
- Как сделать дамасскую сталь: простой состав для ковки своими руками
- Шаг 1: Меры безопасности
- Шаг 2: Делаем заготовки
- Шаг 3: Кузнечная сварка
- Шаг 4: Формовка
- Шаг 5: Финальный этап и защита
- Шаг 6: Один последний момент
- Шаг 7: Дополнение
- Технология самостоятельного изготовления булатной и дамасской стали
- Булат и Дамаск
- Использование качественной стали в изделиях
- Положительные характеристики
- Недостатки
- Оснащение мастерской для производства изделий
- Заготовки для производства булата
- Пошаговая технология изготовления булата из подшипника
- Заготовки для производства Дамаска
- Пошаговая инструкция изготовления ножа из троса и полосы от напильника
Как сделать дамасскую сталь: простой состав для ковки своими руками
Современный оттенок Дамасской стали отличается от оригинального Дамаска из прошлого. Исторически, Дамасская считалась тигельной. Она имела очень высокое содержание углерода и имела характерную поверхность из-за своей кристаллической структуры.

Сталь Дамаска получила своё название потому, что крестоносцы на своем пути в Святую Землю приобретали новые клинки из этой превосходной стали (превосходящей средневековую европейскую сталь) в городе Дамаск. Тем не менее, современный вариант стали имеет мало общего с прошлым и больше похож на сталь, вытравленную кислотой.
Дамаск, который показан здесь, является одним из самых современных вариантов. Дамаск из троса является, пожалуй, одним из самых простых способов ковки дамаска со сложным рисунком. В отличие от других методов, этот метод не требует складывания и, по сути, имеет уже готовую форму.
Шаг 1: Меры безопасности

Самое главное — это безопасность. Процесс изготовления включает в себя ковку, шлифовку и погружение металла в химикаты, поэтому важно использовать надлежащее оборудование для обеспечения безопасности.
Для этапа кузнечной сварки (сварка ковкой) многие люди, которые совершают какие-либо кузнечные операции, знают базовую экипировку для обеспечения безопасности: перчатки, фартук, закрытые ботинки и т.д. Тем не менее, условия не всегда соблюдаются. Всем известно, что защита глаз важна, но для такого рода работ вам нужен особый вид защиты. Вышеупомянутое и единственное фото в этом разделе — это неодимовые очки. Причина этого в том, что такие очки просто необходимы для подобных работ.
Специалисты часто пренебрегают этой защитой, но не стоит повторять за ними. Тепло, необходимое для кузнечной сварки, создает излучение, которое в течение длительного времени может вызвать потерю зрения. Неодимовое стекло, однако, блокирует большую часть излучения и сохраняет ваши глаза в безопасности. Обратите внимание: неодимовые очки — это не то же самое, что сварочные маски или солнцезащитные очки. Используя их при кузнечной сварке, ваши зрачки будут расширяться, и ваши глаза будут получать еще больше излучения.
Шаг 2: Делаем заготовки




Перед тем, как начать работу с тросом, нужно подготовиться. Прежде чем он попадет в огонь, нужно отрезать нужную вам часть, как на первом фото. Я отрезал 3 куска по 30 см кабеля диаметром 2.5 см при помощи отрезной пилы. Вы можете отрезать кабель любым другим способом, главное убедитесь, что кабель, который вы используете, сделан из стали без применения пластика и что сталь не оцинкована, так как тепло, реагирующее с покрытием, будет испускать газы, которые могут привести к тяжелому отравлению и даже смерти. Имейте это ввиду, когда будете искать кабель.
Кроме того, если вы впервые пытаетесь выполнить такого рода изделие, возможно, не стоит сразу брать такой толстый кабель, а взять, к примеру, диаметром 1 — 1.5 см. У вас не получится большое и толстое изделие, но зато вы хорошо потренируетесь перед более сложными проектами.
После резки обязательно затяните концы кабеля стальной проволокой. Это делается, чтобы плетение не распустилось во время первых этапов работы. Обязательно используйте простую стальную проволоку, потому что другие провода, которые покрыты или сделаны из другого материала, могут расплавиться или среагировать от нагрева и испортить всё изделие.
У каждого, кто делает дамасскую сталь своими руками, есть свой список шагов или секретов, которые, похоже, ускоряют и упрощают процесс изготовления. Я призываю вас методом проб и ошибок прийти к собственному плану, оптимальному лично для вас.
Я начинаю с того, что смачиваю свой холодный металл WD40 до тех пор, пока он не будет полностью пропитан, а затем засыпаю все это обычной бурой, перед тем, как класть изделие в огонь. И бура, и WD40 нужны для того, чтобы предотвратить окисление, которое может сделать невозможной кузнечную сварку.
Бура, как правило, не прилипает к металлу, если он горячий или влажный, а WD40 не будет гореть в кузнице, поэтому, сначала я смачиваю металл именно WD40, а только потом посыпаю его бурой, что является для меня оптимальным вариантом.
Шаг 3: Кузнечная сварка




