
Изготовление отливок специальными способами литья




![]()
![]()
Изготовление отливок в кокилях. Способ применяют в крупносерийном и массовом производстве
Этим способом отливки получают путем заливки расплавленного металла в металлические формы-кокили. Литейная форма изготавливается из теплостойкой легированной стали (обычно применяют 5ХНМ). Форма изготавливается разборной. Внутреннее очертание формы соответствует наружной конфигурации отливки. С целью исключения пригара заливаемого металла к поверхности формы внутренняя полость формы смазывается специальной краской или графитом. Стойкость формы достигает 500-600 шт отливок из чугуна и до 10000 штук для отливок из цветных металлов и сплавов.
При литье в кокиль сокращается расход формовочной и стержневой смесей. Затвердевание отливок происходит в условиях интенсивного отвода теплоты из залитого металла, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаные формы. Кокильные отливки имеют высокую геометрическую точность размеров и малую шероховатость поверхности, что снижает припуски на механическую обработку вдвое по сравнению с литьем в песчаные формы. Этот способ литья высокопроизводителен.
Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок.
Литье по выплавляемым моделям. При этом способе модель и литниковую систему изготавливается из легкоплавкого материала, обычно для этой цели применяют смесь парафина 50% и стеарина 50% (температура плавления 62°С). В крупносерийном и массовом производстве модели изготавливают методом пластического деформирования. После изготовления к литниковой системе прикрепляют легкоплавкие модели. Изготовленное легкоплавкое устройство погружают в керамическую суспензию (песок + связующее). Затем устройство извлекают и просушивают. Вокруг легкоплавкого материала образуется тонкий упрочненный слой из суспензии. Количество погружений в суспензию должно обеспечить корочку толщиной 15-20 мм. Для повышения поверхностной корочки проводят обжиг в печи. Для удаления легкоплавкого материала полученное устройство погружают в кипящую воду или помещают в печь (Т=150-160°С). Перед заливкой расплава металла, полученную керамическую форму помещают в опоку и засыпают песком, это необходимо для предотвращения разрушения формы при заливке. После заливки и кристаллизации проводится охлаждение до комнатной температуры, а затем на вибрационных установках извлекают полученные отливки с литниковой системой из опоки. Отделение отливки от литниковой системы проводится методом обрубки.
Технологический процесс изготовления отливок по выплавляемым моделям механизирован и автоматизирован. В массовом производстве используют автоматические установки для изготовления моделей, приготовления суспензии и нанесения ее на блоки моделей и обсыпки их кварцевым песком, для прокаливания и заливки форм и т. д., объединенные транспортными устройствами в автоматические линии.
Литье в оболочковые формы. При этом способе изготавленную металлическую модель нагревают до Т=200-220 С. Затем на нее устанавливают ограничительную рамку, куда засыпают специальную смесь (циркониевый концентрат + фенолформальдегидная смола ФФС). При этом происходит расплавление связующего компонента и заполнения пространства между отдельными песчинками. Далее выполняют окончательный нагрев до Т=400-420 С и ведержку 25 минут. На этой стадии происходит окончательное отверждевание состава. После этого металлическая модель вместе с рамкой извлекается из печи, охлаждается и с поверхности модели снимается оболочковая форма. По аналогичной технологии изготавливают литниковую систему. Затем производят сборку литейной формы.
Достоинства: высокая геометрическая точность позволяет в 2 раза снизить припуски на механическую обработку отливок. Применяя мелкозернистый кварцевый песок для форм, можно снизить шероховатость поверхности отливок.
Литье под давлением. Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением. Изготовляют отливки на машинах литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.

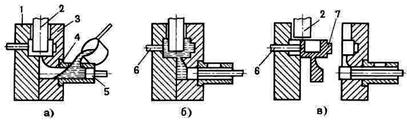
Рис. 19 Схема процесса изготовления отливок на машинах с горизонтальной холодной камерой прессования
На машинах с горизонтальной холодной камерой прессования (рис. 19) порцию расплавленного металла заливают в камеру прессования 4 (рис. 19, а), которую плунжером 5 под давлением 40-100 МПа подают в полость пресс-формы (рис. 19, б>, состоящей из неподвижной 3 и подвижной 1 полу форм. Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается (рис. 19, в), стержень 2 извлекается и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы. Перед заливкой пресс-форму нагревают до температуры 120-320° С. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки к пресс-форме. Воздух и газы удаляют через каналы глубиной 0,05-0,15 мм и шириной 15 мм, расположенные в плоскости разъема пресс-формы, или вакуумированием рабочей полости перед заливкой расплавленного металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
На машинах с горячей камерой прессования (рис. 20) камера прессования 2 расположена в обогреваемом тигле 7 с расплавленным металлом. При верхнем положении плунжера 3 расплавленный металл через отверстие 4 заполняет камеру прессования. При движении плунжера вниз отверстия перекрываются, сплав под давлением 10-30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла из канала сливаются в камеру прессования, а отливка из пресс-формы удаляется выталкивателями 6. Такие машины используют при изготовлении отливок из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг.
