
- Предварительный нагрев в сварке и что не стоит забывать
- Зачем использовать предварительный нагрев?
- Где применяется термическая обработка сварных конструкций?
- Температуры предварительного нагрева
- Оборудование
- Способ подогрева свариваемых кромок
- Main Menu
- Предварительный, сопутствующий и последующий подогрев в сварочном производстве
- Технология подогрева
- Подогрев газовым пламенем
- Большая Энциклопедия Нефти и Газа
- Предварительный подогрев — свариваемая кромка
- Индукционный нагрев для термообработки сварных соединений — быстрота, удобство и технологичность.
Предварительный нагрев в сварке и что не стоит забывать
Явление нагрева сварного шва в околошовной зоне перед началом процедуры сварки известно под названием предварительный нагрев. В основном он применяется для печей, резистивных нагревательных элементов, горелок и высокочастотных нагревательных элементов. Процедура помогает устранить риск появления холодных трещин на металле и препятствует чрезмерному повышению твердости.

Зачем использовать предварительный нагрев?
Ниже приведены основные причины использования предварительного нагрева в процедуре сварки.
- Термическая обработка сварных конструкций устраняет влажность поверхности, а, следовательно, способствует уменьшению растрескивания.
- Она улучшает последующее расплавление и осаждение металла шва.
- Это снижает развитие напряжений, способствуя равномерному расширению и сжатию между сварным швом и основным металлом.
- Одной из основных задач предварительного нагрева является замедление скорости охлаждения, обеспечивающей равномерное затвердевание шва. Таким образом микроструктура металла будет иметь качественные механические свойства.
Исходя из соображений применения, термическая обработка сварных конструкций может определятся различными способами.
- Предварительный подогрев — минимальная температура сварного шва задается сразу перед началом сварки. В спецификации процесса сварки (WPS) он может быть указан в определенном диапазоне.
- Подогрев между проходами – в многопроходной сварке перед началом следующего прохода требуется максимальная температура. Нагрев в таком случае не может быть ниже, чем минимальное значение предварительной термической обработки.
- Поддерживание сварочной температуры — минимальная температура сварочной зоны, которая должна поддерживаться на протяжении всего процесса сварки. При прерывании работ температура зоны сварного шва не должна понижаться.
Где применяется термическая обработка сварных конструкций?
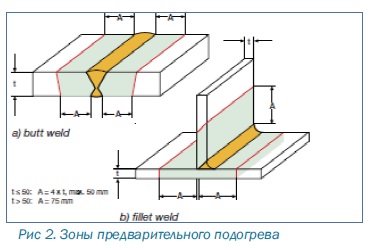
Как правило, предварительный подогрев применяется на основном металле на определенном расстоянии от шва. Давайте предположим, что А — это определенная часть углового шва, тогда в таком случае возникают две проблемы при расчете расстояния для применения предварительного нагрева.
- Если толщина основного металла меньше или равна 50 мм, то значение А не должно превышать 50 мм от шва.
- Если толщина основного металла превышает 50 мм, то А обязано быть менее 75 мм от шва (инструкция по выдаче сертификатов персоналу, проверяющему качество сварки: CSWIP 23,4).
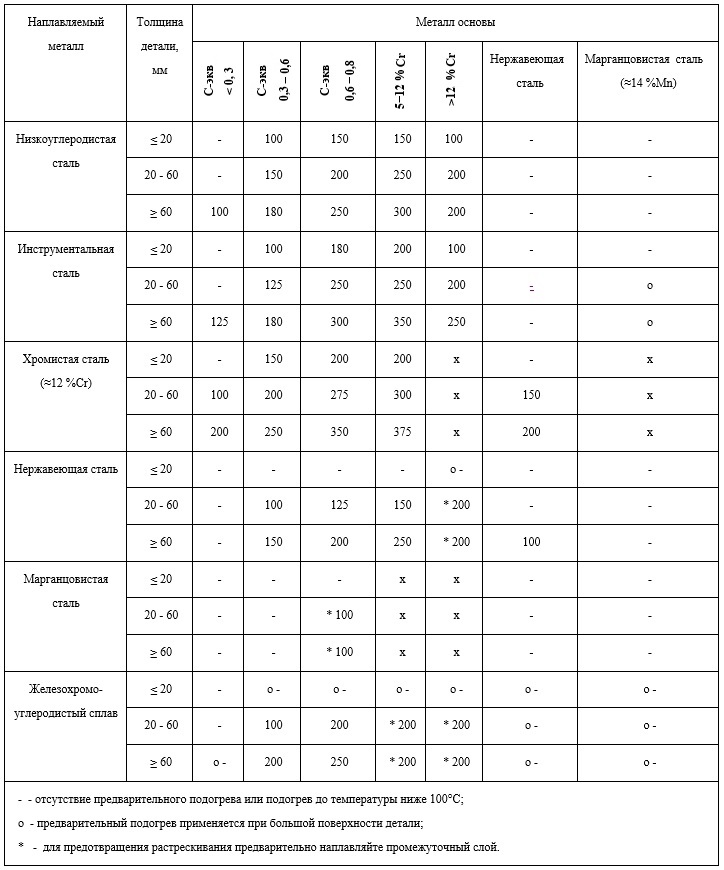
Температуры предварительного нагрева
У многих возникнет вопрос: до каких температурных значений нагревать металл? Ответить на данный вопрос поможет рекомендуемая температура нагрева стальных металлических конструкций перед сваркой. В таблице ниже она отображается относительно к толщине и составу разных сталей.
