видов, что предотвращает трещинообразование, но и предложен оптимальный вариант процесса передела сплавов, разработанный на основании проведенных экспериментальных-исследо ваний, Пример, Предлагаемым способом была изготовлена проволока ф1,6 мм из
Недостатком этого способа является также и то, что в результате производства проволоки теряется в виде отходов большое количество дорогостоящего и дефицитного высоконикелевого сплава, Для того, чтобы получить проволоку диаметром, например, 1 мм из катанки заводской поставки (ф14,0 мм) необходимо многократно на всех промежуточных размерах повторить операцию шлифовки наряду с операциями термообработки, подготовки поверхности к волочению и волочения. При этом; даже при полном отсутствии брака по трещинам потери в весс заготовки составят не менее 807О.
К недостаткам этого способа относится также и большая продолжительность процесса за счет введения дополнительной операции шлифовки на всех промежуточных размерах, не говоря уже о трудностях шлифовки наклепанного материала и высокой стоимо:ти этой операции (электроэнергия, станочный парк, вспомогательные материалы, человеческие ресурсы и т.д,).
Цель изобретения -улучшение качества проволоки за счет предотвращения трещинообразования, увеличения прочностных свойств и повышение производительности процесса.
Поставленная цель достигается тем, что в известном способе, включающем волочение в несколько переходов с подготовкой поверхности перед каждым переходом и промежуточными термообработками, термообработку проводят путем отжлга при
1150-1200 C = получением н», поверхности слоя окиси хрома:«e более 10 мкм, в процессе отжига осуществляют наложение продольных растягивжющих напряжений, не превышающлх предел про-.орциональности, причем первый переход аолочения ведут с суммарными обжатиями 25-3ОЯ,, в-Topoi 35 — 40% а последующие 50-70%
П р и 3 TO. 4 OT® l4 l проводят rl gT P M K O H TB Kт гого электронагрева, а смазку наносят на сформировавшийся на поверх, «-.сти прово20 жаропрочного сплава марки ЭИ 828-ВД, имеющего следующий состав, %: С 0,07; Si
0,4; Мп 0,4; Сг 9,0 — 10,0; Al 4,1 — 4,6; VV 4,5 — 5,5;
Мо 8,0 — 10; В 0,01; Се 0,01; никель осталь- . ное, I
Для сравнения проволока из этого сплава ф1,6 мм была изготовлена по известному способу, Использовалась катанка поставки завода «Электросталь» ф14,0 мм; длиной
25 1,65 м; массой 2,16 кг.
Схема изготовления проволоки ф1,6 мм по известному способу: 14,0 Ш 13,8(T, П, В) —
20 о 12 7Ш 125ю / .11 2Ш11 0 &98Ш9,62 0
-» 8,5Ш83 -74Ш7,2 о 6,6Ш6,4 о
30 5,7 Ш 5 5 — 4 9 Ш 4 7 2 0о 4 2 Ш 4 0 2 0 — 356 Ш 336 3,18 Ш 29820/ 2,66 LU 2,4620 /
2,2 LU2,,0 1,8 LU1,,6 (где LLI — шлифовка, Т вЂ” термообработка, П вЂ” подготовка поверхности к волочению, суммарное обжатие
35 в пределах одного цикла указана цифрой над стрелкой, операции Т, П, В повторяются после каждого цикла), Схема изготовления проволокиф1,6 мм по предлагаемому способу; 14,0 (П В) — Ь
40 0 11 7(Т/H ll, B)40% 9 0 0% 6 4 1 4 560% . . 2,85 — .1,6 (где Т/Н вЂ” термообработка с наложением продольных растягивающих напряжений с образованием подслоя из окиси хрома, операции Т/Н, П, В повторя45 ются после каждого цикла), Величина груза Р в зависимости от диаметра проволоки при продольном растягивающем напряжении 50 МПа приведена в табл. 1.
50 Для проволоки из сплава ЭИ 828-ВД экспериментально определен предел пропорциональности стандартным методом испытания на разрыв при 1150 С с записью термограммы растяжения. Он составляет
55 100 МПа, На практике величина продольных растягивающих растяжений составляла 4070 МПа.
