
- Виды резьб и методы их обработки
- Нарезка резьбы — слесарная обработка
- Способы обработки
- Особенности нарезания внутренней резьбы
- • способ обработки метчиком
- • метод нарезки на токарном станке
- Особенности нарезания наружной резьбы
- • способ нарезки плашкой и метчиком
- • метод токарной обработки
- Особенность нарезания резьбы на трубах
- Слесарное дело
- Глава 3. Обработка резьбовых поверхностей
- 3.1. Резьба: типы, основные элементы и профили, применение
Виды резьб и методы их обработки




![]()
![]()
План лекции
Обработка на долбежных станках
Долблением обрабатывают вертикальные и наклонные плоскости, криволинейные и сложноконтурные поверхности заготовок, шпоночные пазы и канавки, криволинейные контуры в цилиндрических и конических отверстиях, можно также разрезать заготовки. Формообразование поверхностей при долблении осуществляется по методу следа.
При долблении главное рабочее движение совершает инструмент (долбяк с резцом). Это движение возвратно-поступательное и происходит только в вертикальном направлении. Наибольший ход долбяка составляет до 100. 1000 мм. Обрабатываемая заготовка совершает продольное, поперечное или круговое движение подачи вместе со столом станка, на котором она установлена. При круговой подаче возможна обработка криволинейных участков поверхности заготовки.
На долбежных станках обработку ведут различными резцами из быстрорежущей стали или твердого сплава. Конструкция резца выбирается в зависимости от вида обрабатываемой поверхности. Долбление плоскостей осуществляют проходными резцами, причем, для черновых проходов используют закругленные резцы с большим радиусом при вершине, для чистового долбления – круглые, закругленные или широкие чистовые резцы. Для обработки сложноконтурных заготовок используют проходные, галтельные подрезные, прорезные, фасонные резцы. Долбление канавок производят нормализованными долбежными резцами для шпоночных канавок, а разрезание заготовок – с ручной подачей проходными резцами, у которых длина оттянутой части больше толщины разрезаемой заготовки на величину перебега резца.
Точность обработки поверхностей долблением во многом определяется точностью предварительной установки заготовки и режущего инструмента с учетом направления подачи при обработке.
Лекция 6. Методы обработки резьбовых
поверхностей
1. Виды резьб и методы их обработки
2. Нарезание резьбы резцами
3. Нарезание резьбы плашками и самораскрывающимися головками
5. Обработка внутренней резьбы
6. Шлифование резьбы
В машиностроении применяют винтовые поверхности – крепёжные, ходовые, а также конические резьбы.
Основной крепёжной резьбой является метрическая резьба треугольного профиля с углом профиля 60º (рис.6.1,а). Резьба с углом 55º в машиностроении встречается редко. Ходовые резьбы изготовляют с прямоугольным (рис.6.1,б) и трапециевидным профилем (рис.6.1,в).
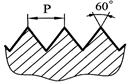 | 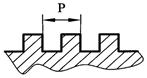 | 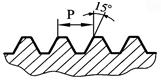 |
| а | б | в |
Рис.6.1. Профиликрепежных и ходовых резьб, применяемых в машиностроении
Резьбы бывают однозаходные и многозаходные, наружные и внутренние.
Наружную резьбу можно обработать различными инструментами: резцами, гребёнками, плашками, самораскрывающимися резьбонарезными головками, дисковыми и групповыми фрезами, а также шлифованием и накатыванием.
Для обработки внутренней резьбы применяют: резцы, метчики, раздвижные метчики, групповые фрезы, накатные ролики.
Тот или иной метод применяется в зависимости от конструкции резьбы, материала изделия и серийности производства.
Источник
Нарезка резьбы — слесарная обработка
Сочленение деталей конструкций происходит посредством болтов, винтов и шпилек, которые в свою очередь имеют специальную резьбу внешнюю и внутреннюю. Такого рода соединения называются разъемными. Болты, винты и шпильки – это стержни цилиндрической формы, с винтовой резьбой. Процесс нарезки резьбы осуществляется механическим и ручным способом, на станках со специальным инструментом.
