
Белый чугун
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Белый чугун – разновидность чугуна, имеющая в изломе белый цвет и характерный металлический блеск. Углерод в нем содержится в виде цементита. Присутствие графита в белом чугуне визуально не обнаруживается и определяется лишь химическим путем.
Нелегированный и легированный белый чугун обладают различным химическим составом. Легирование белого чугуна выполняется с целью повышения его износостойкости. Для этих целей применяются карбидообразующие элементы – хром, вольфрам, молибден и др.
Особенности получения белого чугуна
В процессе получения белого чугуна заданной структуры необходимо подавить процесс графитизации в течение всего времени кристаллизации жидкой массы. В данном случае имеет значение как грамотный подбор исходных материалов, так и соблюдение технологии охлаждения чугуна в форме.
Когда отливки производят из нелегированного чугуна в сырых песчаных формах, существует необходимость соблюдать пропорцию углерода и кремния: С (Si + lg R) 2 , σв = 35 кГ/мм 2 ; σизг = 70 кГ/мм 2 ; HRC 48-50.
Отливки из белого чугуна подвергаются отжигу – для снятия внутренних напряжений и стабилизации размеров. Температура отжига зависит от стойкости карбидов и в случае белого чугуна повышается до 850 ˚С. Процессы нагревания и охлаждения должны быть медленными для всех сортов легированного чугуна. В результате получаются прочные детали, в гораздо меньшей степени склонные к образованию трещин.
Источник
Большая Энциклопедия Нефти и Газа
Получение — белый чугун
Получение белого чугуна зависит от наличия в составе чугуна карбидо-образующих элементов и скорости охлаждения. Наличие марганца, хрома, ванадия, вольфрама, молибдена и ряда других элементов способствует образованию белого чугуна. Повышенные скорости охлаждения также способствуют образованию белого чугуна. [1]
С затрудняется получение белого чугуна , особенно в толстостенных отливках, и снижаются механические свойства ковкого чугуна. Прочность и твердость ковкого чугуна повышаются с увеличением содержания связанного углерода, а пластичность снижается. [2]
Марганец способствует получению белого чугуна , так как образует с углеродом карбиды МпзС и этим препятствует графитизации. [3]
Марганец способствует получению белого чугуна , так как образует с углеродом карбиды Мп3С и этим препятствует графити-зации. [4]
Марганец способствует получению белого чугуна , так как образует с углеродом карбиды Мп3С и этим препятствует графитизации. При содержании до 1 %, повышает прочность чугуна. [5]
Марганец способствует получению белого чугуна , так как образует с углеродом карбиды Мп3С и этигЛ препятствует графитизации. [6]
Марганец способствует получению белого чугуна , так как образует с углеродом карбиды Мп3С и этим препятствует графити-зации. [7]
Управление первичной кристаллизацией может способствовать получению белого чугуна с высокой износостойкостью и удароус-гойчивостью. Малая степень переохлаждения приводит к образованию коротких и широких дендритов аустенита, а также грубых пластинок цементита. [8]
Известно, что быстрое охлаждение способствует получению белого чугуна , замедленное — серого чугуна. На рис. 94 приведена диаграмма, пользуясь которой можно получить в отливке нужную структуру, регулируя химический состав и скорость охлаждения. [10]
Известно, что быстрое охлаждение способствует получению белого чугуна , замедленное — серого чугуна. [12]
Для получения максимальной износостойкости следует стремиться к получению белых чугунов с мартенситной основой, однако следует иметь в виду, что последняя содержит значительное количество остаточного аустенита. В условиях абразивного изнашивания при значительных ударных нагрузках и повторяющихся высоких напряжениях, испытываемых одним и тем же объемом изнашиваемого металла, лучшей может быть аустенитная металлическая основа. [13]
Увеличение содержания кремния до 10 — 11 % затрудняет получение чисто белого чугуна даже при скоростях охлаждения более 50 град / сек. Образуются графитные включения шаровидной формы, окруженные ферритны-ми оторочками. В основном же структура состоит из дендритов феррита и силикокарбида в междуветвиях. Этот тип структуры высококремнистых чугунов связан, по-видимому, с переходом к новой двойной эвтектике — силикокарбидо-ферритной. [14]
Одни элементы, как кремний, углерод, алюминий, титан, способствуют графитизации, другие, например, марганец, сера, хром, затрудняют ее и способствуют отбеливанию, т, е, получению белого чугуна . [15]
Источник
Чугуны (белый, серый, высокопрочный, ковкий). Получение, структура, маркировка, область применения




![]()
![]()
Белые чугуны: состав, свойства, область применения.