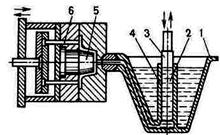
Рис. 20 Схема процесса изготовления отливок на машинах с горячей камерой прессования
При литье под давлением температуру заливки сплава выбирают на 10-20 С выше температуры ликвидуса. Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности за счет точной обработки и тщательного полирования рабочей полости пресс-формы; без механической обработки или с минимальными припусками, что резко сокращает объем механической обработки отливок; с высокой производительностью процесса.
Недостатки литья под давлением высокая стоимость пресс-форм и оборудования; ограниченность габаритных размеров и массы отливок; наличие воздушной пористости в массивных
Изготовление отливок центробежным литьем. При центробежном литье сплав заливают во вращающиеся формы; формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы обычно в 1,5-2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом. На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы подогревают до температуры 200° С.
При получении чугунных водопроводных труб на машинах с горизонтальной осью вращения (рис. 21, а) изложницу 2 устанавливают на опорные ролики 7 и закрывают кожухом 6. Изложница 2 приводится во вращение электродвигателем 1. Расплавленный чугун из ковша 4 заливают через желоб 3, который в процессе заливки чугуна перемещается в направлении, показанном стрелкой, что обеспечивает получение равностенной отливки 5. Для образования раструба трубы используют либо песчаный, либо оболочковый стержень 8. После затвердевания залитого чугуна трубу извлекают из изложницы. На этих машинах изготовляют втулки, кольца и т. п.
При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис. 21, б) расплавленный металл из разливочного ковша 4 заливают в литейную форму 2, укрепленную на шпинделе 1, который вращается от электродвигателя. Расплавленный металл центробежными силами прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания. После остановки формы отливка 3 извлекается. На этих машинах изготовляют кольца большого диаметра высотой не более 500 мм.
На рис. 21, в показана схема процесса литья сложных тонкостенных рабочих колес на машинах с вертикальной осью вращения: 1, 6 — половины кокиля; 2 — стержень, который формирует канал рабочего колеса и его лопасти; 3 — стол машины; 4 — стержень, воспринимающий удар струи заливаемого металла; 5 — шпиндель центробежной машины. Частота вращения изложницы при центробежном литье составляет 150-1200 об/мин. Изложницы перед заливкой нагревают до температуры 150-200° С. Температуру заливки сплавов назначают на 100-150° С выше температуры ликвидуса.
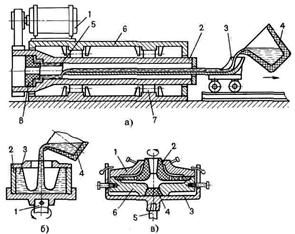
Рис. 21 Схемы процессов изготовления отливок центробежным литьем
Преимущества центробежного литья—получение внутренних полостей трубных заготовок без применения стержней; большая экономия сплава за счет отсутствия литниковой системы; возможность получения двухслойных заготовок, что достигается поочередной заливкой в форму различных сплавов (сталь и чугун, чугун и бронза и т. д.).
Источник
Основные виды литья для изготовления отливок
Литьё в песчаные формы
Литьё в песчаные формы — дешёвый, самый грубый, но самый массовый (до 75-80 % по массе получаемых в мире отливок) вид литья. Вначале изготовляется литейная модель (ранее — деревянная, в настоящее время часто используются пластиковые модели, полученные методами быстрого прототипирования), копирующая будущую деталь. Модель засыпается песком или формовочной смесью (обычно песок и связующее), заполняющей пространство между ею и двумя открытыми ящиками (опоками). Отверстия в детали образуются с помощью размещённых в форме литейных песчаных стержней, копирующих форму будущего отверстия. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или же затвердевает в термическом шкафу (сушильной печи). Образовавшиеся полости заливаются расплавом металла через специальные отверстия — литники. После остывания форму разбивают и извлекают отливку. После чего отделяют литниковую систему (обычно это обрубка), удаляют облой и проводят термообработку .
