
- Литьё латуни по выплавляемым моделям (филамент WAX)
- Подпишитесь на автора
- Справочник: все, что вы должны знать о литье по выплавляемым моделям
- Введение в литье по выплавляемым моделям
- Что такое потерянное восковое литье
- История литья по выплавляемым моделям
- Процесс литья по выплавляемой восковой модели: этапы работы
- Какой тип воска используется для литья по выплавляемым моделям?
- Какие материалы используются при восковой эпиляции по выплавляемым моделям?
- Каковы преимущества и недостатки литья по выплавляемым моделям
- В чем разница между литьем по выплавляемым моделям и литьем в песчаные формы?
- Услуги по литью воска по выплавляемым моделям в China-Roche Industry
Литьё латуни по выплавляемым моделям (филамент WAX)
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Перед тем как отливать восковки, нам нужно распечатать эти самые восковки. Я буду использовать пластик WAX (вакс) от компании «Filamentarno!». По сути WAX — это воск в виде филамента. Рекомендую к просмотру ролик по печати материалом WAX На ULTi STEEL:
Под одним из моих роликов подписчик посоветовал мне попробовать распечатать воск на фольгированном скотче. Хм, почему бы и нет? Я взял простую алюминиевую ленту. Если честно, результатом я не очень сильно доволен, потому что с одной стороны оторвало крупную деталь, например шестерёнку.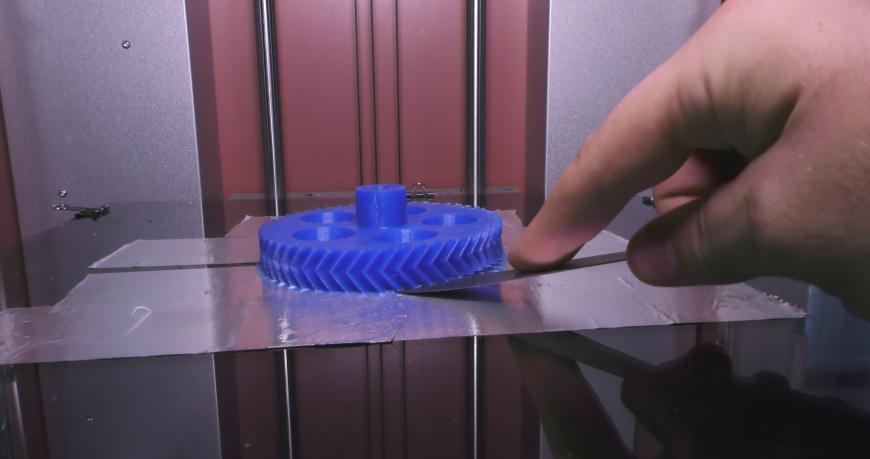
Поэтому данный способ рекомендовать не могу, плюс ещё огромная проблема — алюминиевая лента оставляет на стекле следы от клея.
Также я распечатал несколько крепёжных уголков, которые нашёл на сайте Тингвивёрс и несколько литников.


За что я очень сильно обожаю материал WAX, у него прекрасно отходят поддержки, прям супер. В одном из следующих статей мы обязательно поговорим о возможности постобработки именно вакса.
Для литья я буду использовать классический способ литья в песок с жидким стеклом. Для этого нужно сделать опоку. Опока — это форма, в которую кладётся сама заготовка, и всё это укладывается вокруг формовочной смесью. Для опоки я использовал, так как я сам работаю в магазине сантехники, приварыши на 3 и 4 дюйма, соответственно.

Нужно сделать отверстия в опоке чтобы формовочная смесь успела высохнуть. После сверления Опока выглядит так:

Но перед тем как засыпать формовочную смесь, нам нужно приклеить литники к восковкам. Я взял классический литьевой воск красного цвета. После чего простой зажигалкой его разогреваю, несколько капель падают на деталь, и сверху я приклеиваю литник. Достаточно одной капли, на самом деле, потому что если капать много, то по краям получается облой, и это может испортить внешний вид детали, поэтому не перестарайтесь — достаточно одной капли, две уже в принципе бывает много. При этом температура плавления литьевого воска намного ниже, чем у того же вакса. Вакс начинает размягчаться при 90 градусах, поэтому всё в порядке. Можно спокойно капать — восковкам ничего не будет.