Оборудование
Сегодня на рынке разработано несколько видов оборудования, которые используются в некоторых коммерческих отраслях с целью индикации температуры предварительного нагрева, ее измерения и контроля. Ниже перечислены основные температурные датчики и измерительные приборы, которые применяются для этого.
Контактный термометр — используется для точного измерения температуры до 350 градусов по Цельсию. Он состоит из устройства измерения температуры, известного как «термистор», его сопротивление значительно снижается при нагревании, а значит обратно пропорционально температуре. Однако, чтобы получить точные результаты возникает необходимость «периодической калибровки», что является минусом этого оборудования.
Термокарандаш и термопаста — состоят из материала, который плавится или меняет свой цвет при нагревании в зависимости от температуры. Они доступные, предлагаются по низкой цене и просты в использовании. Их слабая сторона — они не дают точных измерений.
Термопара — работает по принципу измерения термоэлектрической разности потенциалов между горячим металлом сварного шва и свариваемым металлом для вычисления температуры. Применяется во время сварки, после нее и для термической обработки с целью постоянного мониторинга и контроля температуры нагрева и охлаждения. Оборудование дает точные измерения в широком диапазоне температур, но у него есть необходимость периодической калибровки. Это является весомой проблемой.
Источник
Способ подогрева свариваемых кромок
Main Menu
Предварительный, сопутствующий и последующий подогрев в сварочном производстве
 В современном производстве широко распространено использование сталей со специальными свойствами. Применение данных материалов позволяет получить изделия с высокими прочностными свойствами, коррозионной и химической стойкостью, способных работать в условиях критических температур и дающих дополнительные возможности по снижению веса и общей стоимости конечных изделий.
В современном производстве широко распространено использование сталей со специальными свойствами. Применение данных материалов позволяет получить изделия с высокими прочностными свойствами, коррозионной и химической стойкостью, способных работать в условиях критических температур и дающих дополнительные возможности по снижению веса и общей стоимости конечных изделий.
Тем не менее использование специальных материалов требует применения особых технологий во время выполнения процессов вырезки заготовок и проведения сварочных операций.
Технология подогрева
Эффективным методом предотвращения образования возможных дефектов, таких как появление горячих и холодных трещин, изменение свойств материала в зоне термического влияния является применение предварительного, сопутствующего и последующего подогрева при выполнении сварочных операций и других технологических операций. При резке данных материалов обычно применяется предварительный подогрев, при сварке применяется предварительный, а также сопутствующий и последующий подогрев.
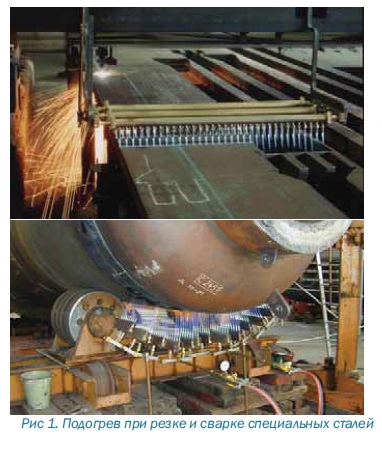
Подогрев может также применяться при обработке других материалов (например, алюминия), особенно при большой толщине материала. При резке сталей применение подогрева позволяет разрезать металл большой толщины с лучшим качеством и более высокой скоростью.
Температура и зона необходимого прогрева зависит от типа материала, его толщины и последующего процесса обработки. При этом важно выдерживать технологически заданную температуру непосредственно в процессе сварки и резки материала. Подогрев должен быть обеспечен равномерно по всей толщине материала на всю зону термического влияния.
В зависимости от возможностей производства, применяемых материалов, размеров изделий и последующего процесса обработки применяются различные варианты нагрева, такие как:
— нагрев в печи с последующим перемещением заготовок на сварочно-сборочные стенды;
— нагрев заготовки газовым пламенем с последующим выполнением сварочных и резательных операций;
— локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки,
— нагрев электрическими матами;
— индуктивный нагрев заготовки.