Углерод находится в виде цементита Fe3C. Излом будет белый, если сломать. В структуре доэвтектического чугуна HB 550 наряду с перлитом и вторичным цементитом присутствует хрупкая эвтектика (ледебурит), количество которой достигает 100% в эвтектическом чугуне. Структура заэвтектического чугуна состоит из эвтектики (Лп) и первичного цементита, выделяющегося при кристаллизации из жидкости в виде крупных пластин. Высокая твёрдость, трудно обрабатывается резанием. Гл. свойство: высокая износостойкость. Чугун хрупкий. Редко применяется в машиностроении. Используется при изготовлении жерновов на мельнице, прокатные валки на прокатных станках, изгороди делают из этого чугуна. Если отливка небольшая (до 10 кг), то образуется белый чугун при быстром охлаждении.
Получение: В доменных печах выплавляют белые чугуны трех типов: литейный коксовый, передельный коксовый и ферросплавы.
Структура не оказывает влияние на пластичность, она остается чрезвычайно низкой. Но оказывает влияние на твердость. Механическая прочность в основном определяется количеством, формой и размерами включений графита. Мелкие, завихренной формы чешуйки графита меньше снижают прочность. Такая форма достигается путем модифицирования. В качестве модификаторов применяют алюминий, силикокальций, ферросилиций.
Серый чугун широко применяется в машиностроении, так как легко обрабатывается и обладает хорошими свойствами.
В зависимости от прочности серый чугун подразделяют на 10 марок (ГОСТ 1412).
Серые чугуны при малом сопротивлении растяжению имеют достаточно высокое сопротивление сжатию.
Серые чугуны содержат углерода – 3,2…3,5 %; кремния – 1,9…2,5 %; марганца –0,5…0,8 %; фосфора – 0,1…0,3 %; серы –
Обозначаются индексом СЧ (серый чугун) и числом, которое показывает значение предела прочности, умноженное на 10 -1 СЧ 15.
Получение: Графит образуется в серых чугунах в результате распада хрупкого цементита. Этот процесс называют графитизацией. Распад цементита вызывают искусственно путем введения кремния или специальной термической обработки белого чугуна.
Высокопрочный чугун с шаровидным графитом.
Высокопрочные чугуны (ГОСТ 7293) могут иметь ферритную (ВЧ 35), феррито-перлитную (ВЧ45) и перлитную (ВЧ 80) металлическую основу.
Получают эти чугуны из серых, в результате модифицирования магнием или церием (добавляется 0,03…0,07% от массы отливки). По сравнению с серыми чугунами, механические свойства повышаются, это вызвано отсутствием неравномерности в распределении напряжений из-за шаровидной формы графита.
Чугуны с перлитной металлической основой имеют высокие показатели прочности при меньшем значении пластичности. Соотношение пластичности и прочности ферритных чугунов — обратное.
Высокопрочные чугуны обладают высоким пределом текучести,
 ,
,
что выше предела текучести стальных отливок. Также характерна достаточно высокая ударная вязкость и усталостная прочность,
 ,
,
при перлитной основе.
Высокопрочные чугуны содержат: углерода – 3,2…3,8 %, кремния – 1,9…2,6 %, марганца – 0,6…0,8 %, фосфора – до 0,12 %, серы – до 0,3 %.
Эти чугуны обладают высокой жидкотекучестью, линейная усадка – около 1%. Литейные напряжения в отливках несколько выше, чем для серого чугуна. Из-за высокого модуля упругости достаточно высокая обрабатываемость резанием. Обладают удовлетворительной свариваемостью.

Из высокопрочного чугуна изготовляют тонкостенные отливки (поршневые кольца), шаботы ковочных молотов, станины и рамы прессов и прокатных станов, изложницы, резцедержатели, планшайбы.
Отливки коленчатых валов массой до 2..3 т, взамен кованых валов из стали, обладают более высокой циклической вязкостью, малочувствительны к внешним концентраторам напряжения, обладают лучшими антифрикционными свойствами и значительно дешевле.