На шестерёнку я сделал 3 литника, на уголки по одному литнику соответственно, они небольшие смысла делать литников больше не вижу! Но учтите что данные литники сделаны не по науке они ведут напрямую в деталь. Я сделаю отдельную статью по видам литья. Чтобы вы разбирались что да как. Какие есть плюсы какие есть минусы, и как добиться замечательного результата.
Теперь займёмся подготовкой формовочной смеси. У меня в подвале целая большая Закрывающаяся герметично бочка речного просеянного песка. Вообще, речной песок лучше не использовать, потому что у него округлые крупицы. Есть ещё кварцевый песок, его называют карьерным. Вот он идеально подходит для изготовления формовочной смеси. Некоторые говорят, что из речного песка получаются не такие прочные формы. На самом деле, если нормально смешать (добавить жидкое стекло), об этом я расскажу дальше, то форма довольно таки прочная получается, в принципе как камень. Далее в просеянный речной песок добавляется жидкое стекло. Пропорция 1:10 примерно, главное не переборщить, чтобы песок не стал слишком Мокрым. И перемешиваем его. После того, как вы замешали формовочную смесь, нужно ей дать немного постоять, недолго. Нужно чтобы она пропиталась равномерно, стала влажной. К сожалению нельзя определить конкретно, готова ли формовочная смесь, это дело опыта. Нужно 2,3,4,5,10 раз замешать формовочную смесь, дать ей постоять, и вы в принципе начнёте прекрасно понимать, что да, она готова. Я еще не знаю как объяснить фразу, «Она хорошо формуется»
В опоку закладываем немного формовочной смеси, потом кладём восковку и сверху начинаем заталкивать песок.


К сожалению, подобная технология подразумевает то, что во время закладки восковки в данную формовочную смесь, литников быть не должно. По сути, я как бы нарушаю технический процесс, но не хочется заморачиваться, делать вот эти трубки из этой же формовочной смеси — зачем? Лишний перерасход материала. Да и опоку я подобрал для этой шестерёнки не очень удачную. Проблема в том, что по краям от стенок опоки остаётся по 5 миллиметров примерно, из-за этого песок плохо Попадает в зубья.
После того, как закинули формовочную смесь в опоки, кладём их сушиться. Я поставил сушиться на сутки на жаркое астраханское солнце.
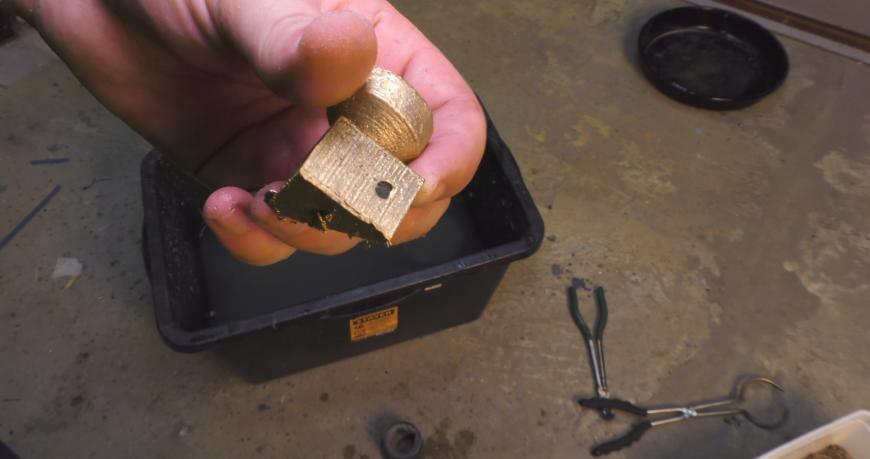
Пока она сушится, давайте посмотрим на мою покупку. Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он,
Настолько новую покупку, что она пролежала у меня наверное с полгода, прежде чем у меня дошли руки с ней поработать. Это плавильня. Причем не просто плавильня, а ювелирная плавильная. Я взял модель на 2 килограмма. Она стоит примерно 20 тысяч рублей. И в реальности она греется до 1150 градусов. Есть огромнейший минус — то, что тигель, в котором расплавленный металл, кстати вот и он, сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
сделан из графита. И во время литья получается такая проблема, что графит выгорает, а тигель не вечный. через некоторе количество отливок он придёт в негодность и нужно будет покупать новый. Поэтому просто для дома по приколу работать ей, ну честно дороговато , новый тигель в 2 кг. Обойдётся вам 1200-1500 руб.. Надо только узнать на сколько отливок его хватит перед тем как его пробьёт. Также в комплекте с плавильней лежали щипцы для переноса тигля с расплавленным металлом,
а также я его использовал для переноса опок, очень удобная вещица на самом деле. А также в коробке лежала инструкция, очень рекомендую её не терять, потому что там есть размеры тигля который можно, а точнее надо будет купить когда старый прогорит. Я вообще рекомендую держать у себя хотя бы один запасной, потому что ехать он будет месяц примерно а то и больше, чтобы был запасной для работы.