Положив изделие в печь, нагрейте его до ярко-оранжевого или желтого цвета. Как только оно достигнет соответствующей температуры, дайте ему полежать еще минуту или около того, чтобы весь металл впитал тепло и равномерно нагрелся.
Перед тем, как можно будет делать удары, необходимо скрутить кабель. Он заполнен пустым пространством, что плохо для кузнечной сварки. Закрепите один конец кабеля в тисках или в чем-то подобном, а другой возьмите любым удобным инструментом, который вы сочтете подходящим (я использовал плоскогубцы), чтобы скрутить секции в том направлении, в котором кабель уже закручен.
Этот шаг может потребовать несколько повторных нагревов. Продолжайте скручивать кабель до тех пор, пока он не перестанет скручиваться. Убедитесь, что кабель не изгибается, так как весь процесс станет намного сложнее.
Каждый раз, перед тем, как положить кабель в огонь, нужно посыпать его бурой, пока металл не станет однородным. Чтобы бура точно липла к металлу, сыпьте её в момент, когда изделие ярко красного цвета. Важный момент: когда бура плавится, она становится едкой и может повредить стенки вашей кузницы изнутри, поэтому удостоверьтесь, что кирпичи в вашей кузнице огнеупорные.
Кроме того, горячая бура, попавшая на кожу, может быть довольно болезненной и может оставлять шрамы, поэтому обязательно надевайте соответствующую экипировку. Последней частью кузнечной сварки является сама сварка. Когда изделие горячее, вы можете начать ударять по нему. Идея состоит в том, чтобы сначала выбить его в форме квадратного бруска. Когда вы бьете, вы должны следить за поворотом кабеля. Лично я предпочитаю начинать с середины и прокладывать себе путь к концам.
Удары приведут к тому, что волокна будут отделяться друг от друга, поэтому необходимо максимально уменьшить расстояние от первого удара до следующего. Вы поймете, что изделие стало однородным по измененному звуку, который будет издаваться при ударе. Изначально, он будет более глухим, но как только металл станет однородным, звук станет ярким и звонким. Как только он станет однородным, можно начинать придавать нужную форму.
Шаг 4: Формовка




