
- Электронный учебник
- Содержание
- Глава 3. Лекарственные формы в желатиновых капсулах
- 3.6. Автоматы для наполнения капсул
- Методы инкапсулирования
- VI Международная студенческая научная конференция Студенческий научный форум — 2014
- СОВРЕМЕННОЕ ПОЛУЧЕНИЕ И УПАКОВКА ТВЕРДЫХ ЖЕЛАТИНОВЫХ КАПСУЛ И СОСТАВЛЕНИЕ ПРОМЫШЛЕННОГО РЕГЛАМЕНТА НА ПРОИЗВОДСТВО ТВЕРДЫХ ЖЕЛАТИНОВЫХ КАПСУЛ «ОМЕПРАЗОЛ» 20,0 N. 30 320 УПАКОВОК (КР = 1,095)
Электронный учебник

Содержание
Глава 3. Лекарственные формы в желатиновых капсулах
3.6. Автоматы для наполнения капсул
Наполнение мягких Желатин – продукт частичного гидролиза коллагена – распространенного в природе вещества белковой природы, образующего главную составную часть соединительной ткани позвоночных (прежде всего в коже, костях, сухожилиях, рогах, копытах). В основе его молекулы лежит полипептидная цепь, образуемая 19 аминокислотами, основными из которых являются глицин (до 30%), а также аланин, пролин, гидроксипролин, глутамин.
Коллаген костей и шкур подвергают мацерации и очистке кислотами или щелочами, которые расщепляют его гидролитически на практически неразветвленные аминокислотные цепочки различной длины, то есть желатин. В зависимости от длины цепи, желатин имеет молекулярную массу от 40 000 до 100 000. Применяющийся способ разложения определяет природу конечного продукта, обозначаемого как желатин А (кислотный) или желатин В (щелочной). Эти типы отличаются между собой по некоторым физико-химическим показателям.
В производстве фармацевтических капсул используют смеси желатинов А и В. Смесь позволяет получить массы для изготовления оболочек капсул с наиболее оптимальными реологическими характеристиками (в частности по показателям прочности, вязкости, рН, содержанию железа и др.)»>желатиновых Капсула (от лат. capsula – футляр или оболочка) – дозированная лекарственная форма, представляющая собой лекарственный препарат, заключенный в оболочку, основным компонентом которой является, как правило, желатин (согласно определению общей статьи «Капсулы» Национальной фармакопеи Украины)»>капсул происходит с помощью поршневых вакуумных автоматов, отличающихся большой точностью дозировки (±2-3%) и высокой производительностью (фото  ).
).
Установлено, что утрамбованные порошки в Капсула (от лат. capsula – футляр или оболочка) – дозированная лекарственная форма, представляющая собой лекарственный препарат, заключенный в оболочку, основным компонентом которой является, как правило, желатин (согласно определению общей статьи «Капсулы» Национальной фармакопеи Украины)»>капсулах распадаются в два раза дольше, чем свободно заполненные, но разница становится незначительной, при введении дезинтегрантов – веществ, способствующих деагрегации инкапсулированной порошковой массы. В этом качестве применяют аэросил, карбонат кальция, тальк.
Методы инкапсулирования
Рис. 3.9. Принципиальная схема метода наполнения вдавливанием
Поршневые методы дозирования. Методы основаны на объемном дозировании при использовании дозировочных блоков различной конструкции.