Включаем плавильню и настраиваем её на 1150 градусов. Я не знал, что плавильня настолько медленно разогревается, на рабочую температуру она выходит минут наверное 40.
Ну что, сутки на солнце прошли. Зачищаем опоки от лишнего песка, который налип по краям, а также железной щёткой снимаем песок который плохо склеился сверху и снизу. Всё затвердело, формовочная смесь стала очень жёсткой, поэтому не боимся железной щёткой снять лишнее. Теперь нам нужно выплавить этот самый воск, который находится внутри опоки. Для этого мы в печь закладываем опоки с восковками, включаем обогреватель на максимум, где-то градусов до 200-300 и вытапливаем. Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению.
Учтите, что вакс от Филаментарно более густой, то есть простой литьевой воск выливается как вода, причём очень легко, то вакс он довольно таки медленно вытекает, к сожалению. И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
И опять же это тоже процесс очень небыстрый, вплоть до 40-50 минут. Я помню старый ролик Дани Крастера, где он выплавлял пластик PLA, я не представляю, сколько времени у него на это ушло, наверное можно и состариться так ненароком.
Расплав рекомендуют перемешивать при помощи стеклянной палочки. Но это довольно таки дороговатое удовольствие на самом деле. Я рекомендую использовать березовую деревяшку, тонкую и длинную. Честно не знаю почему, видел на литейном производстве. А как известно, обезьянка видит — обезьянка повторяет.
Для защиты расплава от окисления я буду использовать борную кислоту. Не путайте: бура и борная кислота — это две разные вещи. Бура хорошо подходит для алюминия, борная кислота хорошо подходит именно для литья латуни и бронзы. А пока наш металл плавится, время зажигать газовый горн.
Закладываем опоки с вытапленным воском в горн. И разогреваем, практически до бела. Формоваяная смесь (если она замешана правильно) спокойно выдержит. Кстати, не забудьте обезопасить себя и надеть маску на лицо и краги, не перчатки а именно краги.  Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Многие из вас слабо представляют что такое 1100 градусов. 1100 градусов это так горячо, что на расстоянии полметра от тебя, у тебя жжёт руки в крагах для сварщика.
Заливаем жидкий металл в опоки.

Если нормально прокалить опоки то металл остаётся в жидком состоянии довольно долго
И вот деталь и отлилась.
Далее просто даём остыть, если не втерпёж то можно опустить и в воду. Главное убедитесь что опока достаточно остыла.
Отпиливаем литники: Они дальше пойдут в переплавку.
И давайте посмотрим на результат.



 Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно.
Больше всего мне интересна шестерёнка как самая сложная деталь — отлилась она просто шикарно. 

 Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня.
