
- Требования к креплению абразивных кругов. Способы крепления.
- Защита глаз и органов дыхания при работе абразивным инструментом.
- Способ крепления шлифовального круга
- Прайс-листы
- Правила установки шлифовальных кругов
- Установка и крепление шлифовального круга
- Особенности установки шлифовального круга на болгарку
- Особенности установки шлифовального круга на станок
- Способ крепления шлифовального круга
Требования к креплению абразивных кругов. Способы крепления.
Защита глаз и органов дыхания при работе абразивным инструментом.
Большое значение имеет способ закрепления рабочего инструмента. На станках, где подача детали к кругу ручная, необходимо применять стальные подручники, поддерживающие обрабатываемую деталь. Подручники должны иметь специальное устройство для передвижения по мере срабатывания круга. Для уменьшения опасности травмирования при работе на станках с гибким валом применяют специальные круги.
ГОСТ определяет специальные допуски на посадку кругов. Установка круга на валу с правильным зазором исключает перенапряжение его при перегреве, ведущее к образованию трещин, а также возможность скольжения, нарушающего балансировку.
Крепление кругов на валу осуществляется с помощью фланцев и может быть выполнено несколькими способами (рис. 108). При зажатии кругов на станке зажимными фланцами обязательна установка прокладок между фланцами и кругом из эластичного материала (резины, кожи, картона) толщиной от 3 до 10,5 мм в зависимости от диаметра круга. К размерам фланцев, к их опорным поверхностям, а также к усилиям при затяжке предъявляются следующие требования.
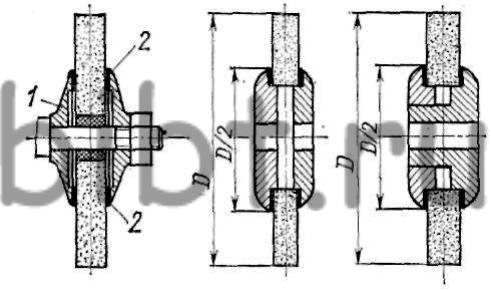
Рис. 108. Способы крепления абразивных кругов с помощью фланцев:
1 — фланец, 2 — прокладка
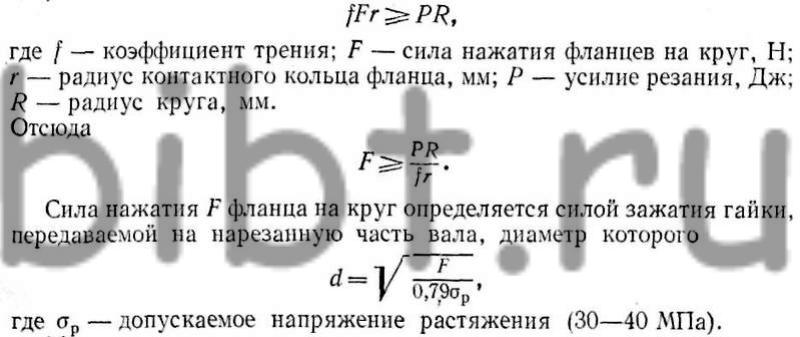
Сила трения между фланцами и кругом должна превышать усилие резания, что исключает возможность проскальзывания круга относительно зажимных фланцев, т. е.
Направление нарезки на конце вала, на котором закрепляется круг, выбирается обратным по отношению к направлению вращения круга. При вращении круга в обе стороны винтовое крепление снабжают стопором. Крепление головок и кругов диаметром менее 200 мм производят на шпильках, а сегментов — в специальных патронах.
Общим для всех процессов, связанных с работой абразивного инструмента, является пылеобразование, возникающее в связи с отделением от него мелких частиц абразива и связки, а также частиц металла от обрабатываемой детали. Это может вызвать поражение глаз и заболевание органов дыхания человека.
Для снижения пылеобразования целесообразно заменять сухую обработку деталей мокрой, значительно уменьшающей выделение в воздушную среду абразивной и металлической пыли. При мокром шлифовании нельзя оставлять после окончания работы круг в воде, так как произойдет местное утяжеление части круга, опущенной в воду, что вызовет дисбаланс. Если мокрое шлифование применять невозможно, место работы абразивных инструментов необходимо изолировать и предусмотреть эффективный отсос пыли.