Обозначаются индексом ВЧ (высокопрочный чугун) и числом, которое показывает значение предела прочности, умноженное на  ВЧ 100.
ВЧ 100.
Получение: Высокопрочные чугуны (ГОСТ 7293—79) — разновидность серых чугунов, которые получают при модификации их магнием или церием. Графитовые включения в этих чугунах имеют шаровидную форму.
 Получают отжигом белого доэвтектического чугуна.
Получают отжигом белого доэвтектического чугуна.
Хорошие свойства у отливок обеспечиваются, если в процессе кристаллизации и охлаждения отливок в форме не происходит процесс графитизации. Чтобы предотвратить графитизацию, чугуны должны иметь пониженное содержание углерода и кремния.
Ковкие чугуны содержат: углерода – 2,4…3,0 %, кремния – 0,8…1,4 %, марганца – 0,3…1,0 %, фосфора – до 0,2 %, серы – до 0,1 %.
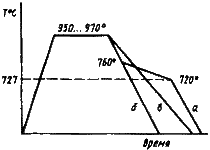
Формирование окончательной структуры и свойств отливок происходит в процессе отжига, схема которого представлена на рис. 11.4. Отливки выдерживаются в печи при температуре 950…1000С в течении 15…20 часов. Происходит разложение цементита:Fe3C→Fey(C)+C.
Структура после выдержки состоит из аустенита и графита (углерод отжига). При медленном охлаждении в интервале 760…720 o С, происходит разложение цементита, входящего в состав перлита, и структура после отжига состоит из феррита и углерода отжига (получается ферритный ковкий чугун).
При относительно быстром охлаждении (режим б, рис. 11.3) вторая стадия полностью устраняется, и получается перлитный ковкий чугун.
Структура чугуна, отожженного по режиму в, состоит из перлита, феррита и графита отжига (получается феррито-перлитный ковкий чугун)
По механическим и технологическим свойствам ковкий чугун занимает промежуточное положение между серым чугуном и сталью. Недостатком ковкого чугуна по сравнению с высокопрочным является ограничение толщины стенок для отливки и необходимость отжига.
Отливки из ковкого чугуна применяют для деталей, работающих при ударных и вибрационных нагрузках. Из ферритных чугунов изготавливают картеры редукторов, ступицы, крюки, скобы, хомутики, муфты, фланцы.
Из перлитных чугунов, характеризующихся высокой прочностью, достаточной пластичностью, изготавливают вилки карданных валов, звенья и ролики цепей конвейера, тормозные колодки.
Обозначаются индексом КЧ (высокопрочный чугун) и двумя числми, первое из которых показывает значение предела прочности, умноженное на  , а второе – относительное удлинение — КЧ 30 — 6.
, а второе – относительное удлинение — КЧ 30 — 6.
Получение: Ковкие чугуны — разновидность серых чугунов, получаемая путем длительного (до 80 ч) выдерживания белых чугунов при высокой температуре. Такая термическая обработка называется томлением. При этом цементит распадается и выделившийся при его распаде графит образует хлопьевидные включения. В зависимости от температуры и длительности выдерживания ковкие чугуны получают на ферритной и ферритно-перлитной основах.
Источник
Способ получения высокохромистых белых износостойких чугунов
Изобретение относится к металлургии и литейному производству, в частности к способам улучшения свойств литых износостойких сплавов, используемых в машиностроении для изготовления деталей, работающих в условиях абразивного и гидроабразивного износа, когда одновременно с высокой износостойксотью необходима высокая прочность. Новым в предложенном способе является то, что операцию модифицирования ведут металлическим магнием в количестве 0,1 — 0,3% от массы металла, а для упрощения технологии модифицирование проводят в открытом ковше или литейной форме магнийсодержащей, например магнийникелевой или магнийкремниевой, лигатурой в количестве 0,8 — 4,0% от массы металла. 1 табл.
Изобретение относится к металлургии и литейному производству, в частности к способам улучшения свойств литых износостойких сплавов, используемых в машиностроении для изготовления деталей, работающих в условиях абразивного и гидроабразивного износа, когда одновременно с высокой износостойкостью необходима высокая прочность.
Цель изобретения — повышение прочности и снижение стойкости получения высокохромистых белых износостойких чугунов.