Рис. 3.11. Наполнение поршневым скользящим методом
Рис. 4.12. Принцип работы наполняющего блока при поршневом дозирующем методе. Объяснение в тексте
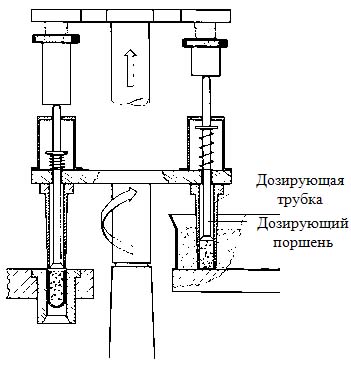
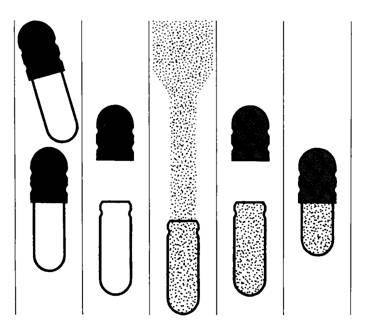
Рис. 4.13. Принцип действия трубочного дозировочного наполнения
Рис. 4.14. Наполнение методом двойного скольжения
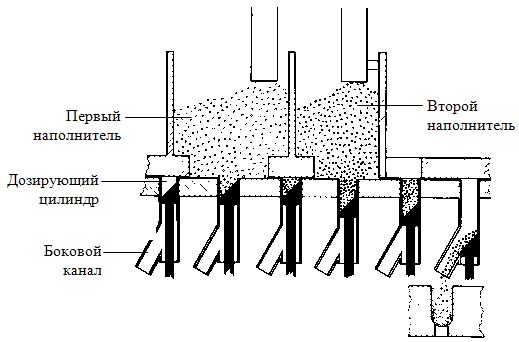
Рис. 4.15. Принцип работы дозирующего устройства. Объяснение в тексте
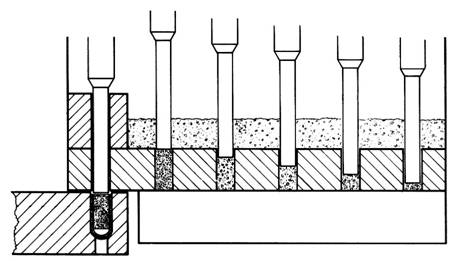
Рис. 4.16. Принципиальная схема метода дозировочных трубок. Объяснение в тексте
Метод наполнения Капсула (от лат. capsula – футляр или оболочка) – дозированная лекарственная форма, представляющая собой лекарственный препарат, заключенный в оболочку, основным компонентом которой является, как правило, желатин (согласно определению общей статьи «Капсулы» Национальной фармакопеи Украины)»>капсул твердыми формами(метод формирования катков). Особенностью данного метода являются Наполнители – вещества, добавляемые к основному составу для изменения свойств или (и) удешевлению материала (крахмал, глюкоза, сахароза, лактоза (молочный сахар) магния карбонат основной и др.)»>наполнители, которые могут быть представлены Таблетки (лат. Tabulettae) – твердая дозированная лекарственная форма, получаемая прессованием (реже – формованием) порошков и гранул, содержащих одно или более лекарственных веществ с добавлением или без вспомогательных веществ»>таблетками, ядрами, Таблетки (лат. Tabulettae) – твердая дозированная лекарственная форма, получаемая прессованием (реже – формованием) порошков и гранул, содержащих одно или более лекарственных веществ с добавлением или без вспомогательных веществ»>таблетками с оболочками, драже, Капсула (от лат. capsula – футляр или оболочка) – дозированная лекарственная форма, представляющая собой лекарственный препарат, заключенный в оболочку, основным компонентом которой является, как правило, желатин (согласно определению общей статьи «Капсулы» Национальной фармакопеи Украины)»>капсулами строго определенных размеров. 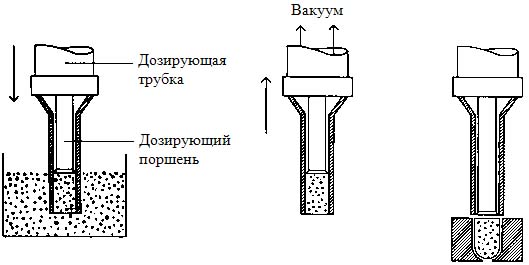
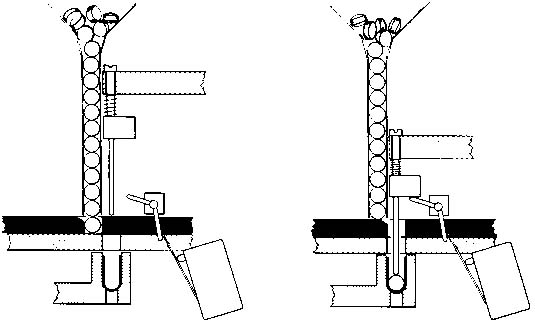
Рис. 4.17. Принцип работы дозировочного метода формирования катков
Источник
VI Международная студенческая научная конференция Студенческий научный форум — 2014








СОВРЕМЕННОЕ ПОЛУЧЕНИЕ И УПАКОВКА ТВЕРДЫХ ЖЕЛАТИНОВЫХ КАПСУЛ И СОСТАВЛЕНИЕ ПРОМЫШЛЕННОГО РЕГЛАМЕНТА НА ПРОИЗВОДСТВО ТВЕРДЫХ ЖЕЛАТИНОВЫХ КАПСУЛ «ОМЕПРАЗОЛ» 20,0 N. 30 320 УПАКОВОК (КР = 1,095)
ВВЕДЕНИЕ
В медицинской практике достаточно широко применяют такую лекарственную форму, как капсулы. Капсулы (от лат. сapsula – футляр или оболочка) – это дозированная лекарственная форма, состоящая из твердой или мягкой желатиновой или полимерной оболочки, содержащей одно или несколько активных действующих веществ с добавлением или без добавления вспомогательных веществ. Капсулы бывают:
Мягкие – цельные капсулы различной формы с жидкими или пастообразными веществами.