Есть мелкие наплывы но они легко убираются. Легче убрать лишнее чем добавить недостающее. Отпиливаем литники. Далее убираем остатки литников на гриндере, после чего обрабатываем пескоструем чтобы убрать весь оставшийся песок из пор. И получилась вот такая шестерня. 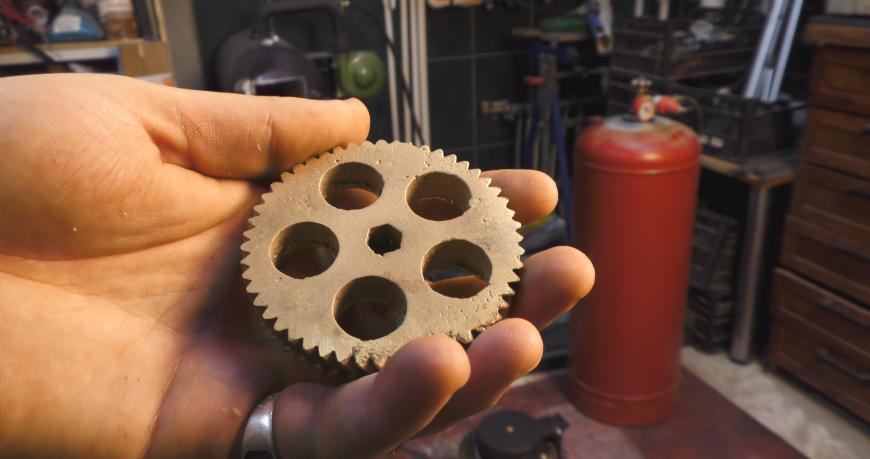


 Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм.
Зубья пролились отлично, надо будет немножко доработать и в принципе можно пускать в дело. 100 процентов внутри отливки есть микро полости, но опять же прошу отметить, что я лил в домашних условиях, не в промышленных масштабах, не используя вакуум естественно, поры будут. Но для самоделок этого хватает просто на тысячу и один процент. а также для недорогого коммерческого литья качество тоже достойное. Давайте протокарим шестерню чтобы убедится в отсутствии каверн внутри.На токарном я снял около 0,2 мм. Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
Как видите поры хоть и есть но их чертовски мало. И то близко к поверхности. Ну что? Надеюсь мой первый полноценный пост быд для вас интересен/полезен. Удачи в ваших свершениях! И как говорится: «Я не учу, а просто делаю и всё.»
P.S. Оригинальный ролик если вам тоже нравятся взрывы и вот это вот всё:
Источник
Справочник: все, что вы должны знать о литье по выплавляемым моделям

Введение в литье по выплавляемым моделям
Если вы захотите сделать эти замысловатые металлические изделия, бывает довольно сложно найти подходящий металл, который можно использовать для обработки металла. Литье по выплавляемой восковой модели обычно помогает превратить некоторые металлы в красивые изделия.
Для некоторых металлических изделий может потребоваться высочайшая точность, чего нелегко достичь с большинством металлов. В утерянном воске есть все необходимое, чтобы без проблем взяться за подобные проекты.
В этом руководстве мы расскажем вам все, что вы должны знать о литье по выплавляемым моделям.
Что такое потерянное восковое литье
Литье по выплавляемым моделям (также называемое «искусственное литье», «точное литье» или cire perdue, что было переведено на английский с французского) — это процедура, с помощью которой копия металлической фигуры отливается из оригинальной скульптуры. Металлическим сплавам придают особую конструкцию из восковой формы.
В течение нескольких лет литье по выплавляемым моделям использовалось для изготовления ювелирных изделий и других ценных металлических изделий. Одна из причин его популярности заключается в том, что множество дубликатов продукта можно создавать столько раз, сколько возможно.
История литья по выплавляемым моделям
Литье по выплавляемым моделям существует уже много лет. Считается, что самые ранние задокументированные известные случаи этой процедуры восходят к 3700 г. до н.э. после испытаний с использованием углерода-14. Их нашли в пещере сокровищ толпой на юге Израиля. Другие ранние примеры этой стратегии существуют во многих странах мира.
В древние времена на территории Месопотамии отливка по выплавляемым моделям активно использовалась для отливки небольших и огромных телескопов; В Южной Азии, Пакистан, было найдено уникальное медное ожерелье возрастом 6,000 лет, сделанное с помощью этой процедуры. Египет, Греция, Восточная Азия, Африка, Европа. Объекты, брошенные с помощью этого метода, были найдены по всему миру.
Литье по выплавляемой восковой модели используется для создания мелких деталей сложных металлических деталей, которые затем используются для различных промышленных целей. Эта система, возможно, началась много лет назад, однако, на тот момент, несмотря на то, что все играет важную роль в сегодняшнем кастинге.
