
Шовная (роликовая) контактная сварка
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.

Описание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.

Схема шовной сварки (принцип работы)
Прерывистая контактная шовная роликовая сварка позволяет получить надежное и герметичное шовное соединение при приемлемом расходе роликов и электроэнергии. Степень перекрытия сварных зон регулируется путем подстройки скважности (периода следования) импульсов. Эта технология шовной сварки получила наибольшее распространение. Требования к проведению операции описаны в стандарте ГОСТ 15878-79.
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.

Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Устройство машины для шовной контактной сварки
Основной несущей конструкцией аппарата является станина. На ней крепятся все остальные узлы:
- источник питания;
- кронштейн неподвижного ролика;
- кронштейн подвижного ролика;
- устройство прижима;
- механизм подачи заготовки
Устройство прижима может быть ручным, пневматическим, гидравлическим или комбинированным. Ручной (точнее, ножной) привод обладает наименьшей мощностью.
Роликовые электроды изготовлены в виде сужающихся к краям бронзовых дисков, они закреплены на концах кронштейнов с помощью подшипников скольжения.

Устройство машины для шовной контактной сварки
Источник питания обеспечивает периодическую подачу тока большой мощности на электроды. Он также питает привод устройства прижима и механизма подачи. Источник питания у современных аппаратов выполняется по инверторной импульсной схеме с двойным преобразованием напряжения. Это позволяет снизить габариты устройства и исключить броски напряжения в питающей сети.
Шовные машины-клещи
Кроме стационарных сварочных машин, производители выпускают также переносные, или подвесные устройства. Они предназначены для сваривания тонкостенных изделий сложной конфигурации. Источник питания по-прежнему размещается на полу цеха, а ролики и устройство прижима смонтированы на подвижных клещах. Клещи с помощью шарнирного пневмопривода устанавливаются в положение, необходимое для работы.

Роликовый стенд для контактной сварки
Для сваривания конструкций в форме цилиндра (или системы сопряженных цилиндров), используют роликовые стенды. Они отличаются большим вылетом кронштейнов роликов, что позволяет сваривать достаточно крупные и протяженные конструкции. Стенд оснащен большим числом регулируемых опор, позволяющих закрепить цилиндрические заготовки разной длины и диаметра. Роликовые электроды приводятся в движение червячной передачей. Заготовки вращаются на стенде, и таким образом ролики проходят всю линию шва. На стендах получают ровные и герметичные швы высокой прочности.

Роликовый стенд для контактной сварки
Область применения
Шовная технология контактной сварки позволяет делать прочные, долговечные и герметичные швы, надежно соединяющие тонкостенные заготовки. Она находит применение в следующих отраслях:
- Тонкостенные сварные трубы для трубопроводного транспорта и технологических установок.
- Резервуары и сосуды низкого давления для химической, пищевой, транспортной промышленности.
- Герметичные кожухи механизмов и приборов, транспортных средств.
- Конструкции из тонколистового проката для промышленного оборудования и бытовой техники.

Производство, оборудованное машинами шовной сварки
Технология отличается от других сварных технологий наибольшей производительностью. Установка средней мощности выдает за час несколько сотен метров сварного шва.
Как получить герметичный шов
Герметичность шва обеспечивается созданием цепочки частично перекрывающихся точек контактной сварки. Сварное пятно после импульса, прошедшего через роликовые электроды, имеет форму овала.
Если правильно сочетать скорость подачи заготовок и периодичность следования сварных импульсов, то овалы будут перекрываться своими боковыми частями, образуя непрерывный и герметичный шовный материал.
Источник
СПОСОБЫ КОНТАКТНОЙ СВАРКИ
Различают стыковую, точечную и шовную сварку.