На рис. 109 приведена схема местного отсоса от плоскошлифовального станка. Отсос пыли от станка такого типа имеет специфические особенности. Он затруднен тем, что основная масса пыли распространяется параллельно горизонтальному магнитному столу.
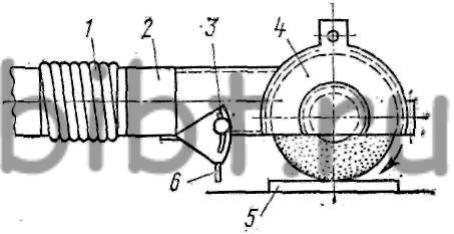
Рис. 109. Схема отсоса пыли от ручного шлифовального станка:
1 — шланг для отсоса пыли; 2 — приемный патрубок; 3 — козырек; 4 — защитный кожух; 5 — обрабатываемая поверхность; 6 — заслонка для регулирования просвета между ограждением и кругом
Количество воздуха (м 3 /ч), отсасываемого от круга, L=qD,
где D — диаметр круга, мм; q — количество удаляемого воздуха, м 3 /ч на 1 мм диаметра круга.
Для заточных и шлифовальных кругов q = 1,6 м 3 /ч, для заточных качающихся кругов q = 2,4 м 3 /ч.
Средствами, обеспечивающими защиту глаз и органов дыхания, являются экраны, местный отсос, а также очки и респираторы.
Источник
Способ крепления шлифовального круга
- метизы +7 (495) 232-19-36
- абразивы +7 (495) 232-18-22
- инструмент +7 (495) 232-18-21
- сервис +7 (495) 660-57-47
Прайс-листы
Оставьте Ваше сообщение, и мы обязательно ответим Вам
Правила установки шлифовальных кругов
Процесс установки шлифовального круга на станок
Установка шлифовального круга на станок осуществляется рабочим после обязательной балансировки на планшайбе с установленными картонными прокладками, которые находятся между торцами и фланцами инструмента. Процесс закрепления приспособления на угол подъема резьбы возможен посредством поворота стола с шлифкругом. Технология установки на угол подъема шлифуемой резьбы осуществляется за счет поворота корпуса шлифовального шпинделя.
Процесс установки шлифовального круга на шпиндель требует четких тщательных действий. Неточно выверенный и неправильно зафиксированный круг может не только забраковать проделанную работу, но и нанести ущерб здоровью. В ходе рабочего процесса он может разорваться и ранить человека. Поэтому очень важно правильно устанавливать шлифовальный круг, чтобы его дальнейшая эксплуатация была безопасной и долговечной.
Для установки шлифовального инструмента используют разные виды креплений. В производственных цехах больше всего круги закрепляют на шпинделе:
Для рабочего положения и для операций испытаний установка шлифкругов производится зажимными фланцами. Следует убедиться в том, что между фланцами и инструментом помещаются эластичные прокладки, которые должны соответствовать толщине 0,5-3мм и выходить за границы фланцев на 3-5мм. Материалом изготовления таких прокладок обычно бывает картон, плотная бумага, резина или кожа. Между шлифовальным кругом и валом, на который собственно закрепляется приспособление, должен быть зазор до 1мм. Биение вала с установленным на нем кругом не должно быть выше 0,03мм.
Закрепление и правку шлифовальных кругов должен осуществлять специальный наладчик, который имеет знания и опыт. Перед установкой все круги испытывают на механическую прочность при частоте вращения. Этот показатель должен превышать рабочий процесс на 50%. О проведенных испытательных операциях круги имеют специальную отметку о предварительной проверке.
После закрепления на шпинделе круга и установки детали производят вращение шлифовального инструмента путем ручного перемещения стола, чтобы проверить правильную установку упоров. Затем приводят в действие гидросистему подачи масла и включают электродвигатель, чтобы обрабатываемая заготовка начала вращаться. Заключительной операцией считается запуск насоса с смазочно-охлаждающей жидкостью, струя которой должна быть направлена на рабочую зону.