Твердые – капсулы цилиндрической формы с полусферическими концами, состоящие из двух частей, которые входят одна в другую, не образуя зазоров.
Микрокапсулы – капсулы, состоящие из тонкой оболочки из полимерного или другого материала, шарообразной или неправильной формы, размером от 1 до 2000мкм.
Капсулы кишечно – растворимые, обеспечивающие высвобождение лекарственных средств в кишечном соке.
Капсулы желудочно – растворимые, обеспечивающие высвобождение лекарственных средств в желудочном соке.
За последние годы эта лекарственная форма получила широкое распространение, что объясняется рядом ее преимуществ:
Лекарственные вещества защищены от воздействия света, воздуха, влаги.
Исключается неприятный вкус и запах.
Имеют хороший внешний вид.
Легко проглатываются, способны быстро набухать, растворяться и всасываться в определенном отделе желудочно – кишечного тракта.
Характеризуются высокой биологической доступностью.
Производство их полностью механизировано или автоматизировано [5,8,16].
Все выше изложенное еще раз подтверждает актуальность выбранной темы.
Целью курсовой работы является подробный анализ производства твердых желатиновых капсул, используемого оборудования и современных видов упаковки капсул с обоснованием технологического регламента препарата «Омепрозол».
Для реализации поставленной цели необходимо решить следующие задачи:
Проанализировать современные методы получения твердых желатиновых капсул.
Рассмотреть современное оборудование, применяемое для производства капсул.
Провести сравнительную характеристику видам упаковки, используемым в настоящее время для твердых желатиновых капсул.
Составить регламент на производство лекарственной формы «Омепразол» 20,0 в количестве 320 упаковок.
Сделать выводы о рентабельности данного производства с учетом предоставленных данных.
ГЛАВА1 СОВРЕМЕННОЕ ПОЛУЧЕНИЕ И УПАКОВКА ТВЕРДЫХ ЖЕЛАТИНОВЫХ КАПСУЛ (ЛИТЕРАТУРНЫЙ ОБЗОР)
1.1 Характеристика и получение желатина
Как уже отмечалось выше, капсулированные лекарственные формы приобретают все большее значение благодаря их явным преимуществам перед другими лекарственными формами. Для получения оболочек капсул применяют пленкообразующие высокомолекулярные вещества, способные образовывать эластичные пленки, характеризующиеся определенной механической прочностью. К таким материалам относятся казеин, простые и сложные эфиры целлюлозы, жиры и воскоподобные вещества, а также некоторые синтетические полимеры (например, сополимер метакриламида и метакриловой кислоты и др.). Однако эти вещества не нашли широкого практического применения для фармацевтических капсул, и поэтому до настоящего времени фармацевтическая промышленность выпускает преимущественно желатиновые капсулы.
Одним из наиболее распространенных формообразующих материалов для производства желатиновых капсул является желатин — высокомолекулярное соединение белковой природы. Это продукт частичного гидролиза коллагена, образующего главную часть соединительной ткани позвоночных (костей, хрящей, рогов, копыт, кожи, сухожилий крупного рогатого скота и кожи свиней). В основе белковой молекулы желатина лежит полипептидная цепь, образуемая 19 аминокислотами, большинство из которых незаменимы для организма человека. Основными являются: глицин (до 30 %), пролин, оксипролин, глутаминовая кислота, аргинин и лизин.
Коллаген костей и шкур животных подвергают мацерации (размягчению и разрыхлению вследствие длительного воздействия на них жидкости) и очистке кислотами или щелочами, которые расщепляют его гидролитически на практически неразветвленные аминокислотные цепочки различной длины, т.е. желатин. В зависимости от длины цепи желатин имеет молекулярную массу от 40 000 до 100 000. Применяющийся способ разложения определяет природу конечного продукта. Существует два типа желатина: кислотный — желатин А и щелочной — желатин В, которые отличаются между собой по некоторым физико-химическим свойствам. Обычно в производстве фармацевтических капсул используют смеси желатинов А и В, так как это позволяет получать массы для изготовления оболочек капсул с наиболее оптимальными реологическими [2,13].
Желатин легко и быстро усваивается организмом человека даже при тяжелых нарушениях со стороны желудочно-кишечного тракта, нетоксичен и не оказывает побочных реакций. Характерным свойством желатина (от лат. gelare — застывать) является способность его растворов застудневать при охлаждении, образуя твердый гель. На этом свойстве желатина основано изготовление желатиновых капсул. Для получения стабильной капсульной оболочки в состав желатиновой основы могут входить различные вспомогательные вещества, разрешенные к применению:
Пластификаторы (глицерин, сорбит, ПЭО-400, полиэтиленгликоль, полипропилен, полиэтилен сорбит (3—15%) с оксиэтиленом (4—40 %), гексантропол). Для изготовления твердых капсул желатиновая масса должна содержать небольшое количество пластификаторов (0,3—1,0 %)
Консерванты (смесь салициловой кислоты (до 0,12 %) с калия (натрия) метабисульфитом (до 0,2 %), кислоту бензойную и натрия бензоат (0,05-0,1 %), нипагин (0,1-0,5 %)).