При планировании проекта обязательно помните, что конечный результат будет намного меньше по размеру, чем оригинальный кабель. Также имейте в виду, что концы кабеля могут распускаться и не свариваться. Не волнуйтесь, просто найдите, где начинается сварной шов и обрежьте конец. Из-за характерных особенностей кабеля и количества зазоров и выступов в нем, вы обязательно столкнетесь с дырами и отверстиями, если только не используете пневматический молот или кузнечный пресс.
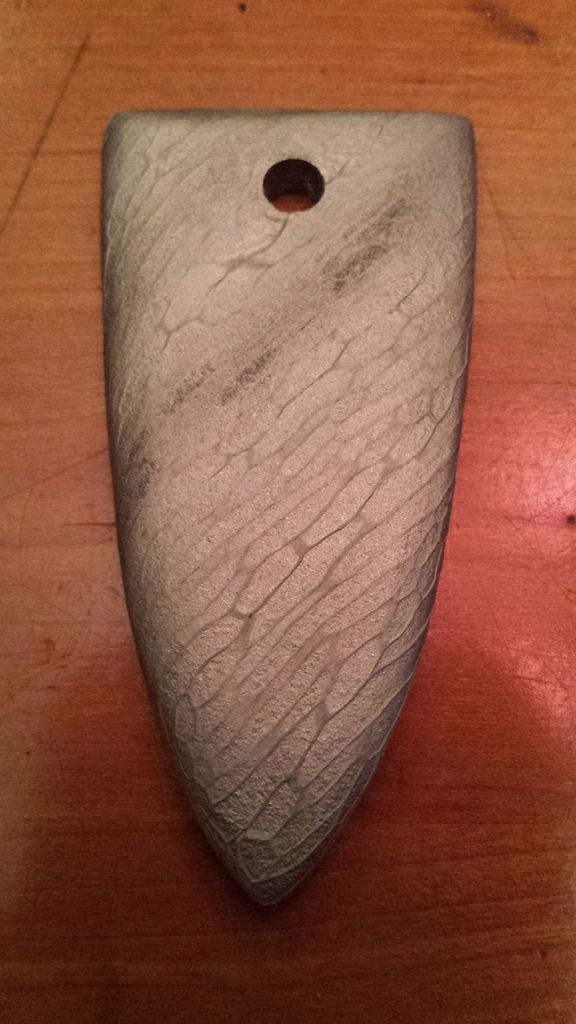
Суть состоит в том, чтобы смять кабель, увидеть, с чем вы имеете дело и отталкиваться от этого. Я решил сделать из своего отрезка кулоны в форме каплевидного щита. Чем мельче зернистость, которую вы используете при окончательной шлифовке , тем лучше будет виден рисунок. Так как я хотел добиться очень глубокого травления, мне не нужно было шлифовать слишком гладко. Достаточно наждачной бумаги 120 зернистости перед травлением.
Шаг 5: Финальный этап и защита