Способы обработки
Внутренняя резьба наносится метчиками, внешняя – плашками. Метчики имеют форму винта, с канавкой вдоль его винтовой части, что позволят стружке в процессе соскальзывать. Плашки по своей геометрической форме напоминают гайку. Способны нарезать резьбу диметром до 52 мм. Бывают круглыми, квадратными, шестигранными и призматическими.
Особенности нарезания внутренней резьбы
Резьба – надежный способ соединения двух деталей, данный показатель существенно увеличивается, если резьба внутренняя. Нарезание метчиками – снятие металлического материала при помощи режущих кромок с различной шаговостью. Операция проводится за один проход. В зависимости от целевого предназначения мечники подразделяются на: слесарные (метрические и дюймовые резьбы), гаечные, маточные и плашечные. По типу резьбы – левые для создания левосторонней резьбы и соответственно правые.
• способ обработки метчиком
Внутреннюю резьбу наносят метчиком, который изготавливается из углеродистой или высоколегированной стали. Инструмент состоит из хвостовика, крепящегося к патрону стакана и рабочей области – режущая часть с продольными и винтовыми канавками. Заборная часть – верхняя часть конуса, проводит работы по нарезанию резьбы. Калибрующая часть – калибрует направление процесса. Общие правила работы:
- • не рекомендуется сразу наносить резьбу на изделия, изготовленные литьем или штамповкой. Необходимо предварительно рассверлить отверстие, тем самые убирая нагар и окалину;
- • на сверлильных станках метчик должны закреплять в реверсивных патронах, чтобы исключить возможность поломки;
- • обязательное снятие фаски в тех местах, где планируются работы.
Независимо от способа резки: ручная или автоматическая (на станках), применение охлаждающей жидкости является важной составляющей для получения качественного результата.

• метод нарезки на токарном станке
Основная проблема использования метчиков – отвод стружки в отверстиях 6 мм и свыше 16 мм. Из-за ограниченного пространства выведение стружки затрудняется, что может стать причиной поломки инструмента. На станках токарного типа резьбу наносят с помощью расточного резца и твердосплавных пластин с полным или частичным профилем.
Особенности нарезания наружной резьбы
Резьба представляет собой различной геометрической формы канавки, нарезаемые специальными инструментами – плашками, резьбовыми фрезами, метчиками и шлифовальными кругами. Резьбу наносят как ручным способом, так и с помощью токарного станка и резца.
• способ нарезки плашкой и метчиком
Метчик – винт с прямолинейными и винтовыми канавками, предназначен для нарезания внутренней резьбы. Ручной способ нарезки требует 3 метчика: черновой, для нанесения первоначальной резьбы, средний и чистовой. Машинный способ нарезки осуществляется на токарных и фрезерных станках. Плашки по своей форме и виду схожи с гайкой, на внутренне части инструмента расположены режущие зубцы конической формы, для нарезания внешней резьбы. По форме различают – круглые, квадратные и шестигранные. По устройству – цельные, разрезные и раздвижные. Для беспрепятственного прохождения плашки по детали необходимо снять фаску.
• метод токарной обработки
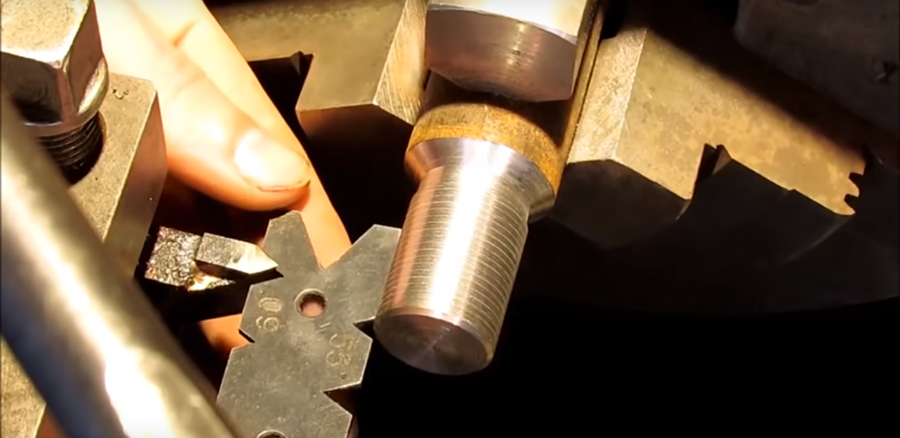
На производстве резьба нарезается с помощью токарного станка и специального инструмента – резьбового резца. Для каждого изделия устанавливается индивидуальный показатель винтового шага, определяется он путем замера расстояния между соседними витками. Деталь помещается в токарный станок, в момент вращения заготовки резец перемещается по все оси, создавая винтовую поверхность. Резьбовые резцы по особенностям конструкции подразделяются на: призматические, стержневые и круглые/дисковые. Используемый профиль резьбы – треугольный, прямоугольный, трапецеидальный, упорный и круглой геометрической формы.