Корригирующие вещества (эфирные масла, эссенции, этилванилин 0,1 %, которые придают капсулам приятный запах. Добавление сладких веществ (сахарный сироп, сахароза, глюкоза) улучшает вкус капсул и уменьшает неприятное ощущение при проглатывании.
Красители и пигменты (карминовая кислота, хлорофилл, бета- каротин. Малая токсичность позволяет использовать их без ограничений в большинстве стран мира, неорганические пигменты (желтая, красная и черная окись железа, двуокись титана), а также органические красители, разрешенные к медицинскому применению. Количество красителей в одной капсуле, как правило, не превышает 50 мкг.
Замутнители (капсулы, предназначенные для заполнения светочувствительными веществами, должны быть непрозрачными. С этой целью используют замутнители — вещества, позволяющие получить непрозрачные капсулы, благодаря способности образовывать в желатиновой массе устойчивую мелкодисперсную суспензию. Чаще всего в качестве замутнителя используют двуокись титана, реже — гидроксид алюминия или карбонат кальция) [10,13].
1.2 Современныеметоды получения и наполнения твердых желатиновых капсул
Твердые желатиновые капсулы состоят из двух цилиндрических частей: корпуса с полусферическим основанием и крышечкой той же формы, но более короткой. Внутренний диаметр крышечки фактически равен внешнему диаметру корпуса. При соединении две части составляют контейнер стандартных размеров [10].
Для более прочного и надежного соединения крышечки и корпуса в конце 60-х годов ведущими производителями начат выпуск капсул Snap-Fit15 — это капсулы стандартных типоразмеров (от 5 до 00), в которых имеется так называемый «замок» — пара концентрических желобков (один на корпусе, недалеко от края, и один на крышечке), которые обеспечивают взаимную блокировку крышечки и корпуса при соединении и делают невозможным открытие капсул при дальнейших операциях. До наполнения пустая капсула Snap-Fit предварительно закрывается при помощи двух насечек, расположенных по отношению друг к другу под углом 1800 на крышечке между ее краем и желобком. Эти насечки захватывают желобок на теле и сохраняют капсулу в закрытом состоянии до тех пор, пока две ее части не будут разделены на заполняющем устройстве.
Внедрение высокопроизводительных наполняющих устройств последнего поколения привело к необходимости технических усовершенствований. В результате этого фирмой «Capsugel» были разработаны капсулы Coni-Snap16 стандартного типоразмера (от 4 до 00) с коническим краем, который обеспечивает большую свободу между двумя частями в начале процесса соединения и уменьшает опасность попадания встык, в результате чего исключается возможность растрескивания, дающая основной процент брака при заполнении капсул на автоматических устройствах.
Одним из последних новшеств являются капсулы Coni-Snap с «ямочками». Кроме двух насечек для сохранения капсулы в закрытом состоянии до наполнения, на капсулу наносится еще 4 насечки в виде ямочек круглой или овальной формы. Новая конструкция, обеспечивающая предварительную блокировку, сокращает возможность открывания капсул во время транспортировки и наполнения, уменьшает количество отбраковываемых капсул при наполнении на автоматах.
В интересах безопасности больного, для предотвращения возможности произвольного открывания капсул, была разработана новая модификация — капсулы Coni-Snap SUPRO16 (размеры от А до Е). Это также двухсекционная капсула, но с крышечкой, закрывающей почти весь корпус (так, что остается видимым только его закругленный конец). Их практически невозможно открыть, не повредив, так как не остается места для захвата, чтобы разъединить между собой обе части. Кроме того, она обладает некоторыми преимуществами, такими как: простота наполнения вследствие большего диаметра, возможность экономить блистерный материал упаковки [8,13].
За время становления капсульного производства было предложено несколько способов их получения, из которых в настоящее время в усовершенствованном виде используются три.
Метод погружения («макания»), сущность которого заключается в изготовлении оболочек капсул при помощи специальных «макальных» рам со штифтами, отображающих форму капсул. Штифты опускаются в расплав желатиновой массы, которая застывает на них тонкой оболочкой. Оболочку снимают, формуют (закрепляют форму сушкой при определенных режимах) и заполняют наполнителем, или сперва заполняют, а затем формуют — в зависимости от вида получаемых капсул: твердые или мягкие. При этом, если для получения мягких капсул (с капельной запайкой) метод низкопроизводителен, трудоемок и применяется сегодня только в лабораторных условиях, то для получения твердых капсул он нашел широкое применение в промышленности, являясь, по сути, единственным.