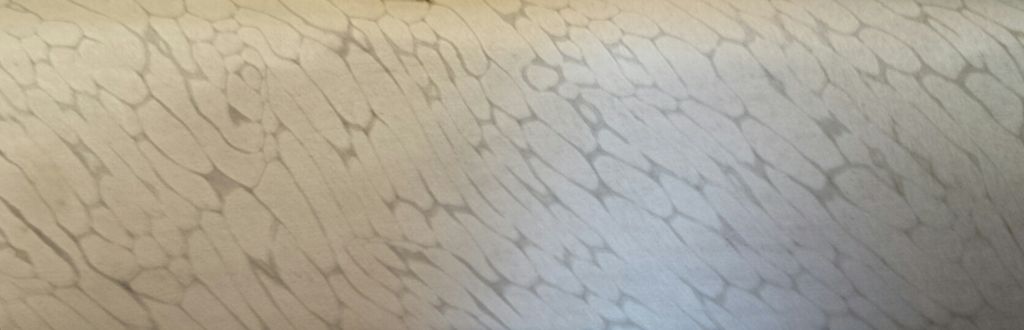
Дамасская сталь должна быть похожа на один сплошной кусок металла. Чтобы получить рисунок, вам нужно протравить сталь кислотой. Существует несколько вариантов применения кислот, но лично я использую хлорид железа. Если вы хотите получить очень поверхностное травление, например, изображение на поверхности, вам нужно только окунуть металл в кислоту примерно на 20 минут.
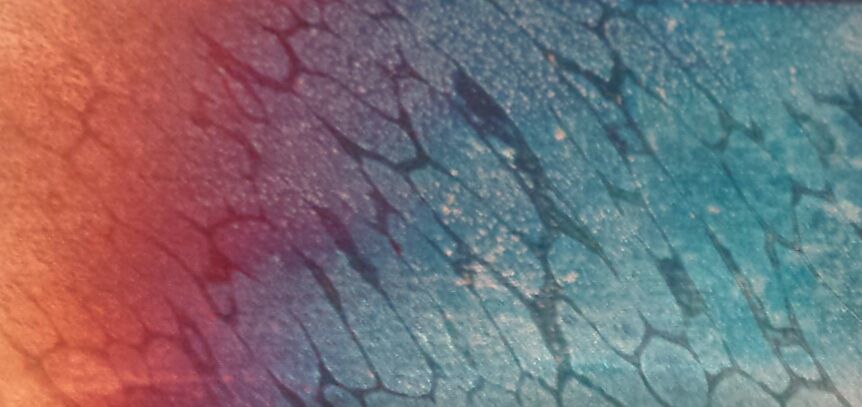
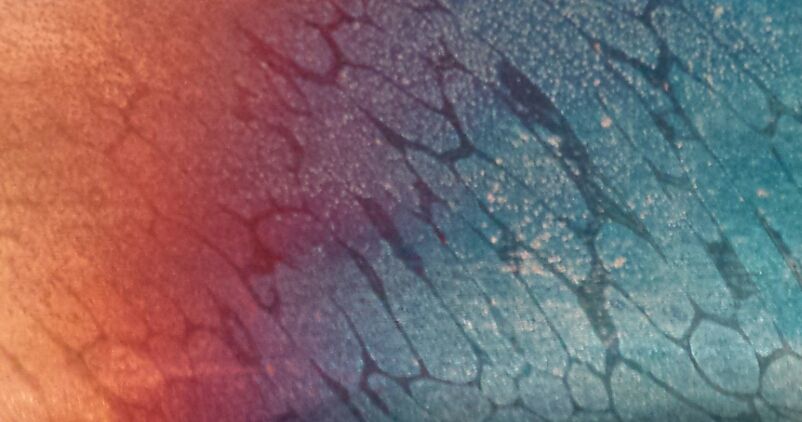
Я хотел получить очень глубокое травление, которое можно было почувствовать, поэтому я погрузил мою заготовку на 7 часов. Как только вы закончите травление, вы должны очистить металл и нейтрализовать кислоту. Один из самых простых способов сделать это — просто распылить очиститель для стекла на выгравированный кусочек после того, как он был промыт водой. Не забудьте одеть перчатки и средства защиты глаз для всего этого. Если вы хотите добавить какой-то цвет на изделие, как на двух последних фото, просто немного нагрейте его после травления до достижения желаемого цвета.
Как только травление пройдено, последний шаг — защитить металл. Сталь сильна, но, к сожалению, имеет свойство ржаветь. Если кусок, который вы используете, должен быть практичным, вроде ножа, вы можете нанести воск на его поверхность.
Если деталь более декоративна, вы можете нанести прозрачный слой. Это все зависит от предпочтений. Лично я решил попробовать лак для ногтей. Обычно я использую прозрачный полиуретан, но в этот раз решил попробовать что-то новое. После того, как деталь покрыта лаком, все, что осталось, это наслаждаться её видом.
Шаг 6: Один последний момент
Кусок, который я сделал, не требует никакой закалки или термической обработки, потому что это декоративное изделие. Если вы решите сделать лезвие из кабеля, нужно иметь в виду, что при закалке сталь имеет свойство деформироваться в направление скручивания кабеля. Если вам нужен практичный материал, сделайте его толще, иначе вы можете начать с ножа, а в итоге получится штопор.
Шаг 7: Дополнение