 Стыковая контактная сварка
Стыковая контактная сварка
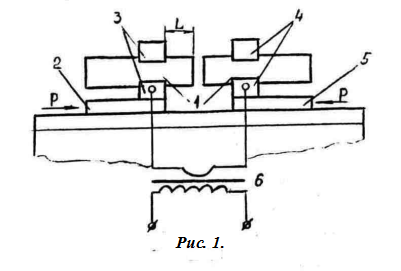
Стыковая контактная сварка — способ контактной сварки, при котором заготовки свариваются по всей площади касания. Схема контактной стыковой сварки приведена на рис.1. Свариваемые заготовки 1 закрепляют в зажимах стыковой машины. Зажим 3 установлен на неподвижной плите 2, зажим 4 — на подвижной плите 5. Сварочный трансформатор 6 соединен с плитами гибкими шинами и питается от сети переменного тока через включающее устройство. При помощи механизма давления подвижная плита 5 перемещается, свариваемые заготовки 1 сжимаются под действием усилия Р.
Различают стыковую сварку сопротивлением и оплавлением. Сваркa сопротивлением — стыковая сварка с разогревом стыка до пластического состояния и последующей осадкой. Сваркой оплавлением называется стыковая сварка с разогревом стыка до оплавления и последующей осадкой.
Параметрами режима контактной стыковой сварки являются плотность тока j (А/мм 2 ), удельное усилие сжатия торцов заготовок p (Мпа), время протекания тока t (с) и установочная длина L (мм). Установочной длиной L называют расстояние от торца заготовки до внутреннего края электрода стыковой машины, измеренное до начала сварки.
Для правильного формирования сварного соединения и высоких механических свойств соединения необходимо, чтобы процесс протекал в определенной последовательности. Совместное графическое изображение изменения тока I и давления Р при сварке называется циклом или циклограммой контактной машины.
Контактная стыковая сварка сопротивлением.
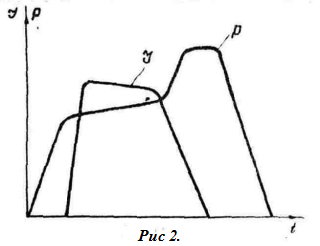 Цикл стыковой сварки сопротивлением представлен на рис.2.
Цикл стыковой сварки сопротивлением представлен на рис.2.
При сварке сопротивлением чисто обработанные торцы свариваемых заготовок приводят в соприкосновение и сдавливают усилием Р. Затем включают сварочный ток I. После нагрева металла в зоне контакта до пластического состояния увеличивают усилие (осаживают заготовки) и одновременно выключают ток. При этом происходят пластическая деформация металла в стыке и образование соединения в твердом состоянии. При сварке сопротивлением трудно обеспечить равномерный нагрев заготовок по сечению и достаточно полное удаление окисных пленок. Поэтому сварка сопротивлением используется ограниченно. Этим способом сваривают одинаковые заготовки простой формы (круг, квадрат, прямоугольник с малым отношением сторон) малого сечения (до 250 мм 2 ) из низкоуглеродистых и низколегированных конструкционных сталей и цветных металлов и сплавов.
Контактная стыковая сварка оплавлением в отличие от стыковой сварки сопротивлением не требует предварительной подготовки торцов заготовок. Стыковая сварка оплавлением имеет две разновидности: непрерывным и прерывистым оплавлением.
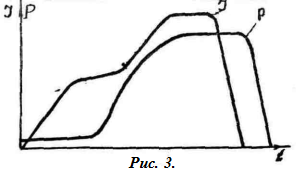
При непрерывном оплавлении заготовки сближают при включенном сварочном токе и очень малом усилии. В начале соприкосновение заготовок происходит по отдельным небольшим площадкам, через которые проходит ток высокой плотности, вызывающий оплавление заготовок в результате непрерывного образования и разрушения контактов — перемычек междуих торцами. В результате оплавления на торце образуется слой жидкого металла. Затем производят осадку и выключение тока. При осадке жидкий металл вместе с загрязнениями и оксидными пленками выдавливается из стыка, образуя грат. Соединение при этом образуется в твердом состоянии. Цикл сварки непрерывным оплавлением показан на рис.3.