Особенность нарезания резьбы на трубах
В трубной нарезке резьбы используются 3 вида: на токарном станке, с помощью плашки или трубного клуппа. На практике чаще всего встречается резьба треугольного типа:
- • дюймовая, с измерительными расчетами в дюймах. Резьба отличается высокими показателями прочности из-за большого шага и крупного профиля. Используется для водопроводных труб;
- • метрическая, измеряется в миллиметрах, используется для крепежных элементов труб.
Клупп – инструмент ограниченного функционального назначения, используется только для нарезания резьбы на трубах.
На токарных станках процесс построен следующим образом: труба фиксируется в шпинделе, затем отрезным резаком устраняется все лишнее, выбирается соответствующий шаг и наносится резьба.
Источник
Слесарное дело
Глава 3. Обработка резьбовых поверхностей
3.1. Резьба: типы, основные элементы и профили, применение
Резьбовое соединение – наиболее простой и надежный вид крепления деталей и узлов. Его отличают такие преимущества, как возможность регулирования затяжки соединения, разборки и повторной сборки соединения без замены деталей. Резьба бывает двух видов: наружная и внутренняя. Резьбовое соединение состоит из винта и гайки. Стержень с наружной резьбой называется винтом, деталь с внутренней резьбой – гайкой. Этот вид крепления изготавливается либо на станках, либо ручным способом.
Если рассматривать движение какой-либо точки по направлению резьбы, то она будет двигаться по винтовой траектории. При движении точки по направлению резьбы против часовой стрелки (слева направо) получается правое направление резьбы, в случае движения точки по часовой стрелке (справа налево) – левое направление резьбы.
Правое направление резьбы называется так потому, что для завинчивания винта (или гайки) с этой резьбой его надо вращать вправо, т. е. по часовой стрелке. При левой резьбе винт или гайку для завинчивания надо вращать влево, т. е. против часовой стрелки.
При нарезании на цилиндрической поверхности винтовой канавки получают резьбу, профиль которой будет зависеть от формы прорезанной канавки. Винтовая канавка называется впадиной резьбы, а винтовой выступ на протяжении одного полного оборота – витком, или ниткой.
В машиностроении не все стержни, имеющие винтовую нарезку, называются винтами. Если стержень крепежной детали нарезан на всю длину вплоть до головки, то такая деталь называется винтом. Если стержень нарезан не на всей длине и на нем имеется гладкая часть, такая деталь называется болтом. Крепежные детали для соединения деревянных частей называются винтами по дереву, или шурупами. Некрепежные детали с винтовой резьбой также называются винтами, как к примеру, ходовой винт токарного станка.
Профилем резьбы винта называется контур впадины и выступа, который можно было бы увидеть, при продольном разрезе винта.
Резьба по числу ниток разделяется на одноходовые, двух-, трех– и многоходовые. Их соответственно называют однозаходными (одноконцевыми), двух-, трех– и многозаходными, или двух-, трех– и многоконцевыми. Определение числа ходов многоходовой резьбы у винта и гайки производится при помощи подсчета числа концов витков на торцовой части винта или гайки. Для этого нужно посмотреть в торец. Если винт одноходовой, то резьба на нем заканчивается одним концом, двухходовой – двумя концами и т. д. То же относится и к гайкам.