Примеры на граничные значения для предлагаемого способа представлены в. табл. 2, Там же приведены данные по выхо1747534
Источник
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
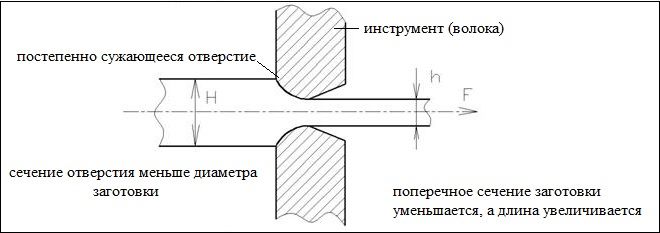
Принцип волочения металла
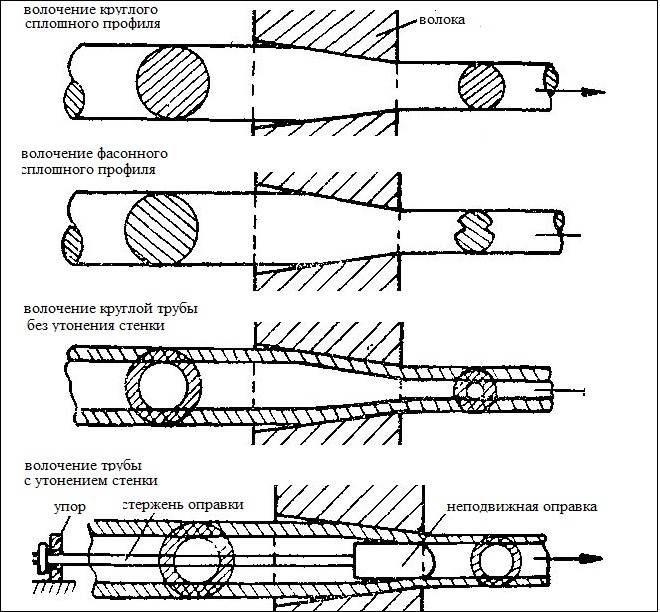
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
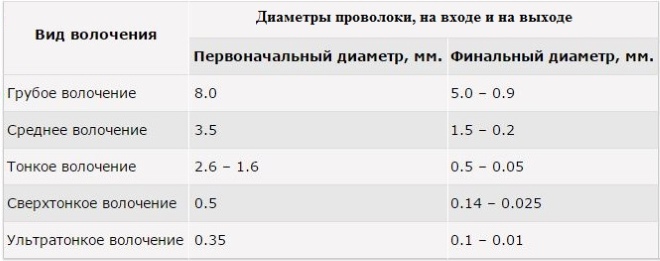
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
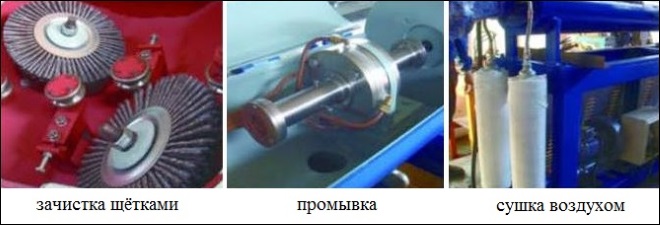
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.
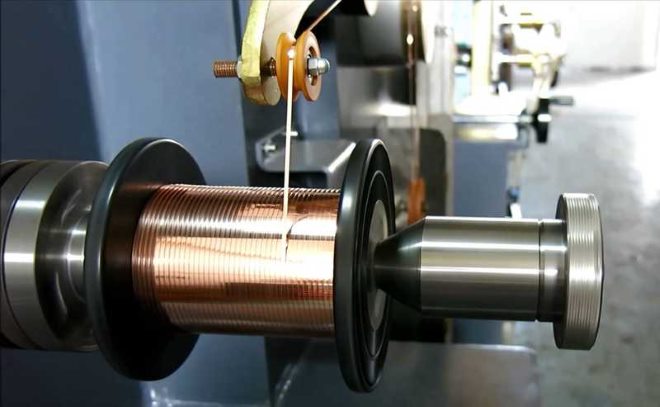
Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Источник