Новым направлением технологии литья в песчаные формы является применение вакуумируемых форм из сухого песка без связующего. Для получения отливки данным методом могут применяться различные формовочные материалы, например песчано-глинистая смесь или песок в смеси со смолой и т.д. Для формирования формы используют опоку (металлический короб без дна и крышки). Опока имеет две полуформы, то есть состоит из двух коробов. Плоскость соприкосновения двух полуформ — поверхность разъёма. В полуформу засыпают формовочную смесь и утрамбовывают её. На поверхности разъёма делают отпечаток промодели (промодель соответствует форме отливки). Также выполняют вторую полуформу. Соединяют две полуформы по поверхности разъёма и производят заливку металла.
Литьё в кокиль
Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль — разборная форма (чаще всего металлическая), в которую производится литьё. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали.
Литьё в кокиль, кокильное литьё, способ получения фасонных отливок в металлических формах — кокилях. В отличие от других способов литья в металлические формы (литьё под давлением, центробежное литьё и др.), при литьё в кокиль заполнение формы жидким сплавом и его затвердевание происходят без какого-либо внешнего воздействия на жидкий металл, а лишь под действием силы тяжести . Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, простановка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление полученной отливки. Процесс кристаллизации сплава при литье в кокиль ускоряется, что способствует получению отливок с плотным и мелкозернистым строением, а следовательно, с хорошей герметичностью и высокими физико-механическими свойствами. Однако отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании кокиль коробится и размеры отливок в направлениях, перпендикулярных плоскости разъёма, увеличиваются.
В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов. Особенно эффективно применение кокильного литья при изготовлении отливок из алюминиевых и магниевых сплавов. Эти сплавы имеют относительно невысокую температуру плавления, поэтому один кокиль можно использовать до 10000 раз (с простановкой металлических стержней). До 45 % всех отливок из этих сплавов получают в кокилях. При литье в кокиль расширяется диапазон скоростей охлаждения сплавов и образования различных структур. Сталь имеет относительно высокую температуру плавления, стойкость кокилей при получении стальных отливок резко снижается, большинство поверхностей образуют стержни, поэтому метод кокильного литья для стали находит меньшее применение, чем для цветных сплавов. Данный метод широко применяется при серийном и крупносерийном производстве.
Литьё под давлением
ЛПД занимает одно из ведущих мест в литейном производстве. Производство отливок из алюминиевых сплавов в различных странах составляет 30—50 % общего выпуска (по массе) продукции ЛПД. Следующую по количеству и разнообразию номенклатуры группу отливок представляют отливки из цинковых сплавов. Магниевые сплавы для литья под давлением применяют реже, что объясняется их склонностью к образованию горячих трещин и более сложными технологическими условиями изготовления отливок. Получение отливок из медных сплавов ограничено низкой стойкостью пресс-форм.
Номенклатура выпускаемых отечественной промышленностью отливок очень разнообразна. Этим способом изготовляют литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов. Выделяются следующие положительные стороны процесса ЛПД:
- Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условия массового и крупносерийного производств.
- Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
- Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
- Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
Также выделяют следующие негативное влияние особенностей ЛПД, приводящие к потере герметичности отливок и невозможности их дальнейшей термообработки:
- Воздушная пористость, причиной образования которой являются воздух и газы от выгорающей смазки, захваченные потоком металла при заполнении формы. Что вызвано неоптимальными режимами заполнения, а также низкой газопроницаемостью формы.
- Усадочные пороки, проявляющиеся из-за высокой теплопроводности форм наряду с затрудненными условиями питания в процессе затвердевания.
- Неметаллические и газовые включения, появляющиеся из-за нетщательной очистки сплава в раздаточной печи, а также выделяющиеся из твёрдого раствора.
Задавшись целью получения отливки заданной конфигурации, необходимо чётко определить её назначение: будут ли к ней предъявляться высокие требования по прочности, герметичности или же её использование ограничится декоративной областью. От правильного сочетания технологических режимов ЛПД, зависит качество изделий, а также затраты на их производство. Соблюдение условий технологичности литых деталей, подразумевает такое их конструктивное оформление, которое, не снижая основных требований к конструкции, способствует получению заданных физико-механических свойств, размерной точности и шероховатости поверхности при минимальной трудоёмкости изготовления и ограниченном использовании дефицитных материалов. Всегда необходимо учитывать, что качество отливок, получаемых ЛПД, зависит от большого числа переменных технологических факторов, связь между которыми установить чрезвычайно сложно из-за быстроты заполнения формы.