Метод штамповки, или современная модификация: ротационно-матричный. Применяется для производства мягких желатиновых капсул, являясь наиболее рациональным для их получения в условиях промышленного производства. Принцип метода заключается в получении первоначально желатиновой ленты (матрицы), из которой под прессом или на валках выштамповывают капсулы сразу же после их заполнения и запайки. Автоматы, работающие по этому методу, выполняют все операции с высокой точностью (± 3%) и большой производительностью (от 3 до 76 тысяч капсул в час), а также позволяют получать капсулы различной формы, широкого диапазона вместимости и с наполнителями различной консистенции (преимущественно жидкими и пастообразными).
Капельный — самый молодой метод, впервые появившийся в 60-х годах (внедрен в производство голландской фирмой «Interfarm Biussum»). Позволяет получать мягкие бесшовные желатиновые капсулы строго сферической формы. Принцип его заключается в выдавливании под давлением из концентрической трубчатой форсунки одновременно расплава оболочки и жидкого наполнителя, который заполняет капсулу в результате двухфазного концентрического потока; запечатывание капсул происходит за счет естественного поверхностного натяжения желатина. Метод достаточно высокопроизводительный (до 60 тысяч капсул в час) и точный (отклонения в дозировке наполнителя не превышает ± 3%), однако с его помощью можно инкапсулировать только легкотекучие жидкие неводные наполнители с довольно малым верхним пределом дозирования (до 0,3 мл). При этом для предотвращения возможности вытекании из твердой капсулы наполнителя производят герметичное запечатывание места соединения корпуса и крышечки, что может быть достигнуто различными способами: механической термической сваркой, наложением бандажа сложнокомпонентными растворами, содержащими желатин, ультразвуковой сваркой, низкомолекулярной термической герметизацией, нанесением пленочного покрытия на поверхность капсулы. Если при получении мягких желатиновых капсул их изготовление и наполнение производятся одновременно, то для твердых желатиновых капсул эти процессы осуществляются отдельно: сперва, капсула получается и формуется, а затем заполняется наполнителем на отдельном оборудовании (и, чаще всего, на другом производстве) [10,11,16].
В настоящее время существуют заводы, деятельность которых ориентирована на производстве и дальнейшей перепродаже пустых желатиновых капсул нужного размера, цвета.
Следующим ответственным этапом является наполнение корпуса капсул. Воспроизводство и точность дозирования зависит от характеристики наполнителя, метода наполнения и типа наполняющей машины. Активные вещества для наполнения в твердые желатиновые капсулы должны отвечать следующим требованиям:
содержимое должно высвобождаться из капсулы, обеспечивая высокую биодоступность;
при использовании автоматических наполняющих машин активные вещества должны обладать определенными физико-химическими и технологическими свойствами, такими как: определенные величина и форма частиц; одинаковый размер частиц; гомогенность смешивания; сыпучесть (текучесть); содержание влаги; способность к компактному формированию под давлением.
Для наполнения твердых желатиновых капсул используют автоматы различных фирм, отличающиеся производительностью, точностью дозирования и строением дозатора. В зависимости от сыпучести и степени дисперсности (зернистости) фасуемого лекарственного вещества, автоматы работают со шнековыми, вакуумными или вибрационными дозаторами [14].
Наиболее распространенным методом наполнения капсул является дисковый метод дозирования, который состоит в том, что порошок загружается на диск, в котором находятся шесть групп отверстий (рис.1). Поршни прессуют порошок с высокой точностью дозирования. Уплотненный порошок передается в тело капсулы на стадии передачи порошка. Уровень порошка может произвольно изменяться через датчик уровня так, чтобы скорость вращения шнекового податчика согласовывалась с потреблением порошка. Дисковый метод позволяет корректировать дозировку, если порошок имеет плохую сыпучесть и тенденцию к формированию комков. Масса наполнителя может регулироваться изменением давления, а также повышением или понижением уровня наполнителя. Это позволяет наполнять капсулы минимальными дозами препаратов. Данная машина обладает высокой производительностью (до 150 тыс. капсул в час), содержит устройство, обеспечивающее частичное наполнение капсул (50 % и менее), а также устройство, не допускающее деформацию капсул во время процесса наполнения. Машина снабжена прибором, позволяющим автоматически определять вес наполненной капсулы [16].
Рисунок 1 — Процесс наполнения капсул дисковым методом
Существуют и другие методы наполнения капсул. Один из них является наполнение вдавливанием (рис.2). Этот метод применяется при ручном наполнении капсул или при использовании простейших полуавтоматических машин. Отвешенным количеством порошка или гранул заполняют корпус капсул, а оставшийся наполнитель вдавливается специальными пуансонами в требуемое число капсул.