Процесс литья по выплавляемой восковой модели: этапы работы
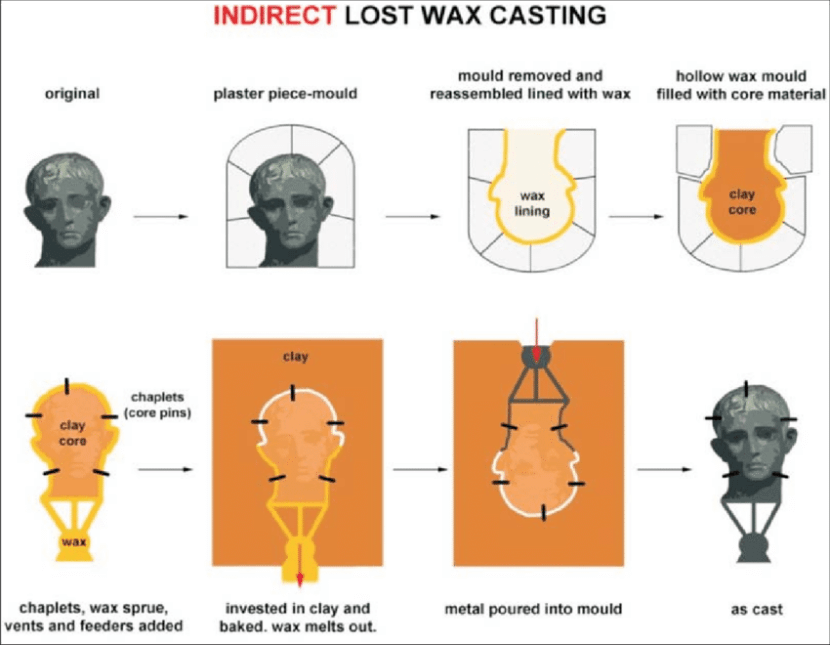
Отливка по выплавляемым моделям отливки источник researchgate
В некоторой степени литье по выплавляемым моделям — это стандартизированный процесс. Это просто означает, что у каждого отдельного литейного производства есть свои уникальные способы работы; все они стремятся следовать одному и тому же процессу.
Этот процесс состоит из нескольких этапов. Они есть;
1. Металлический инструмент вырезан из данных 3D CAD. Эта информация будет служить руководством для окончательного проектирования металлической детали или изделия.
2. Создана оригинальная позитивная модель для компонента. Эта модель создана из оснастки.
3. Затем воск собирается на направляющей системе, которая широко известна как «дерево».
4. Вокруг всей сборочной единицы образуется керамическая оболочка. Эта оболочка создается путем погружения и сушки. Это то, что называется инвестициями.
5. Затем оболочка депарафинируется при очень высоком давлении. Затем его нагревают в печи с целью повышения его механической прочности.
6. Затем расплавленный металл, который должен быть обработан, заливается в нагретый корпус.
7. Когда металл остывает, керамика разбивается, чтобы получить металл, который затвердел, принимая форму и конструкцию металла.
8. Деталь отрезается от «дерева». На металле могут быть выполнены отделочные и другие операции по механической обработке металла.
Дополнительный осмотр может проводиться только для проверки качества обработанных деталей.
Какой тип воска используется для литья по выплавляемым моделям?
Основной вид воска, который используется для этого процесса, — это микрокристаллический воск. Он липкий и податливый по своей природе.
Этот воск мягкий и имеет мелкую кристаллическую структуру. Такие особенности делают его идеальным топором даже для самых деликатных металлов, которые трудно обработать другими методами.
Какие материалы используются при восковой эпиляции по выплавляемым моделям?
Нет сомнений в том, что литье по выплавляемым моделям — это универсальный метод обработки материалов. Его можно использовать для обработки различных металлов, наиболее распространенными из которых являются:
-Сплавы на медной основе
-Нержавеющая сталь и родственные сплавы
-Никель и кобальт
Другие драгоценные металлы, которые используются для изготовления украшений, такие как золото и бронза, также подвергаются процедуре литья из воска.
Каковы преимущества и недостатки литья по выплавляемым моделям
Почему я должен отдавать предпочтение литью утерянного топора по сравнению с любым другим методом обработки ювелирных изделий и других металлических деталей?
Литье по выплавляемым моделям дает несколько преимуществ.
Первое преимущество заключается в том, что метод идеально подходит для небольших и сложных деталей. Давайте смотреть правде в глаза; большинство методов обработки металла используются для изготовления больших металлических деталей. Одной из особенностей этих деталей является то, что они легко калибруются.