В конечном счете эффективность применения подогрева зависит от точности, равномерности и управляемости процессом распределения температуры по всей толщине материала в требуемой зоне термического влияния, а также скорости выполнения нагрева.
Подогрев газовым пламенем
Локальный нагрев газовыми горелками, технологически совмещенный с процессом сварки/резки, является наиболее универсальным методом, требует минимальных вложений в оборудование. Данный процесс также является экономически выгодным за счет минимального остывания заготовки перед процессом обработки и прогрева только технологически необходимых зон термического влияния без дополнительных затрат на нагрев всей конструкции.

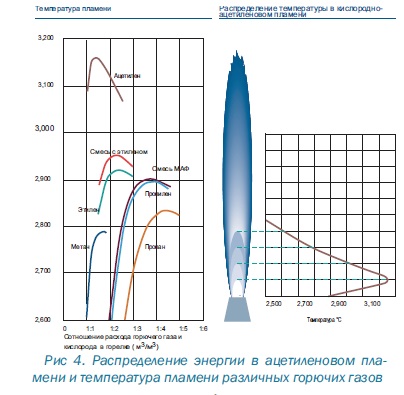
Выделяемая горелками энергия и ее концентрация в пламени должны соответствовать задаче подогрева. Количество данной энергии определяется применяемыми газами, размером и конструкцией сопел.
Для горелок локального нагрева могут применяться различные газы: горючие — ацетилен, пропан или природный газ; окисляющие — воздух из окружающей среды без наддува, сжатый воздух или кислород.
Горючие газы имеют очень большое влияние на скорость подогрева, возможность автоматизации процесса и конечное качество обработки. Медленногорючие газы (такие как пропан и природный газ) отличаются длинным факелом пламени с широким рассеиванием тепла.
Применение в качестве окислителя воздуха их окружающей среды без наддува приводит к низко контролируемому процессу нагрева и в конечном счете – к неэффективному использованию сжигаемых газов и дополнительным расходам.
При этом важен как правильный выбор горючего газа и окислителя, так и правильное расположение горелок относительно нагреваемого материала для обеспечения передачи всей энергии пламени в обрабатываемый материал.
Слишком большой поток газа при малом расстоянии горелки от подогреваемой поверхности приводит к тому, что пламя будет нагревать не только деталь, но также и саму систему горелок. То же происходит при применении горючего газа с низкой скоростью горения (пропан или природный газ) за счет того, что факел пламени отражается от нагреваемой поверхности и догорает в области горелок. В конечном счете тратится избыточное количество энергии и происходит перегрев горелок и более быстрый выход их из строя. Пламя на основе комбинации ацетилена и сжатого воздуха дает максимальную энергию за счет высокой температуры горения ацетилена и может быть хорошо скорректированным и контролируемым. Горелки на данной смеси газов за счет высокой скорости горения ацетилена и, как следствие, высокой концентрации энергии пламени являются наиболее эффективными по производительности, долговечности и экономичности.
В то же время низкая концентрация выделяемой влаги в пламени при сгорании ацетилена ( 0 #1 profile 31.10.2018 19:16
Need cheap hosting? Try webhosting1st, just $10 for an year.
Источник
Большая Энциклопедия Нефти и Газа
Предварительный подогрев — свариваемая кромка
Предварительный подогрев свариваемых кромок выполняется путем наложения лент с обеих сторон шва на зачищенную поверхность. Количество лент на каждой кромке зависит от температуры подогрева п температуры наружного воздуха. Ленты защищаются от брызг п лучеиспускания асбестовыми листами. [1]
Предварительный подогрев свариваемых кромок выполняется путем наложения лент с обеих сторон шва на зачищенную поверхность. Количество лент на каждой кромке зависит от температуры подогрева и температуры наружного воздуха. Ленты защищаются от брызг и лучеиспускания асбестовыми листами. [2]
Предварительный подогрев свариваемых кромок целесообразно осуществлять с помощью индукторов, питающихся электрическим током промышленной частоты. [4]
Для предварительного подогрева свариваемых кромок и прилегающих зон в месте стыка устанавливается разъемная печь, обеспечивающая подогрев до 350 — 400 С. Контроль температуры подогрева осуществляется в четырех точках на кольцевом шве. Печь собирается на базе сварного швеллера. Перед началом сварки производятся прихватки длиной 100 — 150 мм через 120 по окружности на режиме сварки кольцевого шва. После заварки кольцевого шва осуществляется отпуск для снятия остаточных напряжений и выравнивания структуры металла шва и околошовной зоны. Термообработка проводится в газовой нагревательной печи. [6]
При более низкой температуре автоматическая сварка ведется с предварительным подогревом свариваемых кромок до температуры 160 — 200 С. [7]
В некоторых случаях применяют комбинированный нагрев двумя тинами индукторов, один из которых осуществляет предварительный подогрев свариваемых кромок . Индукционный метод нагрева позволяет сваривать продольные швы труб как из черных, так и цветных металлов, в том числе тонкостепные трубы. При достаточно больших мощностях высокочастотных генераторов скорость сварки практически ограничивается только формовкой трубных заготовок. [8]