Вот еще несколько ссылкаподвесок. Чтобы получить очень глубокое травление, все они протравливались в течение почти 24 часов. Все они были нагреты до разных температур для проявления разных цветов. В конце они были покрыты полиуретаном для предотвращения ржавчины.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Источник
Технология самостоятельного изготовления булатной и дамасской стали
Желание сделать дамасскую сталь своими руками должно иметь под собой определенную целесообразность. Появление подобного материала объясняется довольно просто. В течение нескольких тысячелетий прогресс зависел от уровня развития оружейных технологий. Чтобы иметь легкое и прочное оружие изыскивались подходящие материалы. Можно махать тяжелым мечом, устрашая противника. Имея удобный меч небольшого веса, проще поразить противника, закованного в латы.
Даже рыцари крупных размеров (богатыри), одетые в доспехи, часто ничего не могли противопоставить юрким противникам, вооруженным легкими мечами, шпагами и палашами. Прочная и острая сталь находила изъяны в защите, проникала в стыки лат, нанося смертельные раны. Особая прочность позволяла изготавливать удобное оружие с небольшой массой.
Булат и Дамаск
Рисунок дамасской стали на спиле металла:

Термин дамасская сталь появился сравнительно недавно. В разных источниках стало появляться подобное наименование кованого изделия в середине XIX века. До этого чаще использовалось наименование «Гурда», так называли творения кузнецов с Кавказа и Междуречья. Там стали ковать изделия из смеси сплавов, добиваясь необычного рисунка на поверхности клинков.
Булат, как свидетельствуют исторические исследования, пришел из Индии. В музеях истории сохранились образцы оружия, где применялись литейные заготовки из легированной стали. Чаще всего в них присутствует хром, концентрация которого может достигать до 14 %.
Однако булатное производство рассчитано только на индивидуальный выпуск продукции. Поэтому технология довольно затратная. Мастер тратит много времени для изготовления определенного образца. Если заходит разговор о массовом производстве, то не рассчитывают на сложную технологию.
Изучением технологии производства и созданием промышленных технологий занимался металлург Павел Петрович Аносов. Результаты его работы присутствуют во всех учебниках по металловедению и кузнечному делу.
Современный булат в изделиях – реплика ножа НР-40 в современном исполнении, изготавливается на заказ:

Во время Великой Отечественной войны завод выпускал армейские ножи и шашки для кавалерии. Достаточно много экземпляров оружия с той поры реализуется в настоящее время на различных интернет ресурсах. Современные кузнецы производят новодел (так называют изделия, которые выполняются по образу и подобию старинных образцов). Несколько сотен мастерских предлагают копии, которые трудно отличить от оригинала.
Нож разведчика НР-40, изготовленный в 1942 г. – их выпустили более 7 млн. экземпляров:

Судя по количеству предложений и ценам, можно сделать вывод, что индивидуальный товар пользуется стабильным спросом. Производство изделий из булата и дамасской стали может быть довольно интересным и прибыльным бизнесом.
Современный нож НР-40, изготовленный по образцам периода Великой Отечественной войны:

Отличие булата от дамасской стали специалисты видят в исходном сырье:
- Булат – это сплав, в котором присутствует значительное количество легирующих элементов, при последующей кузнечной обработке методом кузнечной сварки соединяют платины, которые придают изделию комплекс новых свойств.
- Дамаск – это механическое соединение металлических заготовок, разнящихся по своим свойствам. Выполняется проковка до нескольких десятков слоев.
Использование качественной стали в изделиях
Не только оружие нуждается в прочных материалах. Конструкционные материалы с особыми свойствами используются в самых разных отраслях промышленности.
Кованые изделия работают в автомобилях, на железнодорожном транспорте, в сельскохозяйственных машинах, на космических кораблях. Используется только весьма упрощенная технология. Ковкой добиваются получения мелкого зерна в строении металла. Устраняются возможные раковины, которые присутствуют в отливках.
Образец современного клинка с выраженным рисунком:

Для дамасской стали отмечают плюсы и минусы.
Положительные характеристики
- Высокая прочность изделия, выдерживает нагрузку, приложенную в разных направлениях (сжимающую, растягивающую, изгибающую и другие виды нагружений).
- Износостойкость режущей кромки, долго держит остроту.
- Имеет необычный внешний вид, невозможно повторить рисунок на аналогичном предмете, делает его узнаваемым.
- Высокая стоимость при реализации.
Специальный вид дамасской стали, изготовленной из троса:

Перечисленные плюсы часто привлекают мастеров заниматься производством по технологии многократной проковки заготовок. Для каждой новой партии товара могут использоваться свои способы и последовательность ковки.
Недостатки
Главный недостаток – это высокие затраты труда на производство изделия. Приходится прибегать к многократному нагреванию заготовки.
Высокоуглеродистая сталь подвержена коррозии. На вопрос: «Ржавеет ли?» Можно ответить однозначно, что без надлежащего ухода ржавчина быстро уничтожает изделие.
Финка из дамасской стали, современное изделие:

Оснащение мастерской для производства изделий
В мастерской домашнего мастера, желающего заняться изготовлением изделий из дамасской стали, нужно иметь:
- Сварочный аппарат – с его помощью пластины из материалов различной прочности свариваются в единый блок, которые можно обрабатывать совместно.
- Горн – в нем выполняется нагрев заготовок из готовых предметов до высоких значений температуры (более 800 ⁰С).
- Наковальня нужна для ковки. Методом деформации производится кузнечная сварка, меняется форма детали на разных стадиях обработки.
- Набор молотков и молотов помогает наносить удары с разной силой. Когда работают вдвоем, то ведущий кузнец ударами легкого молотка показывает подручному места для нанесения ударов тяжелым молотом.
- Тиски используют для фиксации заготовок на разных этапах работы.
- Сверлильный станок необходим для сверления отверстий.
- Заточной станок используется чаще остальных, на нем изделиям придают форму и остроту.
- Гриндер – это вариант заточного станка, отличительная особенность заключается в использовании ленты с абразивным покрытием, склеенной в кольцо. С помощью гриндера формируют ровные спуски под заданным углом.
- Станок для изготовления спусков. Качественная заточка до бритвенной остроты возможна только на специальном приспособлении, которое позволяет двигаться по строго определенной траектории.
- Болгарка набором отрезных и зачистных дисков. Простой инструмент оказывает помощь при выполнении самых разных видов действий.
Заточка клинка на гриндере:

Кроме основного набора станков и приспособлений, многие мастера дополнительно используют деревообрабатывающее оборудование. Оно помогает изготавливать ручки из прочных пород древесины. Небольшие токарные станки помогают создавать сложную фурнитуру, которая украшает готовые предметы.
Самодельный миниатюрный гриндер, стачивание спусков:

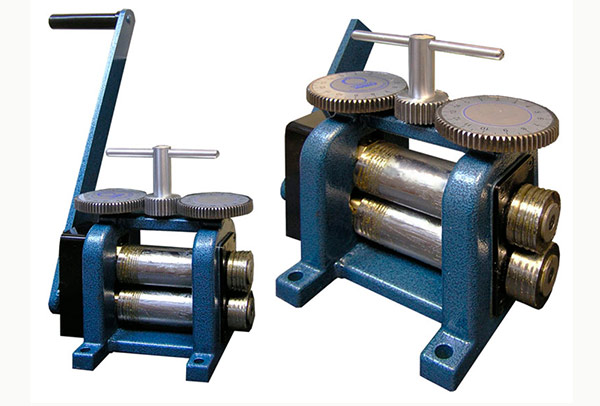
В мастерских, производящих качественные ножи, имеются вальцы. На них разогретые заготовки прокатывают с целью получения пластины определённой толщины. Дамасская сталь своими руками получается после многократной ковки и проката через вальцы.
Наличие кривошипного молота помогает проковывать заготовку серией многочисленных ударов. Пневматический или гидравлический пресс используют для объемного обжатия металла. Одним движением придается нужная геометрия.
Заготовки для производства булата
Сделать булатную сталь несложно, для его производства используют стали и сплавы с заранее заданными свойствами. Применяют готовые изделия и специальные слитки. Кузнечные мастерские пользуются металлическим ломом или деталями, приобретаемыми в торговой сети. В таблице приведены материалы, которые чаще всего применяют для изготовления кованых предметов.

