
- Гальваническое покрытие: свойства, разновидности, альтернативы
- Смотрите также
- Как появилось гальваническое покрытие?
- Технология гальванизации
- Совместимость металлов
- Области применения гальванических покрытий
- Альтернатива гальваническому покрытию
- Виды гальванических покрытий
- Меднение
- Хромирование
- Цинкование
- Железнение
- Никелирование
- Латунирование
- Серебрение и золочение
- Родирование
- Покрытие оловом
- Присоединяйтесь
- Способы нанесения гальванических покрытий
- Электрохимический процесс
- Выбор электролитов
- Виды ванн
Гальваническое покрытие: свойства, разновидности, альтернативы
Смотрите также





Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.

Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.
С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Области применения гальванических покрытий
Прочность и износостойкость гальванических покрытий позволяет использовать данный вид защиты:
В радиотехнической промышленности
В электронной промышленности
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения. Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах.
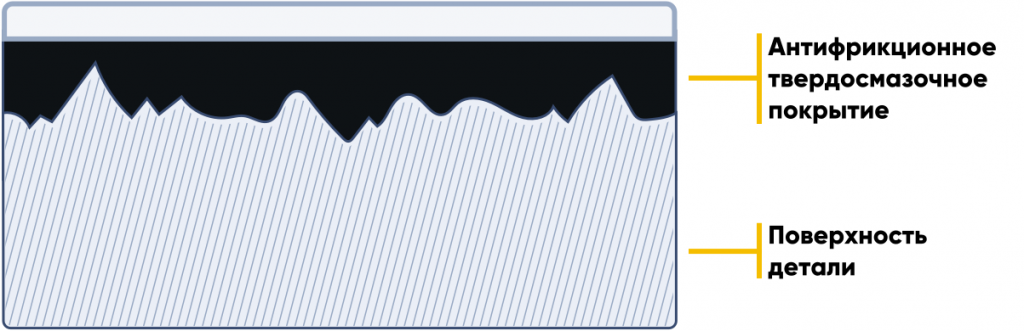
Рассмотрим особенности антифрикционных твердосмазочных покрытий на примере материалов MODENGY. Их основу составляют неорганические и органические связующие вещества, а также твердые смазочные материалы: графит, дисульфид молибдена, политетрафторэтилен (ПТФЭ), нитрид бора, дисульфид вольфрама, фториды бария и кальция.
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.
Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Многие из материалов MODENGY доказали свою работоспособность в условиях радиации и вакуума. Их несущая способность достигает 2500 МПа, диапазон рабочих температур составляет от -200 до +560 °C. Благодаря технологии сухой смазки, которую они реализуют, покрытия эффективно работают в запыленных условиях.
Жидкие покрытия наносятся стандартными методами окрашивания: распылением, окунанием, центрифугированием. Составы в аэрозольной фасовке не требуют какого-либо оборудования. Краткую видеоинструкцию по их нанесению смотрите на примере работы с покрытием MODENGY Для деталей ДВС .
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
В зависимости от используемых в качестве покрытий материалов выделяют следующие виды гальванизации.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.

Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.

В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.

Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.

Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.

Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.

Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.

Присоединяйтесь
© 2004 – 2021 ООО «АТФ». Все авторские права защищены. ООО «АТФ» является зарегистрированной торговой маркой.
Источник
Способы нанесения гальванических покрытий

Гальваника — это технологический процесс получения металлических покрытий путем осаждения требуемого элемента на поверхность детали из раствора солей.
Гальванические покрытия могут быть получены химическим и электрохимическим способом. Электрохимическим называется способ получения металлического неорганического покрытия в электролите под действием электрического тока от внешнего источника. Химическим называется способ получения металлического неорганического покрытия в растворе солей без наложения на него электрического тока.
Электрохимический процесс
Электрохимический процесс, протекающий на электродах при прохождении через электролит электрического тока, называется электролизом. Устройства, в которых за счет внешней электрической энергии совершаются химические превращения веществ, называются электролизерами или электролитическими (гальваническими) ваннами 1 (рис. 5.1). При гальваническом покрытии деталей в качестве электролита 2 применяют обычно раствор соли осаждаемого металла (в электролит вводят также некоторые компоненты, улучшающие свойства покрытий и увеличивающие электрическую проводимость электролита и т.д.). Анодами 3 служат пластины из осаждаемого металла, а катодами 4 — предварительно очищенные и подготовленные детали, подлежащие покрытию.
Процесс электролиза состоит из следующих этапов:
- получение в электролите ионов осаждаемого металла;
- перенос полученных ионов к детали-катоду;
- переход ионов металла в атомарное состояние;
- осаждение атомов на поверхности детали;
- формирование кристаллической решетки.