В некоторых случаях применяют комбинированный нагрев двумя типами индукторов, один из которых осуществляет предварительный подогрев свариваемых кромок . Индукционный метод нагрева позволяет сваривать продольные швы труб как из черных, так и цветных металлов, в том числе тонкостенные трубы. При достаточно больших мощностях высокочастотных генераторов скорость сварки практически ограничивается только формовкой трубных заготовок. [9]
Сварка при отрицательной окружающей температуре или при повышенной относительной влажности воздуха допускается при условии обязательного предварительного подогрева свариваемых кромок ( независимо от их толщины) до температуры 100 — 200 С. [10]
Автоматическая сварка меди под флюсом имеет ряд важных преимуществ по сравнению с ручной сваркой покрытыми электродами. Главное из них — возможность выполнения сварки без предварительного подогрева свариваемых кромок благодаря тому, что дуга горит во флюсовом пузыре и потери теплоты на излучение минимальны. Кромки подогревают только для начала сварки. [11]
Приведенные режимы используют только до температуры воздуха 0 С. При более низкой температуре автоматическую сварку ведут с предварительным подогревом свариваемых кромок до температуры 160 — 200 С. [12]
Конструкции, не имеющие жестких узлов и составленные из элементов небольшой толщины ( не более 15 мм); обычно сваривают без предварительного подогрева при условии положительной температуры окружающего воздуха. В случае большой толщины элементов или жесткости узлов, а также при отрицательной температуре воздуха производят предварительный подогрев свариваемых кромок или всего изделия до температуры 100 — 150 С. [13]
Источник
Индукционный нагрев для термообработки сварных соединений — быстрота, удобство и технологичность.
Предварительный подогрев
Предварительный подогрев кромок свариваемых труб заключается в повышении их температуры до необходимого значения, которое зависит от ряда факторов – характеристик металла трубы, толщины ее стенки, температуры окружающего воздуха.
Как правило, предварительный подогрев проводят по следующим причинам:
1. Снижается скорость остывания наплавляемого металла и металла трубы, благодаря чему сварной стык приобретает большую вязкость и становиться устойчивым к образованию трещин.
Кроме того, при меньшей скорости охлаждения наплавляемого металла, происходит более интенсивное рассеяние водорода из металла шва в окружающую среду и околошовную зону. Так как накопление водорода в металле сварного шва является причиной зарождения и распространения холодных трещин, выполнение предварительного подогрева способствует снижению риска их образования. По этой же причине, для ряда металлов, содержащих большое количество диффузионного водорода, предварительный подогрев перед сваркой является обязательной процедурой.
2. Снижается усадочное напряжение шва и металла кромок трубы, чтобы бывает важно при формировании соединений под высоким напряжением.
В общем случае необходимость выполнения предварительного подогрева и минимальные температуры, до которых необходимо нагревать околошовную зону, определяются отраслевыми стандартами на проведение такого вида работ.
Сопутствующий (межслойный) подогрев
В общем случае, сопутствующий или иначе межслойный подогрев выполняется для тех же целей и по тем же причинам, что и предварительный.
Главное условие межслойного подогрева заключается в том, что температура металла свариваемых кромок между первым и последним проходом (формированием слоев сварного шва) – не должна опускаться ниже температуры предварительного подогрева.
Необходимость и условия выполнения предварительного подогрева также регламентируются соответствующими отраслевыми стандартами.
Термообработка сварного соединения
При сварке труб из некоторых видов металла, а также при сварке толстостенных труб, в области сварного соединения возникают внутренние термические напряжения. Их наличие значительно ухудшает механические свойства сварного стыка, что может привести к его излому и образованию трещин.
Для снятия образовавшихся напряжений в сварном шве, его подвергают термической обработке, которая заключается в нагреве сварного шва и околошовной зоны до температур 550 — 950 °С (в зависимости от вида термообработки), выдержки при этой температуре в течение определенного времени и постепенного, длительного охлаждения.
Необходимость и параметры термообработки для каждого конкретного случая определяются отраслевыми стандартами. Как правило, термообработке подвергают сварные соединения на трубопроводах высокого давления, тройники и отводы.
Нагрев перед нанесением изоляции
Для антикоррозионной и механической защиты сварного соединения, а также термоизоляции его покрывают полимерным покрытием, технологические условия нанесения которого, требуют нагревать металлическую основу до температуры 50-180 °С. Это обеспечивает лучшую адгезию и усадку покрытия, что особенно важно при низких температурах окружающей среды.
Источник