Рисунок 2 — Метод наполнения вдавливанием
Поршневые методы дозирования. Методы основаны на объемном дозировании при использовании дозировочных блоков различной конструкции.
При поршневом скользящем методе (рис.3) наполнитель передается из загрузочного бункера в дозировочный блок, состоящий из сборника и двенадцати параллельных дозировочных цилиндров, отделенных от сборника прокладкой. При движении прокладки наполнитель проходит через отверстия в ней и поступает в цилиндры, которые имеют поршни. Дальнейшее движение прокладки перекрывает подачу наполнителя из сборника, после чего поршни опускаются, открывая отверстия в цилиндрах. Через эти отверстия происходит подача наполнителя в корпус капсулы.
Рисунок 3 — Наполнение поршневым скользящим методом
Поршневой дозировочный метод (рис.4) основан на объемном дозировании с помощью специального дозировочного цилиндра. Наполнитель поступает из бункера в дозировочный блок, который расположен вместе с дозировочными цилиндрами. При наполнении цилиндры перемещаются вверх через сборник наполнителя, после чего поднимается поршень до верхней точки цилиндра, способствуя перемещению наполнителя через специальные каналы в корпус капсулы.
Рисунок 4 — Наполнение поршневым дозировочным методом
Трубочный дозировочный метод (рис. 5) – метод, где используют трубки специальной формы (дозатор и поршень), углубляющиеся в порошкообразный или гранулированный наполнитель. После удаления трубки из наполнителя дозировочный блок поворачивается на 180º и спрессованный порошок выталкивается дозировочным поршнем в корпус капсулы. Сжатие порошка может регулироваться таким образом, что создается требуемая высота и форма наполнителя.
Рисунок 5 — Принцип действия трубочного дозировочного наполнения
Метод дозировочных трубок (рис.6) — еще один объемный метод, при котором наполнитель переносится в капсулу с помощью вакуума. Вакуум подведен к дозировочным трубкам, последовательно погружающимся внутрь вращающегося дозировочного желоба. Объем дозировочной камеры внутри трубки контролируется поршнем.
Рисунок 6 — Схема метода дозировочных трубок
Метод двойного скольжения базируется на принципе объемного дозирования. Наполнитель дозируют в специальные отделения, из которых он впоследствии поступает в корпус капсулы. Метод позволяет частично заполнять капсулы. Это существенно, когда капсула должна быть наполнена ингредиентами нескольких типов (например, микрокапсулы)
Метод дозировочных цилиндров предназначен для дозирования двух наполнителей в одну капсулу. Наполнители поступают из бункеров в дозировочные устройства, прикрепленные к плоской пластине с овальными отверстиями для дозирования наполнителей. Базовая пластина прилегает к подвижным дозирующим цилиндрам, имеющим боковые каналы и поршни. После наполнения первым порошком цилиндр передвигается ко второму дозирующему устройству, где происходит дальнейшее заполнение цилиндра вторым наполнителем. Затем поршень скользит вниз, открывая боковой канал, через который смесь наполнителей попадает в корпус капсулы [4,11,16].
1.3 Современное оборудование, используемое для производства твердых желатиновых капсул
Если при получении мягких желатиновых капсул их изготовление и наполнение производятся одновременно, то для твердых желатиновых капсул эти процессы осуществляются отдельно: в начале, капсула получается и формуется, а затем заполняется наполнителем на отдельном оборудовании (и, чаще всего, на другом производстве). Устройства по наполнению твердых желатиновых капсул обычно осуществляют следующие операции:
ориентированная установка пустых капсул в гнезда дозаторов (крышечкой вверх);
открывание капсул (разъединение корпуса и крышечки);
наполнение корпуса капсул содержимым;
закрывание капсул (плотное соединение корпуса и крышечки);
выталкивание наполненных капсул в приемник [8].
Кроме того, на полностью автоматических устройствах производится также отбраковывание нераскрытых капсул, обеспыливание, удаление при помощи специальных отсосов рассыпавшегося наполнителя. Устройства по наполнению твердых капсул могут быть: ручными или полуавтоматическими, которые предназначены преимущественно для нужд аптек, лабораторий или небольших производств (возможная производительность — до 6 тысяч капсул в час). Наполнение на них осуществляется методом набивания, при этом масса для наполнения капсулы должна быть пропорциональна ее объему; полностью автоматическими — для промышленного производства; при этом применяется поршневой метод наполнения с использованием дозаторов, а наполняющие устройства могут быть с периодическим или непрерывным перемещением. Для наполнения капсул пеллетами или микрокапсулами могут применяться устройства, производящие заполнение методами набивания, поштучного наполнения, с использованием двойной заслонки, с использованием поршня, с использованием дозировочных цилиндров, а также с использованием дозировочной трубки. Наполнение капсул таблетками или драже (или их комбинациями) осуществляется с использованием заслонки. В случае, если твердые желатиновые капсулы необходимо заполнить жидкостями или пастообразными наполнителями, применяются специальные насосы [8,14].