Резьба имеет следующие основные элементы: шаг резьбы, угол профиля резьбы, глубина резьбы, наружный, средний и внутренний диаметры резьбы. Расстояние, на которое передвигается винт в гайке при совершении им одного полного оборота, называется шагом резьбы. В однозаходной резьбе шаг – расстояние между вершинами двух соседних витков.
Угол профиля резьбы — это угол, заключенный между боковыми сторонами профиля в плоскости оси резьбы.
Глубина резьбы — расстояние от вершины резьбы до ее основания (или высота выступа).
Наружный диаметр do – это наибольший диаметр резьбы детали, измеряемый по вершине резьбы перпендикулярно к оси резьбы.
Внутренний диаметр d1 – наименьший диаметр резьбы, измеряемый по впадинам перпендикулярно к оси резьбы.
Средний диаметр dср – расстояние между двумя линиями, параллельными оси детали, из которых каждая находится на равных расстояниях от вершины нитки и дна впадины.
В машиностроении приняты три системы треугольной резьбы: метрическая, дюймовая и трубная. Метрическая резьба имеет в профиле вид равностороннего треугольника с углом при вершине 60°. Вершины выступов винта и гайки плоско срезаны во избежание заедания при свинчивании. Метрическая резьба характеризуется шагом и диаметром винта в миллиметрах. Существуют шесть видов метрической резьбы: основная и мелкие – 1, 2, 3, 4 и 5-я. Мелкие виды резьбы отличаются один от другого размерами шага. Метрические виды резьбы делятся на резьбу с крупным шагом (для наружных диаметров 1—68 мм) и резьбу с мелким шагом (для диаметров 1—600 мм); шаги для крупной резьбы – 0,25—6 мм; для мелкой резьбы – 0,25—6 мм. Метрическая резьба с крупным шагом обозначается так: М 20 (число – наружный диаметр резьбы); с мелким шагом – М 20 × 1,5 (первое число – наружный диаметр, а второе – шаг).
Дюймовая резьба имеет в профиле равнобедренный треугольник с углом при вершине 55°. Вершины выступов винта и гайки плоско срезаны, по наружному и внутреннему диаметрам резьбы имеются зазоры. Диаметр болта измеряется в дюймах. Шаги резьбы – 24—2 нитки на 1″. Дюймовая резьба стандартизуется диаметром 3/16—4″ и указанным выше числом ниток на один дюйм. Обозначение резьбы: l 1/4 » (наружный диаметр резьбы в дюймах).
Трубная резьба имеет профиль дюймовой резьбы, но она мельче не только по шагу, но и по другим элементам. Измеряется она в дюймах и характеризуется числом ниток резьбы на 1 дюйм. За диаметр резьбы условно принят внутренний диаметр трубы (диаметр отверстия). Вершины выступов винта и гайки сделаны плоско срезанными или закругленными. Плоско срезанный профиль применяется для трубных соединений, рассчитанных на невысокое давление, с уплотнением льняными нитями или пряжей с суриком. Закругленный профиль придают трубной резьбе в тех случаях, когда к плотности (непроницаемости) трубных соединений предъявляются повышенные требования. Трубная цилиндрическая резьба обозначается так: труб 3/4″ (цифры – номинальный диаметр резьбы в дюймах).
Наибольшее распространение получила метрическая цилиндрическая треугольная резьба. Она называется крепежной, так как с этой резьбой изготовляют крепежные детали: болты, шпильки. Коническая треугольная резьба, обеспечивающая плотное соединение в арматуре, масленках, пробках и других деталях. Прямоугольную и трапецеидальную резьбу нарезают на винтах, предназначенных для передачи движения или больших усилий (например, на ходовых винтах в станках и прессах, на винтах слесарных тисков, домкратов и др.). Упорная резьба применяется для деталей, воспринимающих сильное давление, действующее постоянно в одном направлении (например, для муфт трубопроводов высокого давления, винтов гидравлических и механических прессов). Круглую резьбу делают в тех случаях, когда резьбовое соединение предназначено работать в загрязненной среде (к примеру, в водопроводной арматуре, в винтах вагонных тормозов). Дюймовую резьбу допускается применять только при ремонте машин, отверстия которых имеют дюймовую нарезку. Трубная цилиндрическая резьба применяется на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей.
Источник