Основные параметры, влияющие на процесс заполнения и формирования отливки, следующие:
- давление на металл во время заполнения и подпрессовки;
- скорость прессования;
- конструкция литниково-вентиляционной системы;
- температура заливаемого сплава и формы;
- режимы смазки и вакуумирования.
Сочетанием и варьированием этих основных параметров, добиваются снижения негативных влияний особенностей процесса ЛПД. Исторически выделяются следующие традиционные конструкторско-технологические решения по снижению брака:
- регулирование температуры заливаемого сплава и формы;
- повышение давление на металл во время заполнения и подпрессовки;
- рафинирование и очистка сплава;
- вакуумирование;
- конструирование литниково-вентиляционной системы;
Также, существует ряд нетрадиционных решений, направленных на устранение негативного влияние особенностей ЛПД:
- заполнение формы и камеры активными газами;
- использование двойного хода запирающего механизма;
- использование двойного поршня особой конструкции;
- установка заменяемой диафрагмы;
- проточка для отвода воздуха в камере прессования;
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
В силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
• Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
• Эта модель окружается керамической массой, которая затвердевает и образует форму.
• При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
• Затем в оставшуюся на месте удалённого воска полость заливается металл, который точно воспроизводит исходную модель отливки.
Литьё по газифицируемым (выжигаемым) моделям
Литьё по газифицируемым моделям (ЛГМ) из пенопласта по качеству фасонных отливок, экономичности, экологичности и высокой культуре производства наиболее выгодно. Мировая практика свидетельствует о постоянном росте производства отливок этим способом, которое в 2007 году превысило 1,5 млн т/год, особенно популярна она в США и Китае (в одной КНР работает более 1,5 тыс. таких участков), где всё больше льют отливок без ограничений по форме и размерам. В песчаной форме модель из пенопласта при заливке замещается расплавленным металлом, так получается высокоточная отливка. Чаще всего форма из сухого песка вакуумируется на уровне 50 кПа, но также применяют формовку в наливные и легкоуплотняемые песчаные смеси со связующим. Область применения ЛГМ — отливки массой 0,1—2000 кг и более, тенденция расширения применения в серийном и массовом производстве отливок с габаритными размерами 40—1000 мм, в частности, в двигателестроении для литья блоков и головок блоков цилиндров и др.
На 1 тонну годного литья расходуется 4 вида модельно-формовочных (неметаллических) материалов:
- кварцевого песка — 50 кг,
- противопригарного покрытия — 25 кг,
- пенополистирола — 6 кг,
- плёнки полиэтиленовой — 10 кв.м.
Отсутствие традиционных форм и стержней исключает применение формовочных и стержневых смесей, формовка состоит из засыпки модели песком с повторным его использованием на 95-97 %.
Центробежное литье и центробежный метод литья
Центробежный метод литья (центробежное литьё) используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.
Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Центробежным способом можно получить двухслойные заготовки, что достигается поочерёдной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.
При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы. Выход годных отливок повышается до 95 %.
В нашем производстве используют машины с горизонтальными осями вращения. Широким спросом пользуются отливки втулок, гильз и других заготовок, имеющих форму тела вращения, произведенные с помощью метода центробежного литья. Что такое центробежное литьё?
Центробежное литье — это способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом получается отливка. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью).
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
- Высокая износостойкость.
- Высокая плотность металла.
- Отсутствие раковин.
- В продукции центробежного литья отсутствуют неметаллические включения и шлак.
Центробежным литьём получают литые заготовки, имеющие форму тел вращения:
- втулки;
- венцы червячных колёс;
- барабаны для бумагоделательных машин;
- роторы электродвигателей.
Наибольшее применение центробежное литьё находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз.
По сравнению с литьём в неподвижные формы центробежное литьё имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок, выход годного. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм.
Литьё в оболочковые формы
Литьё в оболочковые формы — способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен (покрытых слоем синтетической смолы).
Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300°С, выдерживают в течение нескольких десятков секунд до образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 400°С) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс.
Источник