Существуют также и разнообразные технические аппараты, такие как:
Аппарат для смешивания (рис.7) используют для изготовления желатина. Он состоит из трёхслойной нержавеющей стали, обладающий высокими теплозащитными свойствами, который управляет температурой. Является удобным при транспортировке, потому что устанавливается на штативе. Легко очищается благодаря фланцевым соединениям.
Рисунок 7 — Аппарат для смешивания желатина
Машина для плавления желатина (рис.8) имеет трёхслойный корпус из высококачественной нержавеющей стали, который предотвращает потерю тепла и сохраняет энергию. Обладает большим объёмом, поэтому повышает производительность. Является удобным в установке и чистой, быстрым и удобным в эксплуатации, является идеальным оборудованием для предприятий с высокой производительностью.
Рисунок 8 — Машина для плавления желатина
Барабанная сушилка (рис.9) состоит из нержавеющей стали, и имеет 4 раздельных сушилок с передающей системой. Барабанная сушилка не использует смазочное масло, что значительно защищает окружающую среду. Внутренняя стена сформирована нержавеющими листами, гладкая, это повышает качество продукции.
Рисунок 9 — Барабанная сушилка
Также используют различные виды машин:
Упаковочные машины — пусть и, возможно, самая важная часть оборудования, однако далеко не единственная. Потому как процесс упаковки немыслим без множества вспомогательных машин и устройств.
Капсулонаполнительные машины (рис.10) — это автоматические агрегаты вращательного непрерывного движения, применяемые для наполнения желатиновых капсул порошком, пеллетами, микротаблетками, жидкостями, лекарственными травами, в том числе и в комбинациях одного фармацевтического препарата с другим для одной и той же единицы.
Рисунок 10 — Капсулонаполнительная машина
Капсуляторы (рис.11) — другая категория высокоэффективных механизмов, которые предназначены для переработки различных сортов плёнок методом холодной прессовки и изготовление, таким образом, капсул с заданными размерами.
Рисунок 11 — Капсулятор
Нельзя обойтись в производственном процессе также и без автоматической системы контроля веса (рис.12), обязанность, которой — отбор и взвешивания образцов от каждого дозатора, посредством чего обеспечивается контроль по наполнению капсулы. Стоит весу дозы выйти за установленные параметры, и машина немедленно останавливается.
Рисунок 12 — Автоматическая система контроля веса
Выбирает пустые единицы, свободные части, а также отходы после их наполнения сортировщик капсул (рис.13). Этот механизм может в составе поточной линии или отдельно также отбраковывать образцы с недостаточной дозировкой. Для этого сортировщик снабжён механизмом для сортировки, отделения пустых капсул и порошка с помощью вакуума и сжатого воздуха.
Рисунок 13 — Сортировщик капсул
Автоматическая машина для фасовки порошков в желатиновые капсулы (рис.14), которая сделана из высококачественной нержавеющей стали 304 и 316L. Может автоматически классифицировать капсулы, убирать дефектные, заполнять капсулы и закрывать их. Легко очищается и безопасна в использовании. Прозрачный щит вверху машины защищает процесс заполнения от посторонних предметов. Уровень шума ниже 75 дБ.
Рисунок 14 — Автоматическая машина для фасовки порошков в желатиновые капсулы
Маркировочный принтер (рис.15), который предназначен для бесконтактного нанесения любой информациио продукции, как постоянной, так и переменной. В зависимости от требований производства, стандартов и потребителей при маркировке информация может оперативно изменяться.
Рисунок 15 — Маркировочный принтер
Блистерное оборудование (рис.16), которое позволяет автоматически упаковывать фармацевтическую продукцию различных типов, форм и размеров в блистерную упаковку, создавая первичную упаковку. Картонажное оборудование используется в качестве дополнительной упаковки для блистеров, которое создает вторичную упаковку. Эта упаковка позволяет не только защитить продукт от воздействия внешней среды, но также выделить его среди других. Дополнительная картонная упаковка дает возможность добавить к продукту инструкцию.
Рисунок 16 — Блистерное оборудование
1.4 Современные виды упаковки твердых желатиновых капсул
Современная упаковка определяет качество продукции и потребительские свойства товара в целом. Сегодня требования рынка к упаковке возможно удовлетворить только специальным высококачественным оборудованием и новыми материалами.