 При прерывистом оплавлении зажатые заготовки сближают под током, приводят их в кратковременное соприкосновение и вновь разъединяют на небольшое расстояние. Повторяя одно за другим сближение и разъединение, производят оплавление всего сечения. Затем ток выключают и производят осадку заготовок.
При прерывистом оплавлении зажатые заготовки сближают под током, приводят их в кратковременное соприкосновение и вновь разъединяют на небольшое расстояние. Повторяя одно за другим сближение и разъединение, производят оплавление всего сечения. Затем ток выключают и производят осадку заготовок.
Стыковой сваркой оплавлением можно сваривать заготовки с различными сечениями, как простой, так и сложной формы, из однородных или разнородных металлов. Сварка непрерывным оплавлением применяется для соединения заготовок сечением до 1000 мм 2 , а прерывистым оплавленном — до 10 000 мм 2 . Наиболее типичными изделиями, свариваемыми стыковой сваркой, являются элементы трубчатых конструкций, колеса, кольца, рельсы, железобетонная арматура и др.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
7. Что называется стыковой сваркой?
8. Какова последовательность технологических операций при сварке
сопротивлением и оплавлением ?
9. Чем отличается стыковая сварка сопротивлением от стыковой сварки оплавлением?
10. Чем отличается стыковая сварка непрерывным оплавлением от стыковой сварки прерывистым оплавлением?
11. В каких случаях целесообразно применять стыковую сварку сопротивлением? А когда оплавлением (непрерывным или прерывистым)?
Контактная точечная сварка
Точечная сварка — вид контактной сварки, при котором заготовки соединяются в отдельных точках. Поверхности заготовок перед сваркой тщательно очищают от грязи, масла и оксидных пленок (наждачным кругом, металлической щеткой или травлением). При точечной сварке (рис.4) заготовки собранные внахлестку, сжимает электродами, связанными со сварочным трансформатором, при включении которого заготовки в месте контакта нагреваются электрическим током до появления расплавленной зоны (ядра точки). Затем ток выключают, а усилия сжатия некоторое время сохраняют постоянными для того, чтобы кристаллизация расплавленного металла точки проходила под давлением. Тем самим предотвращается образование усадочных дефектов — трещин, рыхлот и т.п. В некоторых случаях для улучшения структуры сварной точки усилие сжатия перед выключением тока увеличивается (проковка точки).
Точечная сварка по количеству одновременно свариваемых точек может быть одно- , двух- и многоточечной.
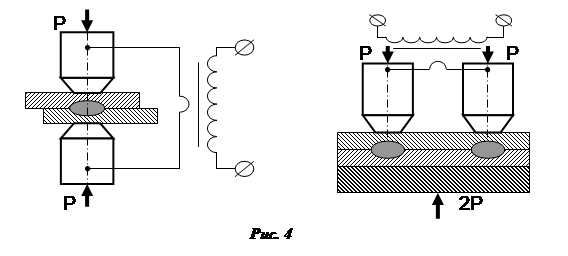 По способу подвода тока точечная сварка может быть двусторонней (рис.4а) и односторонней (рис.4б)
По способу подвода тока точечная сварка может быть двусторонней (рис.4а) и односторонней (рис.4б)
При двусторонней сварке ток подводят к верхней и нижней заготовкам, при односторонней — к одной из них. Для повышения плотности тока в зоне соединения при одностороннем токоподводе, заготовки располагают на токоподводящей медной подкладке. Одностороннюю сварку применяют при затрудненном доступе к одной из заготовок, а также при необходимости увеличения производительности процесса, так как в этом случае можно одновременно сваривать две точки.
Один из циклов точечной сварки — цикл с проковкой представлен на рис 5.