Правила установки абразивных кругов
Установка абразивных кругов на станки допускается только при наличии клейма (штампа) о проведенных испытательных операциях, которые должны производиться перед выдачей инструмента со складского помещения. Технология крепления осуществляется специально обученными установщиками или наладчиками.
Перед процессом эксплуатации абразивный круг должен быть визуально осмотрен и проверен методом легкого постукивания неметаллическим предметом. Этот способ дает понять, имеет ли абразивный инструмент дефекты – повреждения и трещины. Если круг поврежденный, то он издает глухой звук. В процессе эксплуатации такой дефектный абразивный круг может расколоться и разлететься, поранив рабочего.
Когда абразивный круг установлен на шлифовальный станок, необходимо надеть защитный кожух и произвести пробное вращение. Манипуляция позволяет убедиться в прочной фиксации круга.
Правила эксплуатации шлифовальных кругов
- После крепления круга на шлифовальном станке следует произвести проверку вхолостую с рабочим числом вращений. Следует надеть защитный кожух. Использовать инструмент для шлифования можно, лишь убедившись, что круг надежно зафиксирован и не имеет биения. Биение шпинделя допускается согласно указанным нормам.
- Правка абразивного инструмента производится алмазами, шарошками и алмазозаменителями.
- В процессе обработки заготовки шлифкругом запрещается использовать рычаги для увеличения подачи на инструмент.
- В технологии с использованием смазочно-охлаждающей жидкости следует беспрерывно омывать всю поверхность круга и выключать подачу эмульсии, если в ней нет нужды, чтобы инструмент не оставался погруженным в жидкость.
- Шлифование боковыми поверхностями абразивных кругов не разрешается, если подобные инструменты не относятся к категории данного вида операций.
- Если размер диаметра круга вследствие его эксплуатации уменьшился, то допускается увеличение оборотов инструмента до той величины, которая не превышает его установленной окружной скорости.
Хранение абразивных кругов
Правильное хранение шлифовальных кругов обеспечивает долгую эксплуатацию изделий, возникновение дефектов и исключение повреждений. Рекомендуется складировать абразивы на стеллажах в светлом помещении. Оптимальной температурой для шлифовальных кругов на керамической связке является показатель не меньше +5С, а для инструментов на бакелитовой связке – от +10С и выше.
Для быстрого поиска и ориентации в складском помещении рекомендуется организовать хранение шлифовальных кругов по классификационному признаку: по форме, по связке, по зернистости, по материалу, по степени твердости, по диаметру и др.
© 1992–2021 ООО «Зитар». Все права защищены
Источник
Установка и крепление шлифовального круга
Угловая шлифовальная машинка, в народе — болгарка, применяется для обширного круга работ по шлифовке, полировке, отрезке и т.д. Шлифовальный круг для УШМ является важнейшей рабочей частью. В зависимости от вида круга, его размера, напыления применять болгарку можно для обработки металла, древесины, изделий из камня и мрамора.
Так как шлифовальные круги являются расходниками, т.е. истираются в процессе эксплуатации, необходимо заранее позаботиться о сменных дисках.
Особенности установки шлифовального круга на болгарку
К любому инструменту прилагается инструкция по установке, с уточнением тонкостей работы на каждом конкретном инструменте. Однако, существует общая последовательность действий для установки диска, применимая почти к любому виду УШМ.
- Отключить инструмент от электросети.
- Определить сторону установки шлифовального круга.
- Правильно выбрать размер диска.
- Проверить, чтобы под круг не попал мусор.
Рассмотрим подробнее действия осуществляемые при установке диска на болгарку. В первую очередь необходимо определиться со стороной диска, а сделать это очень просто, на любом шлифовальном круге для УШМ на одной из сторон наклеена этикетка с характеристиками круга (область применения, размеры, допустимые показатели режимов резания и другие), для удобства будем называть ее лицевой. Противоположная сторона диска значительно отличается по оформлению, поэтому сложностей с определением возникнуть не должно.