С мелкими и сложными деталями трудно работать, поэтому литье по выплавляемым металлам является предпочтительным методом.
Еще одним преимуществом литья по выплавляемым моделям является то, что изделия редко требуют вторичной обработки или отделки. Поверхность литой металлической детали практически готова, поэтому повторная полировка может не потребоваться.
Получение дизайна для литья по выплавляемым моделям дешевле, чем проектирование для других методов обработки металла. Это возможно потому, что для получения дизайна не требуются угловые углы для обработки металла.
Литье по выплавляемым моделям, напечатанное на 3D-принтере, также является лучшим решением для металлов с высокой температурой плавления. Обработка таких металлов другими методами может быть затруднена, и потерянные вложения придут вам на помощь. Метод также применим к машинам с низкими температурами плавления.
Несмотря на многочисленные преимущества, литье по выплавляемым моделям имеет некоторые ограничения.
Один из недостатков литья по выплавляемым моделям — дороговизна капитала. Машины для литья по выплавляемым моделям довольно дороги, и они могут легко истощить ваши ресурсы.
Однако вы выбираете аутсорсинг услуг надежным компаниям по литью воска по выплавляемым моделям, и это облегчит вам финансовое бремя.
Еще одно ограничение метода литья по выплавляемым моделям состоит в том, что для его выполнения требуются квалифицированные специалисты. Литье по выплавляемым моделям — сложный процесс, с которым никто не может справиться. Как производитель, вы можете найти это дорого.
Хорошая новость в том, что у этой проблемы есть надежное решение. Позвольте лучшим компаниям по производству восковых изделий сделать эту работу за вас. У них есть адекватные квалифицированные специалисты, которые могут выполнить эту работу.
В чем разница между литьем по выплавляемым моделям и литьем в песчаные формы?
Между этими двумя методами литья всегда существовала путаница; литье по выплавляемым моделям или литье в песчаные формы. В чем разница между ними и какой из них использовать?
Первое отличие основано на их методах работы. Для литья в песчаные формы расплавленный металл заливают в форму, созданную путем уплотнения песка.
Из определения видно, что разница между этими двумя методами с точки зрения сложности.
Метод литья по выплавляемым моделям более сложен, чем метод литья в песчаные формы. Это автоматически означает, что он дороже метода литья в песчаные формы.
Еще одно отличие — это характер обрабатываемых деталей. Литье по выплавляемым моделям позволяет обрабатывать сложные детали, которые невозможно обработать методом литья в песчаные формы. Детали для литья в песчаные формы представляют собой относительно большие металлические детали.
Услуги по литью воска по выплавляемым моделям в China-Roche Industry
Вы дизайнер, ювелир или производитель и вам нужна услуга литья по выплавляемым моделям для нашего продукта? Позвольте Roche Industry решить эту важную, но деликатную задачу за вас. Мы являемся одной из самых авторитетных компаний по литью литейных изделий в Китае, которой вы можете полностью доверять.
Мы предоставляем нашим клиентам специализированные услуги по литью металлов по выплавляемым моделям. Под этим мы подразумеваем, что мы настраиваем услуги для полного удовлетворения ваших конкретных промышленных потребностей.
У нас есть целый ряд высокотехнологичного оборудования, способного эффективно выполнять любое сложное литье. Это подтверждается группой экспертов по литью по выплавляемым моделям, которые полностью посвящены удовлетворению потребностей клиентов.
Мы всегда готовы выполнить работу, независимо от масштабов проекта. Просто свяжитесь с нами, чтобы получить услуги литья по выплавляемым моделям премиум-класса в Китае.
Рошиндустри специализируется на высоком качестве Быстрое прототипирование, быстрый мелкосерийное производство и крупносерийное производство. Услуги быстрого прототипа, которые мы предоставляем, — это профессиональный инжиниринг, Обработка CNC включая фрезерные и токарные станки с ЧПУ, Изготовление листового металла или прототипирование листового металла, Умрите литье, металлическое тиснение, Вакуумное литье, 3D печать, SLA, Изготовление прототипов методом экструзии пластика и алюминия, Быстрая оснастка, Быстрое литье под давлением, Обработка поверхности закончить услуги и другие услуги быстрого прототипирования Китая, пожалуйста свяжитесь с нами прямо сейчас.
Ссылки на связанные источники:
Источник