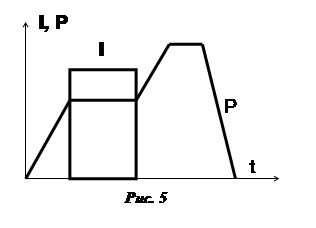 Весь цикл сварки состоит из четырех периодов: сжатие свариваемых заготовок электродами включение тока и разогрев места контакта до температуры плавленая с образованием литого ядра точки; выключение тока и увеличение усилия сжатия (проковка точки); снятие усилия с электродов.
Весь цикл сварки состоит из четырех периодов: сжатие свариваемых заготовок электродами включение тока и разогрев места контакта до температуры плавленая с образованием литого ядра точки; выключение тока и увеличение усилия сжатия (проковка точки); снятие усилия с электродов.
Режим точечной сварки может быть мягким и жестким. Мягкий режим характеризуется относительно малой плотностью тока (j=80…160A/мм 2 ) и большим временем его протекания (Т=0,5…3с) при сравнительно малом удельном давлении (р=15…40МПа). Жесткий режим характеризуется большой плотностью тока (j=160…350А/мм 2 ), большим удельным давлением (р=40…150МПа) и малым временем протекания тока (t=0,001…0,1с). Мягкие режимы применяют преимущественно при сварке углеродистых и низколегированных сталей, жесткие – коррозионностойких сталей, алюминиевых и медных сплавов.
Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами и т.п.), изготовленными из низкоуглеродистых, углеродистых, низколегированных и коррозионно-стойких сталей, алюминиевых и медных сплавов. Толщина свариваемых металлов составляет 0,5-6 мм, а в отдельных случаях может достигать 30 мм.
Многоточечная контактная сварка — разновидность контактной сварки, когда за один цикл свариваются несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно можно сваривать 2 — 200 точек одновременно. Многоточечную сварку применяют в основном в массовом производстве;
Разновидностью точечной сварки является и рельефная сварка,
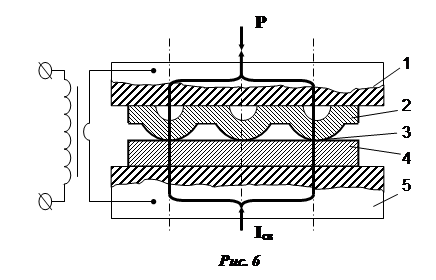 Рельефная сварка — способ точечной контактной сварки, при котором расположение точек определяется заранее подготовленными выступами (рельефами) в заготовке 2. При рельефной сварке (рис.6) заготовки 2 и 4 зажимают между плоскими электродами 5 и 1 (контактными плитами). Соединение происходит в точках 3 (определяемых выступами), которые получает штамповкой в одной из заготовок.
Рельефная сварка — способ точечной контактной сварки, при котором расположение точек определяется заранее подготовленными выступами (рельефами) в заготовке 2. При рельефной сварке (рис.6) заготовки 2 и 4 зажимают между плоскими электродами 5 и 1 (контактными плитами). Соединение происходит в точках 3 (определяемых выступами), которые получает штамповкой в одной из заготовок.
При включении тока верхний электрод сжимает заготовки и спрессовывает их до полного уничтожения выступов. Таким образом, за один ход машины выполняют столько сварных точек, сколько выступов оказалось между электродами; Этот способ высокопроизводителен. Недостатком является значительная потребляемая мощность.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
12. Что называется точечной сваркой?
13. Какова последовательность технологических операций при точечной сварке?
14. Чем отличается двусторонняя точечная сварка от односторонней?
15. На каких режимах выполняют точечную сварку?
16. Чем отличается мягкий режим от жесткого?
17. Для сварки каких изделий применяют точечную сварку?
18. Что называется многоточечной сваркой?
19. Что называется рельефной сваркой?
Контактная шовная сварка
Шовная сварка — вид контактной сварки, при которой сварной шов образуется путем постановки последовательного ряда перекрывающих друг друга точек, что обусловливает его плотность и герметичность. При шовной сварке подвод тока i передачу усилия Р к заготовкам 1 и их перемещение осуществляют через вращающиеся дисковые электроды — ролики 2 (рис.7).