Рис. 5.1. Схема стационарной гальванической ванны:
1 — ванна; 2 — электролит; 3 — аноды; 4 — деталь.
Электролиз может проводиться с применением растворимых и нерастворимых анодов. В случае проведения электролиза с растворимым анодом, изготовленным из осаждаемого на поверхности детали металла, он постепенно растворяется в электролите, образуя новые ионы металла взамен выделившихся на катоде, тем самым поддерживая требуемую концентрацию металла в растворе. В тех случаях, когда происходит нанесение покрытия на внутреннюю поверхность цилиндрических деталей малого диаметра и большой длины, допускается применение нерастворимых анодов. Нерастворимые аноды изготавливаются из металла или сплава, который в данном электролите не растворяется (чаще всего используется свинец), или из графита. При осаждении металлов из цианистых электролитов в качестве нерастворимых анодов используют стальные аноды, а в кислых — освинцованную проволоку. На нерастворимых анодах при электролизе обычно выделяется кислород.
Выбор электролитов
Режим электролиза при заданном составе электролита характеризуется тремя основными показателями:
- кислотностью электролита, выраженной в граммах на литр, или в единицах рН;
- температурой электролита;
- катодной плотностью тока в амперах на квадратный дециметр.
В зависимости от кислотности электролиты можно разделить на две группы: щелочные и кислые электролиты. По составу входящих в них соединений электролиты бывают простые и сложные, в состав которых входят комплексные соединения.
Качество гальванических покрытий определяется их внешним видом, прочностью сцепления с основным металлом, толщиной и пористостью. Допускается наличие рисок, царапин, отдельных шероховатостей и несквозных пор, легко устраняемых при последующем полировании. Допустимыми дефектами являются также высохшие подтеки воды и разные оттенки.
Виды ванн
В зависимости от размеров детали конструкция гальванической ванны существенно различается. Нанесение гальванических покрытий может проводиться:
- в стационарных емкостях с вращением детали и без него;
- в струйных ваннах;
- в переносных ваннах;
- электролизом во внутренних полостях деталей без использования гальванической ванны;
- в барабанах и колоколах.

Рис. 5.2. Установка для покрытия наружной поверхности цилиндрических деталей:
1 — катодная шина со скользящим контактом; 2 — покрываемая деталь; 3 — цилиндрический корпус гальванической ванны; 4 — цилиндрический анод; 5 — подпятник из пластмассы; 6 — станина; 7 — электродвигатель с редуктором.
Процесс получения гальванических покрытий в стационарных емкостях представлен выше (см. рис. 5.1). Вращение детали вокруг своей оси в течение всего времени осаждения позволяет формировать более ровные по толщине гальванические покрытия. Вращение детали также применяют для покрытия наружной поверхности цилиндрических деталей. Как видно из рис. 5.2, деталь помещена вертикально в центре цилиндрического анода, установленного также в цилиндрической стационарной ванне, и получает вращение от электродвигателя с редуктором. Для питания током к детали подведен скользящий контакт. Вращение детали позволяет применять высокие плотности тока и поэтому покрытия получаются гладкими и равномерными.
Использование для нанесения покрытий струйных ванн повышает производительность процесса. Постоянная смена электролита, контактирующего с поверхностью детали, предотвращает его обеднение ионами осаждаемого металла. Возможность регулировки размеров ванны для струйного нанесения позволяет создавать гальванические покрытия на отдельных участках длинномерных деталей (рис. 5.3).
Применение переносных ванн целесообразно для создания местных покрытий на крупногабаритных деталях. В переносных ваннах деталь не погружают в электролит целиком, а наоборот, пристраивают ванну к тому участку детали, на котором необходимо сформировать гальваническое покрытие (рис. 5.4).

Рис. 5.3. Схема установки для струйного нанесения покрытий:
1 — анод; 2 — верхняя часть гальванической ванны; 3 — деталь; 4 — раздвижная кассета; 5 — нижняя часть гальванической ванны; 6 — электролит; 7 — подогреватель; 8 — насос.

Рис. 5.4. Схема установки переносной ванны:
1 — деталь; 2 — анод; 3 — электролит; 4 — гальваническая ванна; 5 — клеевой слой.
Создание гальванических покрытий на внутренних поверхностях в деталях, имеющих закрытые внутренние полости, может осуществляться без использования емкостей для электролита. Роль такой емкости выполняет сама деталь (рис. 5.5).

Рис. 5.5. Монтаж внутренних электродов для создания покрытий на внутренних поверхностях трубчатых деталей:
1 — анод; 2 — центрирующая втулка; 3 — деталь.
В центре наращиваемой детали помещают свинцовый анод, а деталь служит катодом. При монтаже внутренних анодов в трубчатых деталях диаметр анодов должен составлять от 0,3 до 0,5 внутреннего диаметра труб. Внутренние аноды должны быть строго центрированы по отношению к стенкам трубы, что достигается установкой центрирующих втулок из пластмассы. Если диаметр анода велик, то его изготовляют полым внутри, а для снижения его массы и увеличения активной поверхности сверлят ряд отверстий в стенках. Полые трубчатые аноды особенно удобны, когда электролит во время процесса необходимо нагревать или охлаждать. Часто через полые трубчатые аноды производят прокачивание электролита для улучшения или ускорения процесса. При большой длине труб или при использовании гибких проволочных анодов на них через равные промежутки длины надевают центрирующие изоляторы в форме равностороннего плоского треугольника с отверстием в центре для пропускания анода. В качестве материала для изолятора применяют листовой целлулоид, винипласт и прочие химические стойкие пластмассы.
При этом деталь устанавливают на резиновый лист рядом с емкостью для удаления в процессе нанесения покрытий промывающей и охлаждающей жидкости. Резиновый лист покрывают целлулоидом, так как резина может растворяться в горячем электролите.
Для массового осаждения покрытий на крепежных или мелких деталей используют ванны с вращающимися барабанами. Барабан изготовляют шестигранного сечения, из листового железа, с задвижной дверцей для загрузки и выгрузки деталей и с шестерней для вращения, закрепленной по оси на одном из торцов. Диаметр с барабана обычно принимают равным 500-600 мм при длине 600-800 мм. Частота вращения не выше 15-5 об/ч. Загрузка барабана составляет 40-50 кг деталей.
Возможно Вас так же заинтересуют следующие статьи:
Источник