Пошаговая технология изготовления булата из подшипника
Изделия из готовых слитков или заготовок производятся в следующей последовательности.
Внутреннее кольцо подшипника изготовлено из сплава ШХ-15. Его распиливают отрезным диском болгарки, направляют на прогрев в горн. Желательная температура прогрева 900…950 ⁰С.

На наковальне удерживают заготовку кузнечными щипцами. Отбивая молотком выпуклости, из кольца формируют полосу.

Убирают впадины с полосы.

На гриндере придают нужную форму.

С помощью специальной оправки удерживают заготовку. Постоянный угол позволяет с обеих сторон создать одинаковые спуски.

Окончательная форма изделия получается путем обтачивания.

Паста ГОИ и вспомогательный бархатный валик помогают отполировать поверхность.

После полировки получается готовый клинок. Остается изготовить ручку, больстер и ножны. Тогда изделие можно считать законченным.

Заготовки для производства Дамаска
Сделать дамасскую сталь в домашних условиях может любой мастер, для этого применяют наборы сплавов. В них присутствуют мягкие и твердые включения. Комбинируя их между собой, добиваются получения клинков с выраженными структурными узорами.
Используются следующие комбинации, показанные в таблице. Некоторые мастерские предлагают и свои варианты. Предлагаемые схемы дают наилучшие показатели.

Начиная производство в собственной мастерской, узнать, сколько стоит готовое изделие, несложно. На многих сайтах интернет-магазинов указаны цены. По мере приобретения опыта и повышения качества товара, можно повышать цену на свою продукцию.
Видео: как сделать дамасскую сталь?
Пошаговая инструкция изготовления ножа из троса и полосы от напильника
Дамасскую сталь и изделие из нее изготовить сложнее. Но готовый образец будет иметь более привлекательный вид. Ниже приведена последовательность изготовления клинка.
Из нескольких отрезков троса готовят заготовки. Их сваривают с помощью стержней из нержавеющей стали. Трос представляет собой жесткий металл, а нержавейка – это мягкий, пластичный материал.

Перед началом работ производится промывка. Используется в дизельном топливе. Желательно вымыть имеющиеся органические включения.

В муфельной печи производится первичный обжиг.

Бура помогает избавиться от окалины. При высокой температуре шлак не будет задерживаться внутри заготовки.

Первая очищающая ковка. Несильные удары. Нужно механическим путем вытряхнуть возможные шлаки, тогда не будут образовываться раковины.

Ковка с помощью легкого молотка позволяет придать прямоугольную форму. Сначала уплотняется поверхностный слой.

Ковка тяжелым молотом ведется для уплотнения всего внутреннего пространства. Задача этой операции – получить монолитное изделие.

На автомате создают полосу нужного размера. Теперь заготовка по своим параметрам превращается в пластину.

После проковки на автомате на заготовке проявляется желаемый рисунок.

Если не устраивает внешний вид, то можно перековать. Умелые мастера часто перековывают пластину несколько раз, а потом выполняют перекручивание заготовки. Тогда образуются оригинальные звезды.

Приваривается будущая режущая кромка. Для нее используется полоса от напильника, в которой использована сталь У10. На кромке твердость составить HRC 60…63. Остальная часть лезвия останется пластичной.

На тяжелом прессе 120 т производится ковка рукоятки.

Клинок приобретает нужную форму. Нагрев более 900 ⁰С делает металл весьма пластичным.

Готовая поковка уже имеет довольно привлекательный вид. Нужно стачивать спуски, чтобы были образованы режущие кромки.

Спуски сточены. Клинок готов для дальнейшей работы. Самая трудоемкая часть работы выполнена.

Рисунок на лезвии показывает, что изделие изготовлено из дамасской стали.

Варианты клинка. Ни один из них никогда не повторится. Каждый будет иметь только ему присущую структуру. С помощью кислоты добиваются проявления более глубокого рисунка.

Еще возможный вариант. Если на стадии сварки будущих элементов изменять толщину троса и нержавейки, то можно получать каждый раз новые виды дамаска.

Используя иные материалы, можно создавать и другие виды клинков.
Источник