Желатиновые капсулы обычно упаковывают в широкогорлую стеклянную тару (склянки, банки различного размера, трубочки, пробирки), предназначенные для непосредственного отпуска. Стеклянная тара удобна тем, что в ней капсулы почти не подвергаются значительным механическим воздействиям. Часто применяются также упаковки из полимерных металлов, причем их объем и форма могут быть разнообразными (круглые, многоугольные и овальные коробочки, стаканчики со снимающимися и навинчивающимися крышками). Иногда используются небольшие металлические контейнеры. Количество капсул в одной упаковке колеблется от 10 до 100 штук в зависимости от размера. Для упаковки капсул сравнительно недавно стали также применять упаковку типа «сер-вак».
Из всех факторов, воздействующих на желатиновые капсулы, находящиеся в упаковке, следует упомянуть влияние влажности воздуха и температуры. Для лучшей сохранности желатиновых капсул с лекарственными веществами, включая сохранение всех свойств желатиновой оболочки, желательно, чтобы температура хранения капсул не выходила за границы 16 — 22°С.
Компания «Артлайф» имеет оборудование для всевозможных видов упаковки, включая новейшие термопласт-автоматы и выдувные машины фирмы LG (Корея) для производства пластиковой тары.
Упаковка капсул в блистер (контурно-ячейковую упаковку) осуществляется с использованием высококачественной ПВХ-пленки и фольги. Картонная пачка на выходе упаковывается в термоусадочную пленку. Это позволяет изолировать капсулы от неблагоприятных воздействий окружающей среды, гарантируя герметичность упаковки и современный внешний вид. Блистер снабжен перфорацией, что позволяет брать с собой рекомендованную разовую дозировку препарата.
Возможно наполнение пакетов инертным газом (аргоном) – это обеспечит полную сохранность продукта на протяжении всего срока хранения и исключит любые процессы окисления [1,12].
Выводы по главе 1
Была проанализирована научная литература, касающаяся технологии твердых желатиновых капсул. В ходе изучения была выявлена актуальность применения и изготовления капсул в настоящее время. Была дана подробная характеристика желатина как основного вещества. Также рассмотрены современные методы получения и наполнения твердых желатиновых капсул. Вследствие чего был сделан вывод о том, что наиболее перспективным методом получения является метод погружения («макания»), так как в настоящее время он нашел широкое применение в промышленности, являясь, по сути, единственным, а другие методы достаточно высокопроизводительны для получения мягких желатиновых капсул. Наиболее распространенным методом наполнения капсул является дисковый метод дозирования, так как он позволяет корректировать дозировку, регулировать изменением давления, а также повышать или понижать уровень наполнителя, что позволяет наполнять капсулы минимальными дозами препаратов. Данная машина обладает высокой производительностью (до 150 тыс. капсул в час), содержит устройство, обеспечивающее частичное наполнение капсул (50 % и менее), а также устройство, не допускающее деформацию капсул во время процесса наполнения. Машина снабжена прибором, позволяющим автоматически определять вес наполненной капсулы. Изучены современные оборудования, с помощью которых улучшается качество и скорость готовой продукции. Рассмотрены новые виды упаковок для капсул и наиболее эффективной в настоящее время остается полиэтиленовый ячейковый блистер, обтянутый алюминиевой фольгой, так как он удобен для использования, защищает капсулы от внешних воздействий (света, влаги, микроорганизмов), придает им эстетический вид.
ГЛАВА 2 ПРОМЫШЛЕННЫЙ РЕГЛАМЕНТ НА ПРОИЗВОДСТВО ТВЕРДЫХ ЖЕЛАТИНОВЫХ КАПСУЛ «ОМЕПРАЗОЛ» 20,0 N. 30 (ЭКСПЕРИМЕНТАЛЬНАЯ ЧАСТЬ) 320 УПАКОВОК (Кр = 1,095)
2.1 Характеристика готового продукта
Омепразол (Omeprazole) – капсулы желатиновые, с белым корпусом и желтой крышкой; содержимое капсул — микрогранулы шарообразной формы, покрытые оболочкой, белого или белого с кремовым оттенком цвета.
Форма выпуска: капсулы по 0,01; 0,02; 0,04 № 14; № 28; № 30. По 7, 10 капсул в контурной ячейковой упаковке; по 2,3,4 контурные ячейковые упаковки вместе с инструкцией по применению в пачке картона.
Условия хранения: список Б, хранить в сухом защищенном от света, недоступном для детей месте, при температуре не выше 2 0 С. Срок годности 2 года.
Показания к применению: язвенная болезнь желудка и двенадцатиперстной кишки, рефлюкс-эзофагит, гиперсекреторные состояния, гастропатия, вызванная приемом нестероидных противовоспалительных препаратов [7].
2.2 Расчет загрузок на производство
Количество исходных ингредиентов необходимых для дальнейшего взвешивания представлены в табл.1.
Таблица 1
Расчет загрузок на производство капсул «Омепразол»
Источник