Способ получения высокохромистых белых износостойких чугунов включает выплавку, последовательное раскисление и модифицирование жидкого металла, операцию модифицирования ведут металлическим магнием или магнийсодержащим веществом в количестве, обеспечивающим ввод в жидкий чугун магния 0,15-0,40% от массы металла.
Обработка чугуна магнием приводит к очистке чугуна от поверхностно-активных элементов (рафинированию) и созданию ультрадисперсных центров кристаллизации с образованием мелкодисперсной карбидной фазы.
Получение мелкодисперсной структуры позволяет существенно повысить прочностные свойства, при этом одновременно повышается и износостойкость.
Измельчение зерна основы металла и глобулизация карбидов положительно сказывается на обрабатываемость износостойких чугунов лезвийным инструментом. Улучшение обрабатываемости отмечается у отожженных чугунов.
Способ осуществляется следующим образом.
Жидкий металл, нагретый до 1500-1550 о С, перед его выпуском и модифицированием раскисляют алюминием или ферротитаном из расчета присадки 0,05-0,10% от массы металла.
Ввод металлического магния осуществляется с помощью колокольчика, удерживающего от всплывания, либо с помощью герметизированного ковша или автоклава.
В случаях использования магнийсодержащих веществ (лигатур), ввод их в жидкий металл может осуществляться в обычных опытных ковшах.
Предложенный способ получения высокохромистых износостойких чугунов рекомендуется использовать для сплавов с содержанием хрома от 2% и более, с включением других легирующих компонентов, как, например, никель, бор, титан, молибден и др.
Пример конкретного осуществления способа.
С целью промышленного опробования выплавку износостойкого чугуна производили в индукционной печи ИСТ-0,06 с кислой футеровкой.
В качестве исходного чугуна для исследования принят износостойкий чугун марки ИЧХ20РТ (а. с. 393352).
Выплавку металла осуществим методом сплавления. Шихту, состоящую из передельного чугуна, стального лома, феррохрома, ферробора и ферротитана, расплавим в индукционной печи и перегревали до 1500-1550 о С.
При выпуске металла из печи в ковш его раскислим алюминиевым или ферротитаном в количестве 0,05-0,10% от массы металла.
Модифицирование производили металлическим магнием путем погружения в жидкий металл с помощью колокольчика. Наполнение металла осуществляли на 2/3 высоты ковша с целью предотвращения выброса металла, связанного с реакцией модифицирования.
Модифицирование магнием осуществляем из расчета его ввода от 0,1 до 0,4% от массы металла.
Разливку металла по формам производили при температуре 1380-1450 о С.
Результаты физико-механических свойств, связанные с модифицированием износостойкого чугуна в зависимости от количества введенного модификатора магния приведены в таблице.
Из приведенных в таблице данных видно, что влияние магниевого модификатора заметно уже при вводе его в количестве 0,1% от массы металла.
Более заметный и существенный рост прочностных свойств и износостойкости наблюдается при вводе модификатора в количестве 0,15 и более от массы металла.
При введении магния в количестве 0,2 и 0,3% рост прочностных свойств и износостойкости достигает максимума и снижается лишь при введении модификатора в количестве 0,4% .
Таким образом, модифицирование магнием (магнийсодержащими веществами) рационально производить с введением магния в расплав износостойких хромистых чугунов в пределах 0,15-0,40% от массы металла.
Модифицирование магнием износостойких чугунов повышает их прочностные свойства. Предел прочности при растяжении возрастает в сравнении с немодифицированным в 1,5-2,0 раза, ударная вязкость в 1,5 раза, а износостойкость в 1,3-1,5 раза. (56) Авторское свидетельство СССР N 459504, кл. С 21 С 1/08, 1973.
Авторское свидетельство СССР N 1216212, кл. С 21 С, 1984.
СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОХРОМИСТЫХ БЕЛЫХ ИЗНОСОСТОЙКИХ ЧУГУНОВ, включающий выплавку, последовательный ввод раскислителей и модификаторов, отличающийся тем, что, с целью повышения прочности и снижения стоимости, в качестве модификатора используют металлический магний или магнийсодержащие вещества в количестве, обеспечивающем ввод в жидкий чугун магния 0,15 — 0,40% от массы металла.
Источник