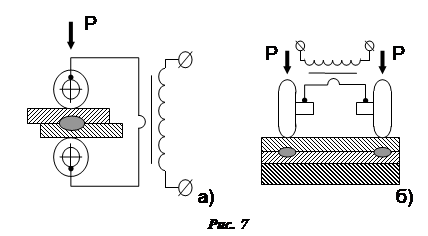 Перед сваркой заготовки с очищенными поверхностями от грязи масла и оксидных плёнок собирают внахлестку. Ровную сварку так же как и точечную можно выполнять при двусторонней (рис.7а) и одностороннем (рис.76) подведении тока.
Перед сваркой заготовки с очищенными поверхностями от грязи масла и оксидных плёнок собирают внахлестку. Ровную сварку так же как и точечную можно выполнять при двусторонней (рис.7а) и одностороннем (рис.76) подведении тока.
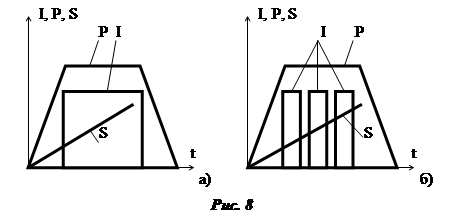
На рис.8 представлены наиболее распространенные циклограммы шовной сварки с непрерывным включением тока (а) и с прерывистым (б) при непрерывном вращении роликов.
 Последовательность операций такая же, как и при точечной сварке.
Последовательность операций такая же, как и при точечной сварке.
Первый цикл предназначен для сварки коротких швов и металлов и сплавов, не склонных к росту зерна и не претерпевающих заметных структурных превращений при перегреве околошовной зоны (низкоуглеродистые и низколегированные стали); второй цикл для сварки длинных швов и металлов и сплавов, для которых опасен перегрев околошовной зоны (нержавеющие стали, алюминевые сплавы).
Основными параметрами режима шовной сварки являются: плотность тока j в А/мм 2 » удельное давление р в МПа и скорость сварки vсв м/ч.
Шовная сварка широко используется в массовом производстве для изготовления различных емкостей, резервуаров, топливных баков автомобиля и т.д. из низкоуглеродистых, легированных конструкционных сталей, а также цветных металлов и сплавов, Толщина свариваемых листов составляет 0,3…3 мм.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
20. Что называется шовной сваркой?
21. Какова последовательность технологических операций при шовной сварке?
22. В каких случаях применяют прерывистую шовную сварку, а когда непрерывную?
23.Для каких конструкций целесообразно применять шовную сварку?
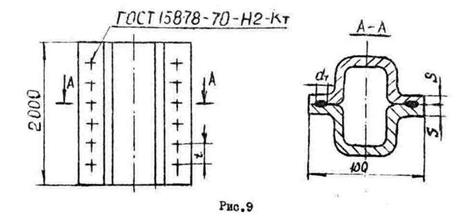 Для одного из вариантов разработайте технологический процесс сборки и точечной сварки балки из низкоуглеродистой стали (рис.9). Шаг точек t=3dt. Производство крупносерийное.
Для одного из вариантов разработайте технологический процесс сборки и точечной сварки балки из низкоуглеродистой стали (рис.9). Шаг точек t=3dt. Производство крупносерийное.
| № варианта | 2 | ||||
| толщина ∂ мм | 0.5 | 1.5 | 2.5 | 3.5 | 4.5 |
1. Укажите подготовку заготовок под сварку. По толщине свариваемых заготовок выберите тип машины и укажите ее технические данные. Рассчитайте площадь контактной поверхности электрода. По значениям плотности тока j (А/мм 2 ) и давления р (МПа) определите сварочный ток J (А) и усилие Р (МН), приложенное на электродах. Определите время сварки изделия t (с).
2. Начертите и опишите цикл точечной сварки.
Источник