На лицевую сторону при установке диска накладывается прижимная шайба, которая не дает скользить зажимной гайке при закреплении диска на болгарке. Наличие шайбы значительно облегчает не только установку круга, но и его снятие для замены.
Зачастую диск, установленный на инструмент неправильно, очень быстро ломается. Это негативно сказывается и на работе самой угловой шлифовальной машинке, так как при неверной установке круга она начинает работать на износ. Правильно установленные круги, тоже иногда разрушаются, но происходит это из-за чрезмерных нагрузок, которые предусмотрены конструкцией круга.
На дисках для обработки изделий из камня существуют специальные указатели-стрелки, показывающие направление вращения при работе, закреплять на болгарке такие диски необходимо ориентируясь на эти указатели.
Для дисков с зубьями вместо абразивных частиц установка неправильной стороной просто невозможна, так как им нельзя будет осуществлять отрезку.
Очень важно при установке диска принимать во внимание, что неверно подобранный размер диска для болгарки может привести к поломке инструмента. Недопустимо и нарушение правил техники безопасности при работе, и как следствие травматизму, возникающему в случае снятия защитного кожуха, для установки диска большего диаметра, чем это предусмотрено инструментом. Не стоит устанавливать и уже отработанный диск от большой УШМ на меньшую, т.к. его рабочие показатели значительно падают.
Важно убедиться не попал ли мусор под шлифовальный круг, ведь перекосы плоскости вращения из-за сора под диском могут привести к его поломке из-за значительных вибраций всего инструмента.
Как и при работе с любым инструментом, необходимо отключить болгарку от сети, перед любыми манипуляциями, во избежание неожиданно включения во время замены круга.
После всех проведенных манипуляций приступаем непосредственно к установке: откручиваем прижимную гайку гаечным ключом, шток необходимо приостановить нажимом на фиксатор и одновременно с этим производить откручивание гайки. Открутив гайку, насаживаем шлифовальный круг на стержень, лицевой стороной кверху, проверяя точность посадки. Для облегчения замены диска, между самим кругом и прижимной шайбой укладываем специальную картонную прокладку, они идут в комплекте с болгаркой. Фиксируем гайку до упора гаечным ключом и можем приступать к работе.
Особенности установки шлифовального круга на станок
Принципиально установка шлифовального круга на станок ничем не отличается от установки диска на болгарку. Необходимо соблюдать те же требования и ту же последовательность действий. Разница заключается в количестве способов крепления, на станке их значительно больше. Шлифовальные круги на станок можно насаживать на шпиндель, оправку винт и переходные фланцы. Так или иначе наиболее пристальное внимание уделяется надежности закрепления полировального круга на станке, для предотвращения смещения его в процессе обработки.
Источник
Способ крепления шлифовального круга
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные размеры элементов крепления
Abrasive tools. Main dimensions of fixing elementes
Дата введения 1979-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 апреля 1978 г. N 1095 срок введения установлен с 01.07.79
ПЕРЕИЗДАНИЕ. Декабрь 1985 г.
1. Настоящий стандарт распространяется на элементы крепления абразивного инструмента, изготовленного по ГОСТ 2424-75*, ГОСТ 2447-82, ГОСТ 2464-82, ГОСТ 16167-80**-ГОСТ 16180-82**, ГОСТ 17123-79** .
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 52781-2007, здесь и далее по тексту;
** На территории Российской Федерации документ не действует. Действует ГОСТ Р 53923-2010. — Примечание изготовителя базы данных.
Стандарт не распространяется на элементы крепления абразивного инструмента с встроенными механизмами для балансирования, на элементы крепления кругов типов ПР, ПН и С по ГОСТ 2424-75, а также кругов, эксплуатируемых с окружной скоростью свыше 60 м/с.
Стандарт полностью соответствует стандарту ИСО 666-75*.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
2. Основные размеры элементов крепления абразивного инструмента должны соответствовать указанным на черт.1-11 и в табл.1-11.
2.1. Крепление шлифовальных кругов и головок на оправке наклеиванием.
Источник



